数控铣床电路原理图
- 格式:pdf
- 大小:4.00 MB
- 文档页数:29
前言尊敬的客户:对您惠顾选用广州数控设备有限公司的GSK983Me铣床加工中心数控系统,我们深感荣幸!GSK983Me铣床加工中心数控系统是具有总线通信的高速、高精、高稳定、高性价比的中高档数控系统。
安全警告!操作不当将可能导致产品、机床损坏,工件报废甚至人身伤害的严重意外事故!必须要具有相应资格的人员才能操作本系统!在对本产品进行安装连接、编程和操作之前,必须详细阅读本产品手册以及机床制造厂的使用说明书,严格按手册与使用说明书等的要求进行相关的操作。
目录!连接安装注意事项 (1)1 NC单元接口一览 (3)2 互连方框图 (4)3 NC单元与DA98D驱动单元的连接(不带抱闸) (5)4 NC单元与DA98D驱动单元的连接(Z轴带抱闸时) (6)5 NC单元与主轴伺服驱动单元的连接 (7)6 NC单元与主轴变频器的连接 (8)7 NC单元与I/O单元的连接 (9)8 机床操作面板接口 (10)9 NC单元与操作面板连接 (11)10 外置手脉与操作面板连接 (12)11 NC单元与PC机连接 (13)12 Z轴抱闸、系统上电控制连接方法 (14)13 外置I/O单元(X1)接口概述 (15)14 I/O单元(X1)输入输出信号连接原理 (16)15 I/O单元(X1)输入输出点定义 (17)16 安装主轴定向机械位置检测开关的相关说明 (20)17 安装Z轴第2参考点机械位置检测开关的相关说明 (21)附录安装尺寸图 (22)GSK983Me-H/V铣床加工中心数控系统连接手册版本升级登记表 (27)连接安装注意事项1、系统配套的电源盒,是仅为本数控系统提供的专用电源,严禁将此电源给其他设备供电,如抱闸、电磁阀等,否则将产生极大危险!2、机床电柜箱的要求安装系统和驱动单元的机床电柜箱应该采用全封闭防尘设计,电柜箱内外的温差不能超过10℃。
如果不能满足此要求必须安装热交换系统。
系统周围环境温度最高不能超过45℃,必须防止润滑油、冷却液等液体进入系统任何部件内部。
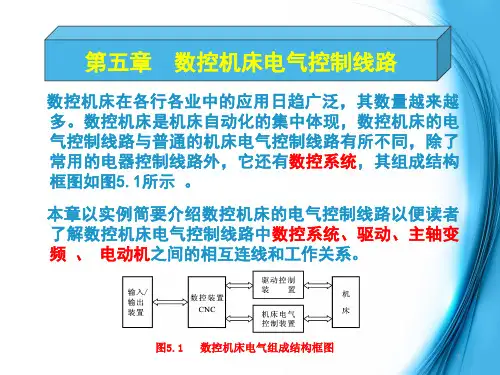
2.4 普通铣床电气控制线路分析•铣床的结构•铣床的运动形式•铣床的电力拖动及控制要求•铣床的电气原理图•铣床电气控制线路分析•铣床的常见故障分析•作业与思考?铣床的结构(示意图)X62W万能卧式铣床结构示意图1—底座2—进给电动机3—升降台4—进给变速手柄及变速盘5—溜板6—转动部分7—工作台8—刀架支杆9—悬梁10—主轴11—主轴变速盘12—主轴变速手柄13—床身14—主轴电动机铣床的结构(图片)说明:浙江永嘉桥下华科数控机床教仪厂生产的透明教具。
X62W型卧式万能铣床铣床的结构(图片)X6132型万能升降台铣床说明:X6132型万能升降台铣床是X62W型万能铣床的改型产品,均属于通用机床,机床保持了原有铣床的传统优点,并增加了新的功能,X6132垂向采用滚珠丝杠,机床操纵方便、灵活可靠、精度稳定、耗能低、温升小,精度符合国际标准,适用于各种企业的单件、小批、大批生产和修理部门。
铣床的结构(图片)X6132B型万能升降台铣床说明:X6132B是X6132万能升降台铣床的改进型产品,均属于通用机床,机床保持了原有铣床的传统优点,并增加了新的功能,X6132B三向均采用滚珠丝杠。
机床可用各种棒状铣刀、圆柱铣刀、圆片铣刀、角度铣刀、成形铣刀、端面铣刀、加工各种平面、斜面、沟槽、齿轮,如在机床上安装使用万能铣头、分度头、或圆工作台,则还能铣削螺旋面、凸轮及弧形槽等。
X6132B型万能升降台铣床,三个运动方向还可以装光栅数字显示装置,提高机床的使用性能和零件的加工精度。
铣床的运动形式•主运动主轴的旋转运动•进给运动工作台在三个相互垂直方向上的直线运动(手动或机动)•辅助运动工作台在三个相互垂直方向上的快速直线移动铣床的电力拖动及控制要求•主运动(主电动机)主轴的旋转运动:正反转(顺铣和逆铣)、变速冲动(齿轮啮合)、调速(变速箱)、制动(主轴装有飞轮)、两地控制等。
•进给运动(进给电动机)工作台在三个相互垂直方向上的直线运动(手动或机动):正反转(左右、前后、上下六方向运动)、联锁(纵向、横向、垂直三种运动相互间的互锁)、变速冲动(齿轮啮合)、调速(变速箱)、两地控制等;圆工作台的回转运动等。
毕业设计论文题目:基于广数980TD系统的数控车床电路设计系别:机械工程系班别:机电一体化专业指导老师:***组成员:姚龙华、梁耀祖、蔡子婧学号:*********、*********、*********摘要数控机床综合运用了微电子、计算机、自动控制、精密测量、液压与气动、机械设计与制造等技术的最新成果,随着我国企业的生产技术进步和数控设备的更新换代,对各层次的数控技术人才提出了新的更高要求。
数控系统是数控机床的核心技术,数控系统全面、系统地讲述数控系统的基本组成、各部分的主要功能和特点、工作原理等。
重点在数控的应用上,着重介绍了发那科(FANUC)公司、四门子(SIEMENS)公司、发格(FAGOR)公司以及国内华中数控集团等企业研制的数控系统的功能、特点及典型应用。
广数980TD系统数控车床就是典型的现代化设备,它的出现是机械加工设备的新突破。
随着科学技术和市场经济的不断发展,人们对机械产品的质量、生产率和新产品开发的周期提出了越来越高的要求,所以新一代的数控车床便应运而生。
广数980TD系统的数控车床是基于广州数控仿FANUC系统的数控车床、进给驱动系统、主轴驱动系统、强电控制柜等组成,因此每个电气元件及连接线路都会影响到机床的运行,引起机床的故障。
该设计主要介绍数控车床电气的元气件;机床电器元器件的计算以及选择;控制电路的电路图分析;数控系统连接图的接口分析和元件连接等内容。
目录第一章:数控机床的概述第一节:数控机床的产生与发展趋势 (4)第二节:数控机床的组成以及分类 (6)第二章:数控系统第一节:数控系统的总体结构 (11)第二节:数控系统的组成以及功能 (12)第三节:数控系统的分类 (13)第四节:伺服驱动系统........................................................................13.第五节;进给驱动系统 (14)第三章:数控机床电气元件第一节:元器件的介绍 (15)第二节:电气元器件的选择 (22)第四章:数控机床的电路分析第一节:机床电路原理图 (25)第二节:数控系统连接图的了解 (26)总结 (39)参考文献 (41)致谢 (42)附录:电路图,电气材料清单 (43)第一章数控机床的概述1.1 .1数控机床的产生与发展趋势随着科学技术的发展,机械产品的结构越来越合理,它们的性能、精度和效率日趋提高,更新换代频繁,产生类型从大批大量生产向多品种小批量生产转化。
X62W万能铣床电控系统的PLC改造姓名何洪班级ZH电气0703专业电气工程及其自动化时间2010年6月指导老师鞠益仁南京工程学院X62W万能铣床系统的PLC设计摘要本设计讲述了X62W万能铣床电气控制线路的工作原理,说明了用PLC改造的具体方法,从而可以提高整个电气控制系统的工作性能,铣床是用铣刀工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
最早的铣床是美国人惠特尼于1818年创制的卧式铣床:为了铣削麻花钻头的螺旋槽,美国人布朗于1826年创造了第一台万能铣床,这是升降台铣床的雏形;1884年前后出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-快速”或“快速-进给”的自动转换。
1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度。
尤其是70年代以后,微处理的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率。
关键词:X62W万能铣床,电气控制系统,PLC梯形图。
目录第一章绪论 (3)1.1 铣床国内外研究状况和发展趋势 (3)1.2 铣床简单介绍 (5)1.2.1 铣床的选型 (5)第二章X62W万能铣床硬件设计 (6)2.1 X62W万能铣床电力拖动的特点及控制要求 (6)2.2 X62W万能铣床元件选型 (7)2.3 X62W万能铣床的主要结构及运动形式 (8)第三章电气控制原理 (9)3.1 电气原理图 (9)3.2 主电路分析 (10)3.3 控制电路分析 (10)第四章X62W万能铣床软件设计 (14)4.1 PLC的基本定义和PLC的主要特点 (14)4.2 X62W万能铣床电气控制线路的PLC设计 (16)4.3 PLC梯形图设计 (20)第五章总结 (23)参考文献 (24)致谢 (24)第一章绪论铣床是以各类电动机为动力的传动装置与系统的对象以实现生产过程自动化的技术装置。

第一章数控铣床的基本知识和特点1.1数控铣床的特性数控铣床是在一般铣床的基础上发展起来的,两者的加工工艺基本相同,结构也有些相似,但数控铣床是靠程序控制的自动加工机床,所以其结构也与普通铣床有很大区别.数控铣床一般由数控系统、主传动系统、进给伺服系统、冷却润滑系统等几大部分组成:1.1.1主轴箱包括主轴箱体和主轴传动系统,用于装夹刀具并带动刀具旋转,主轴转速范围和输出扭矩对加工有直接的影响。
1.1.2进给伺服系统由进给电机和进给执行机构组成,按照程序设定的进给速度实现刀具和工件之间的相对运动,包括直线进给运动和旋转运动。
1.1.3控制系统数控铣床运动控制的中心,执行数控加工程序控制机床进行加工。
1.1.4辅助装置如液压、气动、润滑、冷却系统和排屑、防护等装置。
1.1.5机床基础件通常是指底座、立柱、横梁等,它是整个机床的基础和框架。
1.2数控铣床的工作原理1.2.1根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺选择加工参数。
通过手工编程或利用CAM 软件自动编程,将编好的加工程序输入到控制器。
控制器对加工程序处理后,向伺服装置传送指令。
伺服装置向伺服电机发出控制信号。
主轴电机使刀具旋转,X、Y 和Z向的伺服电机控制刀具和工件按一定的轨迹相对运动,从而实现工件的切削。
数控铣床主要由床身、铣头、纵向工作台、横向床鞍、升降台、电气控制系统等组成。
能够完成基本的铣削、镗削、钻削、攻螺纹及自动工作循环等工作,可加工各种形状复杂的凸轮、样板及模具零件等。
数控铣床的床身固定在底座上,用于安装和支承机床各部件,控制台上有彩色液晶显示器、机床操作按钮和各种开关及指示灯。
纵向工作台、横向溜板安装在升降台上,通过纵向进给伺服电机、横向进给伺服电机和垂直升降进给伺服电机的驱动,完成X、Y、Z坐标的进给。
电器柜安装在床身立柱的后面,其中装有电器控制部分。
1.2.2 数控铣床的性能指标1.2.3 点位控制功能可以实现对相互位置精度要求很高的孔系加工。
前言尊敬的客户:对您惠顾选用广州数控设备有限公司的GSK983Me铣床加工中心数控系统,我们深感荣幸!GSK983Me铣床加工中心数控系统是具有总线通信的高速、高精、高稳定、高性价比的中高档数控系统。
安全警告!操作不当将可能导致产品、机床损坏,工件报废甚至人身伤害的严重意外事故!必须要具有相应资格的人员才能操作本系统!在对本产品进行安装连接、编程和操作之前,必须详细阅读本产品手册以及机床制造厂的使用说明书,严格按手册与使用说明书等的要求进行相关的操作。
目录!连接安装注意事项 (1)1 NC单元接口一览 (3)2 互连方框图 (4)3 NC单元与DA98D驱动单元的连接(不带抱闸) (5)4 NC单元与DA98D驱动单元的连接(Z轴带抱闸时) (6)5 NC单元与主轴伺服驱动单元的连接 (7)6 NC单元与主轴变频器的连接 (8)7 NC单元与I/O单元的连接 (9)8 机床操作面板接口 (10)9 NC单元与操作面板连接 (11)10 外置手脉与操作面板连接 (12)11 NC单元与PC机连接 (13)12 Z轴抱闸、系统上电控制连接方法 (14)13 外置I/O单元(X1)接口概述 (15)14 