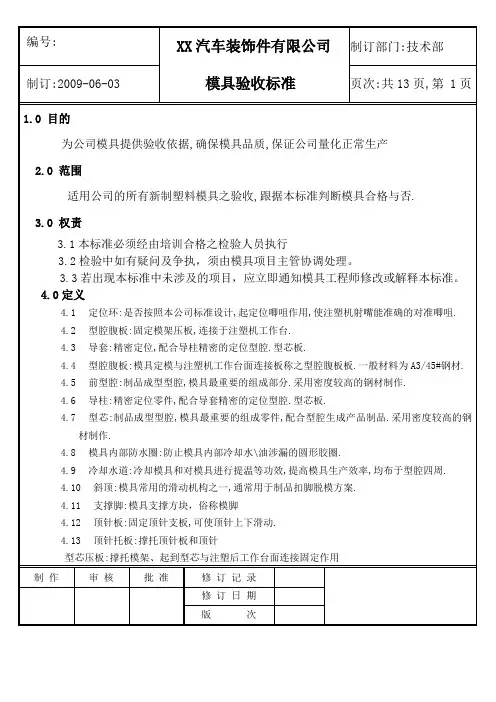
模具检验验收标准
- 格式:xlsx
- 大小:54.05 KB
- 文档页数:3
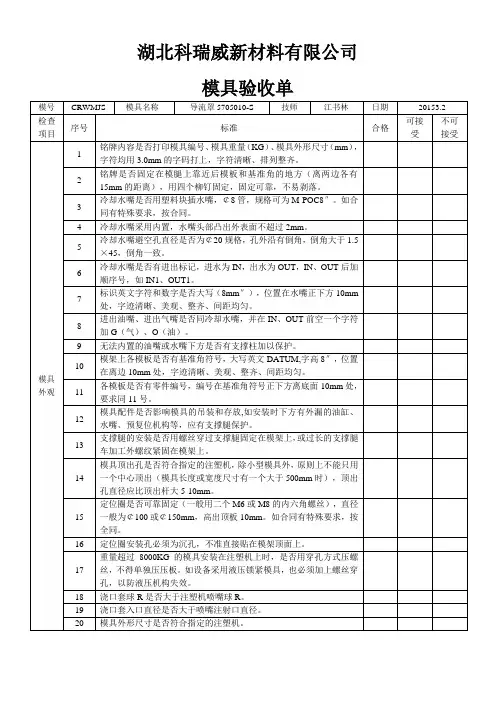
分类序号非常重要重要一般重要普通1▲2▲3▲4▲5▲6▲7▲8▲9▲10▲11▲12▲13▲14▲15▲16▲17▲18▲19▲20▲21▲22▲23▲24▲25▲26▲27▲28▲29▲30▲31▲32▲模具检验验收标准(拉延模装配) 记录编号:检查项目及技术要求
尺寸及形位公差按图,工作表面形状与工序图相一致工作表面去刀痕,许留有轻微的数铣刀痕尖角处应按模型修整,不考虑刀痕有效压料面上应光滑无螺钉,柱销的过孔与凸模的相对高度按图穿孔(冲孔)装置的安装位置按图穿孔(冲孔)凸模的工作行程及凸模长度按图或现场确定镶块与窝座与键的配合无间隙有效压料面的表面粗糙度 Ra=0.8拉延筋形状圆滑变化均匀表面粗糙度 Ra=0.4拉延筋的螺钉分布合理,筋装配后,不应有松动喘气现象导向面的圆角光滑,圆角及导滑面的表面粗糙度均匀应 Ra=0.8导板的最外终点应包围在压料圈的内孔之内(通过与侧面距离检查)连接板的外形 ≤凸模外形,螺钉分布按图
导向面的⊥(0.05/100)导板与支承面配合无间隙镶块接合面间隙 ≤0.03,在能包容手坯的有效面积范围内与凸模周边的间隙按图,应能包容凸模及其导板的尺寸,偏差 ≤4尺寸及形状公差按图形面与样架研合率:外覆盖件 ≥80%,内覆盖≥60%,触点均匀工作表面粗糙度:主圆角 Ra=0.4,辅圆角及表面 Ra=0.8棱线清晰,形状规则,圆角均匀过渡圆滑导向面的导入圆角光滑,圆角及导滑表面粗糙度 Ra=0.8导向面的垂直度 ≤0.05/100导向面的锐边(边沿,孔边,油槽边沿)倒角按图,圆角 R=0.5-1.0镶块接合面的间隙 ≤0.03(在有效的面积和高度范围内)镶块与窝座或键的配合无间隙
出气孔的大小,数量位置,防护装置按图冲孔(穿孔)器驱动机构位置按图,锛件要有专用的起重孔尺寸及形状公差按图,压料面形状与工序图相一致有效压料面与样架的研合率 ≥70%,非有效面应空开(5-10)凸模与固定板的配合尺寸按图凸模装配垂直度 ≤0.02/100凸模
压料圈
压料圈
工作部第1页共3页33▲34▲35▲36▲37▲38▲39▲40▲41▲42▲43▲44▲45▲46▲47▲48▲49▲50▲51▲52▲53▲54▲55▲56▲57▲58▲59▲60▲61▲62▲63▲64▲65▲66▲67▲定位,挡料销的位置按图(待调正装配除外)键的支承面配合无间隙,支承面的平等度 ≤1.0/100镶块的材料牌号、图号及件号均应在镶块上打印清楚导板导滑面,导入圆角的表面粗糙度 Ra=0.8,支承面 Ra=0.8滑动面油槽和孔的边沿圆角 (R0.5-10)顶出器在顶出行程终了时,与凹模端面的距离 X1={0-[2-(R+r)]}退、压料板限位,与凸模端面的距离 X2;使用弹簧 X2=0±2.0;使用气垫 X2=2±0.5导柱衬套与安装座的配合按图导柱衬套装配垂直度 ≤0.05/100导板导滑面间隙 Z小=0.04-0.12;Z中0.05-0.15;Z大=0.08-0.25导板支承面配合无间隙规则的凸凹模间隙均匀度 ≤0.8 x △Z连接拉延模凸凹模装配位置偏差按图顶件器的表面形状,定位,导正间隙按图压印检测器的压印量 H=0.7±0.1出气孔的大小,数量分布按图规则的凸凹模间隙大小及偏差按图导向面的垂直度0.05/100在有效面积和高度范围内,镶块的接合面间隙 ≤0.03镶块与窝座与键的配合无间隙穿孔或冲孔凹模的位置按图导向面圆角光滑,圆角及导滑面平面表面粗糙度 Ra=0.8
工作部份导正
全模装配检查
全模装配工作部份
拉延件定位孔(掌孔或冲孔)装轩驱动机构的尺寸,装置位置按图或现场配作
推销等的长度偏差 △L= ±0.1托料杆等的长度偏差,多工位压床上用的托料杆 ±0.05,普通托料杆 ±0.1托料杆孔放入端的倒角尺寸按图(图纸未注则尺寸按 R5-8气动制件顶出装置的工作行程,导正限位按图,动作灵活自动取件机构装置按图安装槽位置偏差 ф3.0 中心安装定位孔偏差 ф2.0 中心托杆孔位置偏差 ф2.0 中心线推杆孔位置偏差 ф2.0 中心线
自动进料机构装置按图进料,出料的辅助机构(导轮或滚道)结构及装置位置按图安全防护装置按图第2页共3页68▲69▲70▲71▲72▲73▲74▲75▲76▲77▲78▲79▲80▲81▲82▲83▲其它全模装配检查气动管路系统装置按图电器控制线路系统装置按图安装面倒角尺寸按图
柱销与销孔的配合,松紧适度零件齐全(包括待装件),除待装件外,装配完整起重装置的结构形式,尺寸位置按图衬套孔排气槽必须有位置按图冲模外形尺寸按图冲模闭合高度 H 偏差:(H小)+1-3,(H中)+2-4,(H大)+3-6带连接的凸模与压料圈子的相对高度按图,偏差 +5-2安装面平行度 ≤0.2/100
模具调试合格后,模具表面刷漆工艺模具标牌必须完整齐全,自己清晰可辨限制装配按图螺钉紧固
模具报交前,内外导柱、导套、导板等的配合表面必须涂抹防锈油和油脂
第3页共3页