模具检验规范
- 格式:docx
- 大小:38.00 KB
- 文档页数:6
模具检验规范
模具检验规范
OQM-8.2.4-02-2013
目的:
为了保证本公司模具材料的质量及制造过程中零部件的质量,特别是保证不合格的零部件不流入下一道工序中,使模具的质量始终受控,特制定本规范。
范围:
本规范适用于本公司模具材料进货检验以及模具生产加工至最终产品形成的全过程。
职责:
1.车间模具工分别负责相应加工工序的生产、自检及互检。 2.车间主任负责现场工序质量流转控制和现场标识的监督和检查。
3.质控部门检验员、模具专验员负责进货财力检验和模具过程(工序)半成品、成品的巡检、终检。
4.生产部、技术部、质控部协同配合,对模具车间工艺及试模产品的工艺、质量进行验证。
程序:
1.进货检验
1.1 模具库保管员填写“入库检验单”,连同送货单送质控部验收。
1.2 检验员按订单要求对模板规格型号、数量、外观或硬度等要求进行验收。
1.3 检验合格后在“入库检验单”上签署合格结论,交模具保管员入库;若不合格则在“入库检验单”上签署不合格结论,由模具保管员按《不合格品的控制》程序执行。
2.过程检验
2.1 车间模具工根据《施工单》的工序/人员安排,进行模具生产、加工;同时根据模具图纸进行自检和互检。
2.2 模具加工过程中,模具专检员根据技术部制定的尺寸精度和粗糙度等要求对每道工序进行检验,对每道工序完工后,转序前的半成品进行重点专检,并将结果记录于《施工单》上。
2.3 车间主任/模具组长对每到工序的加工进度、加工质量和加工图纸的执行情况进行现场监视,同时及时做好与模具专检员的质量信息沟通工作。
2.4 过程检验中若发现零部件加工的质量不合格,则按程序文件《不合格品的控制》执行,进行返工/返修,必要时采取预防措施。
2.5 对过程检验中出现/发现的零部件加工质量不合格,质控部每月要进行统计一次,同时有针对性地采取纠正/预防措施。
2.6 质控部模具专检员负责模具热处理后的检验。
3.最终检验
3.1 模具加工完毕(包括外协工序,如热处理)后,质控部专检员会同模具车间主任及生产部、技术部、质控部有关人员对模具本身内在精度、光洁度、装配(开模/合模、模具间隙等)、模具配件的完整性进行联合检查、验收。
4.3.2 对于已经完成的整套模具,需要进行试模产品的主要/关键装配尺寸、外观的测试,以确保模具加工所使用的材料规格/型号等符合顾客/公司要求。同时,需要确认试模时的设备型号、压力、温度、时间、速度等,并形成记录。
4.3.3 只有在4.3.1和4.3.2两方面的操作完毕并确保全部满足相关要求后,相关部门主管在《模具最终检验报告单》上签字确认,整套模具才能被确认为合格。
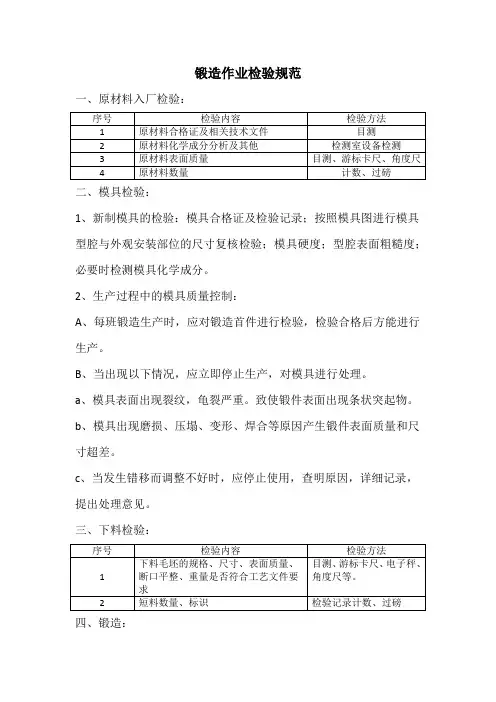
4.4 模具材料、进货检验项目、技术质量要求和检测手段
序号 检验项目 技术质量要求 检测手段
1 模板外形尺寸 按材料、物资请购单 卡尺、卷尺
2 数量 按材料、物资请购单 目测清点
3 外观质量 无剥落、裂缝、毛糙 目测
4 硬度 按材料、物资请购单 硬度计
4.5 模具检验项目、相关技术质量要求和检测手段
序号 检验项目 技术质量要求 检测手段 1 加工尺寸 按施工单或加工图 相关量具
2 外观质量 按施工单或加工图 目测
3 硬度 按技术要求 硬度计
4 试装配 装配顺利、间隙合理 测量、目测
4.6 模具最终检验项目、相关技术质量要求和检测手段
序号 检验项目 技术质量要求 检测手段
1 模具尺寸 按图纸要求 相关量具
2 模具结构要求 浇注、脱模、导向、抽芯 根据试模运行情判定
3 模具外观质量 外形规格符合要求、表面光滑 卷尺、目测
4 产品尺寸 按图纸要求 相关量具
5 产品外观 按技术要求 目测
5.1 《不合格品控制程序》
5.2 《纠正/预防措施福安里程序》
5.3 模具图纸
5.4 产品图纸
6 涉及的质量记录
施工单》
机加工工序检查记录》
模具检验报告单》
编制:技术部 批准:日期:
模具检验流程:
1.目的:明确各部门相应职责以确保向客户提供符合技术要求的模具产品。
2.范围:本程序适用于公司所有模具动态检验与静态检验。
3.定义:无。
4.职责权限: