模具检验验证规范
- 格式:doc
- 大小:108.99 KB
- 文档页数:13
模具检验验证规范
NJSC/GL11-2014
编 制:
审 核:
批 准:
日 期: 2014年3月31日
南京XXXX有限公司
一、 目的
对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入使用的物料、部品和模具满足预期的要求。
二、 范围
适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品、以及电极类间接用的部品。
三、 定义
3.1来料检验:采购的物料、外购件和委外加工部品的检验。
3.2过程检验:内部加工的模具零部件、电极类部品等的半成品和成品检验。
3.3最终检验:
3.3.1模具零部件的成品最终检验,包括零部件的尺寸公差、形位公差、光洁度的检验。
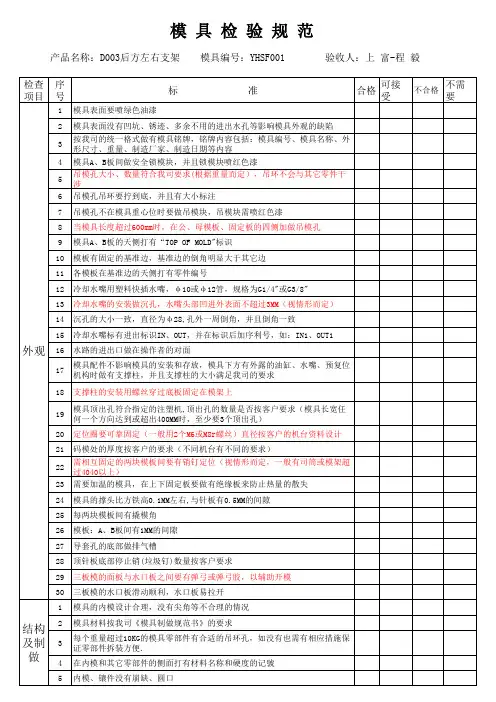
3.3.2模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。
四、 职责
4.1 技术部负责相关检验要求数据的提供。
4.2 质量部负责对物料、部品以及模具实施来料检验、过程检验和最终检验。
4.3 采购部对采购物资质量负责,并配合质量部做好来料检验工作。
4.4 生产部协助做好过程检验,并确保未经检验或检验不合格的物资不投入使用。
五、 检验验证流程
5.1来料检验
5.1.1 作业流程图
5.1.2 作业流程
5.1.2.1 仓管员在接收到外来的物料时,对物料种类、供应商、数量等信息进行确认,确认无误后将物料存放在暂放区域,并以“待检品”予以标识同时通知质检。
5.1.2.2 质量部接到报检信息后在二个工作日内对物料名称、规格、供应商、包装、标识等与相应的采购文件进行核对,无误后进行抽样或全数检查,并将检验结果填入《进货检验记录》。如遇到特殊情况,生产急需使用物料,质量部应在半个工作日内完成检查工作。 报 检
退回供方 合格标识
出不合格品处置单 拒收、隔离
特采标识 修 整 检 查 OK
OK OK
NG 物料进入 暂放
办理入库
NG
办理入库
相关方检讨 检测并记录
NG
5.1.2.3 检验合格的物料贴上“合格”标签,仓管人员办理入库手续。
5.1.2.4 检验不合格的物料,填写《不合格品处置单》,质量部会同技术部相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离。
5.1.2.5 项目部将不合格物料的信息反馈给供应商,无法采用的物品予以退回。
5.1.2.6 如特别采用的物料要修整的,修整后须检验合格方能投入使用。
5.2过程检验
5.2.1 作业流程图
5.2.2 作业流程
5.2.2.1 各工序作业者完工后按图纸或工艺卡质量要求进行自检;若自检不合格则重新返工,本工序无法返工的按不合格处理。
5.2.2.2 质量部接到报检信息后进行全数检查,并将检验结果填入《零件卡片(检验)记录》。 报 检
合格标识
特采 修 整 检 查 OK
OK
OK
NG 过程加工
下道工序
NG
下道工序
相关方检讨 检测并记录
NG 完工自检 OK
不合格报告 报废
5.2.2.3 检验合格的零/部件以“合格”进行标识,检验员签字、盖章后,移交下一道工序。
5.2.2.4 检验不合格的零/部件,质量部会同技术部相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离。
5.2.2.5 对于不合格项质量部开《不合格品处置单》,有重大质量事故质量部开《质量事故处理报告》。相关部门对问题点分析、纠正和预防,同时对预防措施进行确认。
5.2.2.6 特别采用的部品对其它工序有影响的,技术部需立即办理相关文件更改手续并及时通知相关方;要修整的部品,修整后须检验合格方能投入使用。
5.3最终检验
5.3.1 作业流程图
5.3.1.1 模具零部件的成品最终检验作业流程图
最终产品 报检
合格品检验报告ianyanbaogao 入库 检验
记录存
报废 让步接收 返工或返修
不合格品报告 不合格品标/识隔离
不合格品评审 OK NG
5.3.1.2 模具总成后的检验作业流程图
OK
5.3.2 作业流程
5.3.2.1 模具零部件制造完成后,质检人员对所有零部件做最终成品检验。零部件都检验合格后,装配钳工人员担当对各部件进行组装、复合,实配合格后再进行总装实配复模,并确认各部件功能运作正常,不符合要求的及时修正。装配钳工负责将装配过程中发现的问题及时记录于《钳工装配表》,并及时与技术部沟通。