I/O单元(X1)输入输出信号连接原理 (16)15 I/O单元(X1)输入输出点定义 (17)16 安装主轴定向机械位置检测开关的相关说明 (20)17 安装Z轴第2参考点机械位置检测开关的相关说明 (21)附录安装尺寸图 (22)GSK983Me-H/V铣床加工中心数控系统连接手册版本升级登记表 (27)连接安装注意事项1、系统配套的电源盒,是仅为本数控系统提供的专用电源,严禁将此电源给其他设备供电,如抱闸、电磁阀等,否则将产生极大危险!2、机床电柜箱的要求安装系统和驱动单元的机床电柜箱应该采用全封闭防尘设计,电柜箱内外的温差不能超过10℃。
如果不能满足此要求必须安装热交换系统。
系统周围环境温度最高不能超过45℃,必须防止润滑油、冷却液等液体进入系统任何部件内部。
数控铣床电气图分析数控机床的电气册由数控机床厂商提供,电气原理图一般包括主电路、控制电路、进给伺服驱动电路、主轴驱动电路、CNC接口电路和PLC输入输出电路。
除此之外还提供电气元件安装位置图等,便于维修。
机床厂在设计电气图册时一般考虑多种不同情况,如不同的主轴变频器,全闭环或半闭环系统等,因此电气图上会用虚线框标示出来一些选件,这些选件在实际机床电气配置不一定都有,因此在利用电气图进行维修时首先应清楚机床实际的电气配置。
(一)主电路数控机床主电路主要包括电源的进线,总开关,冷却、润滑、排屑、散热风扇等辅助功能的电机连接,如果因伺服动力电不是380V,还需要动力变压器和控制变压器的变压电路。
图3-6-1 主电路图一由图3-6-1可以看到,该机床采用三相五线制供电,电网三相380V电L1,L2,L3经总开关QF1输入至电气柜,给各支路供电,QF1带有分离脱扣,当机床执行指令M30时,中间继电器KA11得电,QF1断开,实现了机床关机。
机床排屑、冷却及主轴风扇电动机都配有过载保护开关QM,QM的作用相当于QF 和FR的作用。
FV为限压保护器件,在电动机频繁起停时起干扰作用。
在图纸上标注的3/E4表示此处与第3页E4区标有320和0线号的地方连接,2/B1表示与第2页B1区是相同的三条线。
XB0是地线的接线排,此外在图纸上还标明了连接线的线径和QM的型号及电流设定值。
图3-6-2 主电路图二在第2张主电路图当中,通过一个两相的QF2接到单相变压器上,变压器有24V和220V两个抽头,其中24V用于机床照明灯EL1,EL2;220V用于给其它设备供电,包括热交换器,机床润滑泵,以及两个开关电源。
此处开关电源VC1用于系统和PLC输出继电器供电,开关电源VC2用于电磁阀和三色灯供电。
在图中320,0,306,307,308,309,310,311,312,0N,+24A,0D,+24D等都表示线号,在接线或查找机床故障时,应该对应找标有这些线号的线去测试。
前言尊敬的客户:对您惠顾选用广州数控设备有限公司的GSK983Me铣床加工中心数控系统,我们深感荣幸!GSK983Me铣床加工中心数控系统是具有总线通信的高速、高精、高稳定、高性价比的中高档数控系统。
安全警告!操作不当将可能导致产品、机床损坏,工件报废甚至人身伤害的严重意外事故!必须要具有相应资格的人员才能操作本系统!在对本产品进行安装连接、编程和操作之前,必须详细阅读本产品手册以及机床制造厂的使用说明书,严格按手册与使用说明书等的要求进行相关的操作。
目录!连接安装注意事项 (1)1 NC单元接口一览 (3)2 互连方框图 (4)3 NC单元与DA98D驱动单元的连接(不带抱闸) (5)4 NC单元与DA98D驱动单元的连接(Z轴带抱闸时) (6)5 NC单元与主轴伺服驱动单元的连接 (7)6 NC单元与主轴变频器的连接 (8)7 NC单元与I/O单元的连接 (9)8 机床操作面板接口 (10)9 NC单元与操作面板连接 (11)10 外置手脉与操作面板连接 (12)11 NC单元与PC机连接 (13)12 Z轴抱闸、系统上电控制连接方法 (14)13 外置I/O单元(X1)接口概述 (15)14 I/O单元(X1)输入输出信号连接原理 (16)15 I/O单元(X1)输入输出点定义 (17)16 安装主轴定向机械位置检测开关的相关说明 (20)17 安装Z轴第2参考点机械位置检测开关的相关说明 (21)附录安装尺寸图 (22)GSK983Me-H/V铣床加工中心数控系统连接手册版本升级登记表 (27)连接安装注意事项1、系统配套的电源盒,是仅为本数控系统提供的专用电源,严禁将此电源给其他设备供电,如抱闸、电磁阀等,否则将产生极大危险!2、机床电柜箱的要求安装系统和驱动单元的机床电柜箱应该采用全封闭防尘设计,电柜箱内外的温差不能超过10℃。
