炼钢-精炼-连铸钢中夹杂物控制蔡开科9-8
- 格式:doc
- 大小:7.13 MB
- 文档页数:53
BOF-LF-CC 生产特殊钢连铸坯质量控制蔡开科 孙彦辉 秦哲(北京科技大学冶金与生态工程学院)摘要:采用BOF-LF(VD)-CC 流程生产的连铸坯的质量对最终产品性能有很大影响。
文章就生产流程中转炉终点碳的控制、脱氧制度和夹杂物控制、钢水的成分和精炼渣成分的控制以及铸坯内部缺陷的控制等问题进行了讨论。
指出采用该流程生产合格质量的特殊用途的中、高碳钢连铸坯要满足:钢的成分波动范围要窄,钢的洁净度要高(总氧含量w (T.O)在20×10-6左右),铸坯的内部中心区要致密(疏松、缩孔要小),铸坯中心元素(C 、Mn 、S 、P )偏析要小。
根据国内外厂家实际生产证明,在生产流程中采用合适的工艺技术完全可以达到上述的要求,获得很好的冶金效果。
关键词:BOF ;特殊钢;连铸坯;质量控制6 连铸工艺优化是控制铸坯内部缺陷的基础中、高碳的特殊钢连铸主要应解决两个问题:一是精炼后获得的洁净钢水如何防止再污染,二是如何获得中心结构致密偏析小的连铸坯。
对于前者主要是防止钢水二次氧化、下渣卷渣,对于后者主要是控制好铸坯柱状晶与等轴晶比例。
中、高碳钢连铸坯的内部缺陷,主要是控制铸坯中心的疏松、缩孔、偏析和裂纹,这些缺陷是影响产品性能的主要因素。
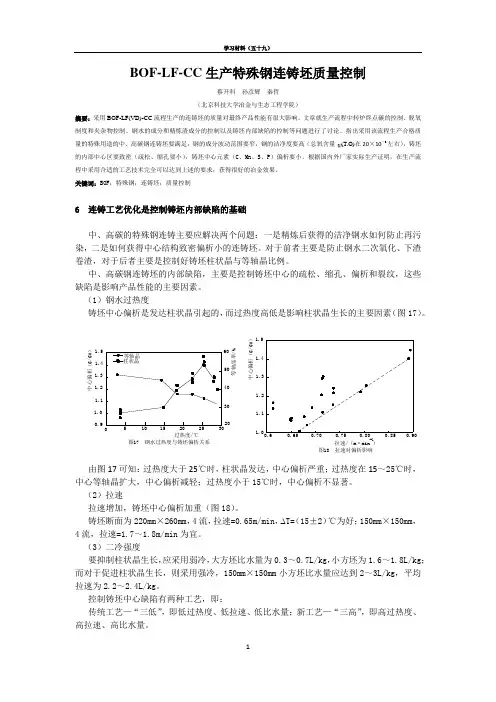
(1)钢水过热度铸坯中心偏析是发达柱状晶引起的,而过热度高低是影响柱状晶生长的主要因素(图17)。
0.91.01.11.21.31.41.50510152025302030405060等轴晶柱状晶1.51.41.31.21.11.00.60.650.700.750.850.800.90图18 拉速对偏析影响拉速/(m ·min )中心偏析(C /C 0)中心偏析(C /C 0)图17 钢水过热度与铸坯偏析关系过热度/℃等轴晶率/%-1由图17可知:过热度大于25℃时,柱状晶发达,中心偏析严重;过热度在15~25℃时,中心等轴晶扩大,中心偏析减轻;过热度小于15℃时,中心偏析不显著。
摘要低碳低合金钢Q345D具有强度高、韧性高、抗冲击、耐腐蚀等优良特性,因而倍受广泛地应用于各个方面。
,连铸技术因为具有可以大幅提高金属收得率、改善铸坯质量和节约能源等显著优势,因而在生产钢材的各种方法中得到了最为广泛的应用。
本文通过对Q345D钢的高温力学性能热模拟实验及其高温凝固相转变规律的研究,进一步了解该钢种的高温特性,以期为铸坯质量的提高提供理论依据。
对于Q345D高温力学性能的研究主要是通过热模拟试验机模拟金属热变形的整个过程,得到其热变形过程中热强度、热塑性、显微组织以及相变行为并对其进行分析整理总结。
本文通过使用Gleeble-1500D热模拟试验机,对Q345D钢进行高温拉伸实验,获得该钢在800℃~1200℃温度下的屈服强度、抗拉强度及延伸率、断面收缩率等数据。
对以上数据进行分析,可以得出:在800℃~850℃温度区间,随着温度的升高,屈服强度、抗拉强度分别从800℃的39.10MPa、83.61MPa提高到850℃的40.01MPa、93.10MPa;在900℃~1300℃温度区间内,随着温度的升高,其屈服强度和抗拉强度分别从900℃的33.53MPa、91.16MPa降低到1300℃的8.45MPa、19.85MPa。
对于该钢的热塑性,800℃~900℃温度区间内随温度升高,其延伸率、断面收缩率分别从800℃的9.11%、77.7%提高到900℃的23.58%、79.3%升高;在1000℃~1200℃温度区间内,延伸率、断面收缩率变化比较平缓;1200℃以后随温度升高,延伸率、断面收缩率急剧降低,在1300℃时其数值分别为11.75%、48.5%,表明其热塑性下降。