5.3.2.2 总装实配后装配钳工按《模具组装质量检查表》相关内容进行检验。自检完成后,将《模具组装质量检查表》交质量部主管报检,由质量部主管召集技术部主管、分管工艺员、钳工组组长、装配钳工,对模具进行试模前的检查。检查合格,检查人员在《模具组装质量检查表》上签字,质量部负责保存《模具组装质量检查表》,并通知生产部安排试模。试模工作由分管工艺员负责、试模员参加、检验员配合。试模过程中,试模人员须按规定及时填写《试模单》。 试作 NG
NG 零部件组装复合
产品检测、送样 检验并记录
NG 修正
验收移交 试模联络 修模联络 总装实配复模
5.3.2.3 试模后,质量部对产品进行检测并及时将试模样件的检测报告发给相关人员。技术部负责对质量部提供的检测数据进行分析、判定,对不符合图纸要求或试作中的问题点以及要求设计更改、模具调整的内容向生产部提出修正。
5.3.2.4 模具验证合格,由分管工艺员在《试模单》上填写模具验证结论,经分管工艺员、试模员、技术部主管签字,交质量部主管签批后,方可交付。
六、 检验和试验
6.1 取样
同一规格的外购件(五金件、标准件)按每批3~5件抽取样本或由质检担当确定,小于5件的批次进行全检,有公差标准的关键尺寸在现有资源可以测量的情况下要全部测量。对原材料、所有自制零部件及外协制作零部件全检。
6.2 检验要求
6.2.1 质检人员抽取样本后,先分别对外观、尺寸进行判定。
6.2.2 外观检查环境要求:采用常态照明,待测量物品测量面与检验人员肉眼距离25~35cm,观察角度要求垂直于待测量物品被测面的±45º角,观察时间为10±5秒。
6.2.3 监视和测量装置要求:卡尺精度等级不低于0.02mm,千分尺精度等级不低于0.01mm,标准规精度等级不低于0.01mm,其它或自制的检具等装置要满足相关的工艺、检验文件或工程图纸上的
测量要求。
6.2.4 圆形零件的外径检查:公差要求在±0.05以下的,测量工具为:游标卡尺;公差要求在±0.05以上的,测量工具为千分尺或数显卡尺;
6.2.5 内孔检查:圆形内孔的检查量具为:公差在0.05以下的用游标卡尺检查;公差在0.05以上的用内径千分尺、内径表或数显卡尺。方孔的检查量具为:公差在0.05以下的用游标卡尺检查;公差在0.03以上的用千分尺、数显卡尺或塞规检查。
6.2.6 方形零件的外形检查:公差要求在0.05以下的用游标卡尺检查;公差在0.05以上的用千分尺或数显卡尺检查。
6.2.7 成品模具的检查:外观无划痕、无碰伤、无癍点;上、下模合模顺畅、无干涉;落料冲孔模必须经过切纸检验后间隙均匀;符合上述要求的则视为合格;否则为不合格。
6.2.8 判定:
6.2.8.1 检查结果误差在允许的公差范围内,则判为合格;
6.2.8.2 检查结果误差超出公差允许的范围(不含允许公差的上限或下限),则判定为不合格。
6.2.8.3 客户有具体要求的按客户的要求进行检查。
6.3 检验内容
6.3.1五金类(螺丝、弹簧等)
性质 检验项目 检验方法 检 验 要 求 缺陷类别
外观 表面外观 目 视 无色差、无混料、无氧化、无毛边 一般
无机械损伤、无缺损、变形等不良 重要
功能 适 配 性 配合产品 配合应满足图纸或规格说明书 重要
使用功能 测 试 按规定测量其机械要求项目
尺寸 尺寸测量 卡 尺 符合规格要求 重要
包装 包装状况 目 视 包装无破损,标签字迹清楚 一般
6.3.2模具零/部件类(含毛坯和成品及委外加工的零/部件)
性质 检验项目 检验方法 检 验 要 求 缺陷类别
外观 表面外观 目 视 无机械损伤,无缺损及扭曲变形,无开裂 重 要
无氧化现象,表面光洁,倒角均匀无锐边,编号正确、清晰 一 般
材质 供方检测 目 视 供方提供的质保书(或物性表)满足规格要求 重 要
硬 度 硬 度 计 硬度满足规格要求 重 要
加 工 性 工 艺 验 证 使用部门试用确认 重 要
尺寸 2D尺寸 卡尺,深度尺,高度尺, 满足设计图纸要求(孔、槽可用塞规、芯棒测量)
重 要 千分尺/机床
3D值 三坐标/机床 满足造型数据要求
垂 直 度 三坐标/机床
满足设计图纸要求 斜 度 三坐标/角度尺
适 配 性 实 配 滑动部滑动顺畅,产品面间隙≤0.03mm,其它间隙≤0.05mm
6.3.3原材料入厂
性质 检验项目 检验方法 检 验 要 求 缺陷类别
外观 表面外观 目 视 无机械损伤,无缺损及扭曲变形,无开裂 重 要
无氧化现象,表面光洁,编号正确、清晰 一般
材质 供方检测 目 视 供方提供的质保书(或物性表)满足规格要求 重 要
硬 度 硬 度 计 硬度满足规格要求 重 要
加 工 性 工 艺 验 证 使用部门试用确认 重 要
尺寸 2D尺寸 卡尺,卷尺, 满足设计图纸要求 重 要