如果不能满足此要求必须安装热交换系统。
系统周围环境温度最高不能超过45℃,必须防止润滑油、冷却液等液体进入系统任何部件内部。
3、接地机床电柜箱应设置保护接地,保护接地的连续性应符合GB5226.1-2002的要求。
良好的接地同时是系统稳定运行的必备条件,系统各部件接地线不能相互串联,应在电柜箱内安排有接地排(可采用厚度≥3mm铜板),接地排接入大地,接地电阻应小于4Ω,系统各部件保护接地端子用粗短的黄绿双色线各自单独接到接地排上。
4、要通过隔离变压器给系统供电5、布线各连接线与系统或驱动等部件的接头应牢固锁紧,属于弱电的信号线、控制线在走线时应远离强电和强电磁干扰的地方;应尽量伸直布置,不能绕成环状,否则容易拾取干扰信号。
6、抑制干扰在交流线圈两端并联RC回路,RC回路安装时尽量靠近感性负载;在直流线圈两端反向并联续流二极管;在交流电机绕组端并联浪涌吸收器。
1715 I/O 单元(X1)输入输出点定义 端子号 PLC 地址 信号名称 信号功能 I/OX32.COX32公共端 X32这一组的电平选择 X32.0 X32.0*+LX (固定)X轴正向限位(不用时,短接到0V ) I X32.1 X32.1*-LX (固定)X轴负向限位(不用时,短接到0V ) I X32.2 X32.2I X32.3 X32.3I X32.4 X32.4I X32.5 X32.5*DECX (固定)X轴回零减速开关 I X32.6 X32.6I X32.7 X32.7I X33.COX33公共端 X33这一组的电平选择 X33.0 X33.0*+LY (固定)Y轴正向限位(不用时,短接到0V ) I X33.1 X33.1*-LY (固定)Y轴负向限位(不用时,短接到0V ) I X33.2 X33.2I X33.3 X33.3I X33.4 X33.4I X33.5 X33.5*DECY (固定)Y轴回零减速 I X33.6 X33.6I X33.7 X33.7I X34.COX34公共端 X34这一组的电平选择 X34.0 X34.0*+LZ (固定)Z轴正向限位(不用时,短接到0 V ) I X34.1 X34.1*-LZ (固定)Z轴负向限位(不用时,短接到0 V ) I X34.2 X34.2I X34.3 X34.3I X34.4 X34.4I X34.5 X34.5*DECZ (固定)Z轴回零减速 I X34.6 X34.6I X34.7 X34.7I X38.COX38公共端 X38这一组的电平选择 X38.0 X38.0I X38.1 X38.1I X38.2 X38.2I X38.3 X38.3I X38.4 X38.4*ESP (固定)急停(输入) I X38.5 X38.5I X38.6 X38.6I X38.7 X38.7I端子号 PLC地址 信号名称 信号功能 I/O X48公共端 X48这一组的电平选择X48.0 X48.0 *+L5(固定)第5轴正向限位 IX48.1 X48.1 *-L5(固定)第5轴负向限位 IX48.2 X48.2 IX48.3 X48.3 IX48.4 X48.4 IX48.5 X48.5 *DEC5(固定)*5轴回零减速IX48.6 X48.6 IX48.7 X48.7 I X43公共端 X43这一组的电平选择X43.0 X43.0 IX43.1 X43.1 IX43.2 X43.2 IX43.3 X43.3 IX43.4 X43.4 