Q345D的高温凝固相转变规律是通过自行研制的可控高温凝固相变实验装置进行的,对于加热到熔化状态下的钢样通过控制冷速冷却到不同温度,然后淬火保留高温组织的方式研究其组织的转变行为。
对所得试样金相组织观测得出:在液态下直接淬火时,冷却速度越快,所得到的晶粒越为细小;在冷速为20℃/min的冷却速度下,Q345D钢的液、固相线温度点分别为1515℃和1460℃,在该区间内,残留高温铁素体的含量随着结束控制冷速冷却温度的降低而升高;在2℃/s的冷却速度下,在1515℃和1460℃温度点仍然有高温铁素体相的存在,但是与同温度下以20℃/min的冷却速度得到的试样相比,高温铁素体相的含量有明显不同。
连铸坯轧板探伤不合的原因及采取的工艺措施连铸坯轧板探伤不合的原因及采取的工艺措施屈芙渠(舞阳钢铁有限责任公司炼钢厂)摘要本文着重对舞钢连铸坯轧板产生探伤不合的原因进行分析,阐述了钢中夹杂物和铸坯凝固过程中的偏析对探伤因素的影响,从而在生产过程中采取相应的措施。
使钢板探伤合格率得到有效的提高。
关键词连铸坯钢板探伤缺陷工艺措施Cause of Nonconformity in Ultrasonic FlawDetection of Continuously CastSlab and Measures to be TakenQu Fuqu(Steel-ma king Plant o f Wuyang Ir on and Steel Co.Lt d)Abstract T his paper mainly ma kes an analysis of cause of nonconfo rmity in ultr asonic inspection of co n-tinuo usly ca st slab pr oduced by Wuy ang I ro n and Steel Co.L td,ex pounds the effect of inclusion in steel and seg reg atio n occur r ed dur ing solidification of ca st slab on elements to be inspected ult raso nica lly,thus takes co r-r espo nding measur es in the pr ocess o f pr oduction so a s to effectively enhance t he compliance r atio n in ult raso n-ic inspectio n o f plate.Keywords Continuously cast slab,Defect s detected in ultr asonic inspect ion,M easures1 前言舞钢1900mm板坯连铸投产以来,生产规模不断扩大,目前已达到年产40万t合格铸坯的生产能力。
20#焊管开裂原因及改进措施一、前言我厂采用去除内外焊缝毛刺的方式生产20#无缝化ERW(高频直缝电阻)焊管,其工艺流程为:原料(中宽板带)的检验和试验纵剪分条→上料开卷→矫平一板端剪切、对焊→活套充料→辊式成形→高频感应焊接→去除焊缝内外毛刺→焊缝涡流探伤→空冷→水冷→定径→飞锯切断→取样→检验、试验→平头→水压试验→钢管整体正火→矫直→检验→包装→入库。
主要生产设备包括:开卷机、钢板矫平机、板端剪切对焊机、活套、成型机、固态高频焊接机、内外焊缝毛刺清除机、中频退火机、定径机、定尺锯切机、平头机、水压机、辊底式连续退火炉、钢管矫直机等。
11年9月份研制成功,但133和219机组生产的20#无缝焊管都出现了压扁开裂现象,且比较严重,为解决这一难题我们做了如下工作。
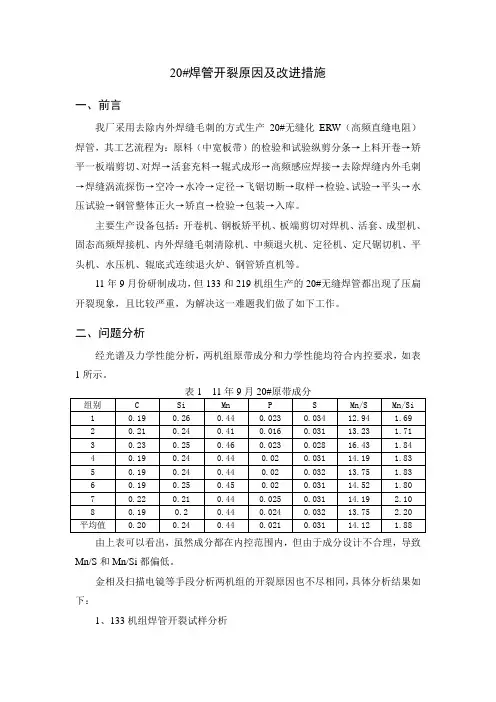
二、问题分析经光谱及力学性能分析,两机组原带成分和力学性能均符合内控要求,如表1所示。
由上表可以看出,虽然成分都在内控范围内,但由于成分设计不合理,导致Mn/S和Mn/Si都偏低。