IX43.5 X43.5 IX43.6 X43.6 SKIP.M跳段信号输入 IX43.7 X43.7 I X35公共端 X35这一组的电平选择X35.0 X35.0 *+L4(固定)第4轴正向限位 IX35.1 X35.1 *-L4(固定)第4轴负向限位 IX35.2 X35.2 IX35.3 X35.3 IX35.4 X35.4 IX35.5 X35.5 *DEC4(固定)第4轴回零减速 IX35.6 X35.6 IX35.7 X35.7 I X40公共端 X40这一组的电平选择X40.0 X40.0 IX40.1 X40.1 IX40.2 X40.2 I X40.3 X40.3 I X40.4 X40.4 I X40.5 X40.5 IX40.6 X40.6 IX40.7 X40.7 I端子PLC地址信号名称信号功能 I/OY0.0 Y0.0 OY0.1 Y0.1 OY0.2 Y0.2 OY0.3 Y0.3 O18Y0.4 Y0.4 OY0.5 Y0.5 OY0.6 Y0.6 OY0.7 Y0.7 OY1.0 Y1.0 OY1.1 Y1.1 OY1.2 Y1.2 OY1.3 Y1.3 OY1.4 Y1.4 OY1.5 Y1.5 OY1.6 Y1.6 OY1.7 Y1.7 OY2.0 Y2.0 OY2.1 Y2.1 OY2.2 Y2.2 OY2.3 Y2.3 O0V 24V电源地+24V 24V电源输出 O端子号 PLC地址 信号名称 信号功能 I/OY3.0 Y3.0 OY3.1 Y3.1 OY3.2 Y3.2 OY3.3 Y3.3 OY3.4 Y3.4 OY3.5 Y3.5 OY3.6 Y3.6 OY3.7 Y3.7 OY6.0 Y6.0 OY6.1 Y6.1 OY6.2 Y6.2 OY6.3 Y6.3 OY6.4 Y6.4 OY6.5 Y6.5 OY6.6 Y6.6 OY6.7 Y6.7 OY2.4 Y2.4 OY2.5 Y2.5 OY2.6 Y2.6 OY2.7 Y2.7 O0V 24V电源地+24V 24V电源输出 O 注:已标出功能定义的点系统内部已经固定不能改变,用户不能定义。
其他点是什么功能可由PLC编程决定。
16 安装主轴定向机械位置检测开关的相关说明为了进一步提高主轴定向的准确性、可靠性,保护刀库和刀具,983M系统增加了主轴定向机械位置确认信号。
换刀时,系统除了检测传统的主轴伺服驱动器定向到位信号,还检测主轴定向机械位置确认信号。
I/O单元X48.6为主轴定向机械位置确认信号输入点。
机床厂家可以根据机床主轴的实际情况安装相应的定向到位检测开关,(推荐采用的接近开关大小为M8, 检测距离1mm以上),具体采取哪种检测方式(凹检测或是凸检测),机床厂家可因地制宜。
数控系统的PC参数3004.7可选择设定检测开关的常闭或常开(出厂默认PC参数3004.7=0,常开开关,凹检测)。
如果是常闭开关、凹检测,设定PC3004.7=1即可(即取反)。
注:I/O单元X48.6 为“主轴定向到位机械位置确认”信号输入点,此为Me1.0A版PLC所定义的。
当使用不同版本PLC时输入点的位置可能不相同!连接时必须查阅相应版本的PLC使用说明。
17 安装Z轴第2参考点机械位置检测开关的相关说明为了进一步提高加工中心的可靠性,保护刀库和刀具,983M系统增加了Z轴第2参考点机械位置确认信号。
换刀时,系统除了检测传统的基于机床零点而建立的Z轴第2参考点信号,还检测Z轴第2参考点机械位置确认信号。
I/O单元X48.7为Z轴抓刀位置确认信号输入点(即Z轴第二参考点机械位置确认信号),数控系统的PC参数3005.1可选择设定检测开关常闭或常开(出厂默认PC参数3005.1=0,为常开开关)。
如果是常闭开关,设定PC参数3005.1=1即可(即取反)。
注:I/O单元X48.7 为“刀库抓刀点Z轴机械位置确认”信号输入点,此为Me1.0A版PLC所定义的。
当使用不同版本PLC时输入点的位置可能不相同!连接时必须查阅相应版本的PLC 使用说明。
1 2010-1-8 首版。