金相及扫描电镜等手段分析两机组的开裂原因也不尽相同,具体分析结果如下:1、133机组焊管开裂试样分析图1 高倍结果:10X低倍结果:6.5X 试样为直径是133mm 的焊管,并经过压扁,在开裂位置取横向试样(含焊缝和开裂部分),编号为1#,并在同一试样上距焊缝弧长约20mm 的位置取纵向试样,编号为2#试样。
开裂焊管的高倍和低倍情况如上图1所示。
1#:压扁开裂沿焊缝的溶合区开始,向母材延伸,延伸方向有偏析现象(见图4),裂纹距表面约0.8mm,裂纹延伸长度约6mm,偏析主要由于硫化物引起,见图5。
2#:硫化物类夹杂物2.0级,距带钢表面约0.6mm 处(见图2),硅酸盐类夹杂物1级。
图2 近表面的硫化物100X 图3 近表面偏析现象100X图4 50X 图5 200X组织为铁素体+珠光体+魏氏组织,魏氏组织0.5 级,晶粒度9.5 级,表面有轻微偏析现象(见图3)。
厚板坯连铸机漏钢原因分析及预防措施摘要:针对南阳汉冶特钢有限公司厚板3#厚板坯连铸机近三年发生漏钢事故的实际情况,分析探讨每次漏钢事故的原因,我们工程技术人员认为,3#厚板坯连铸机漏钢原因主要有钢种成分、开浇升速不规范、浸入式水口尺寸设计不合理、结晶器液面波动、钢水温度、结晶器保护渣及异常情况下的操作等,严格控制钢水中的Al2O3含量、控制铸机升速幅度、优化浸入式水口尺寸、避免结晶器液面波动、控制钢水温度、选择适宜的保护渣及加强操作等措施,厚板坯铸机漏钢可以完全避免。
关键词:厚板坯漏钢保护渣浸入式水口措施前言漏钢是板坯连铸生产中的恶性事故,事故危害可造成设备损坏,更换和修复结晶器和直弧段,滞坯处理时可能造成拉矫设备和扇形段辊列损坏,生产非正常中断,造成本炉次及后续炉次钢水回炉或该计划,降低了钢水收得率和合同计划的顺利执行,导致生产成本增加。
事故处理需要24~48小时,降低了连铸作业率。
事故处理时,职工劳动强度大、安全隐患多,增加了管理难度。
一次漏钢事故经济损失300~500 万元,甚至500万元以上。
南阳汉冶特钢炼钢厂3#铸机是西安重型机械研究所设计的全国第一台超厚板板坯连铸机,该铸机于2010年底建成投产后,月产可达5万t以上,至2013年5月,共生产板坯150万t。
随着铸机产能的逐渐释放,因管理和操作经验欠缺,漏钢成为威胁板坯生产稳定的首要问题。
不断总结教训、积累经验,降低漏钢事故率,是稳定连铸机生产、节能降耗、降低成本、增加效益的有效途径之一。
1汉冶特钢厚板板坯连铸机参数及漏钢情况1.1汉冶特钢厚板板坯铸机主要工艺参数,见表1。
1.2粘结漏钢事故分析表2010~2013年常规板坯连铸机粘结漏钢情况分析表,见表2。
2板坯连铸机漏钢原因分析2.1粘结漏钢的机理在钢水浇注过程中,结晶器弯月面的钢水处于异常活跃的状态。
由于各种原因,浇铸过程中流入坯壳与结晶器铜壁之间的液态渣被阻断,当结晶器铜板与初生坯壳的摩擦力大于初生坯壳的强度时,初生坯壳被撕裂与铜板产生粘结。
连铸板坯缺陷对下工序的质量影响摘要:为满足用户对产品质量越来越严格的要求,生产价格便宜高质量产品是人们追求的目标。
而轧制产品质量是与连铸坯缺陷紧密相联系的。
关键字:连铸坯;质量控制引言:在现代的工业发展中,质量的高低已逐渐决定着企业的命运。
市场竞争以价格竞争为主转向以质量竞争为主,为了达到提高连铸板坯质量更好的为下工序服务的目标,使我们的产品在下游客户的手中能更好的体现使用价值。
一、连铸板坯缺陷的分类与分析1、连铸板坯缺陷的分类炼钢-精炼-连铸工艺流程生产的连铸板坯作为半成品共给轧钢,轧制成不公规格的板材以满足不同单位的需求。
只有提供高质量的连铸板坯,才能轧制出高质量的产品。
连铸板坯缺陷包括以下几个方面:连铸板坯的纯净度:主要是钢中夹杂物类型、形貌、尺寸和分布。
(1)连铸板坯的表面缺陷:主要是指连铸板坯的表面纵裂纹、横裂纹、网状裂纹、夹渣、气泡等。
缺陷严重的会造成废品,甚至会已传至轧制产品内。
(2)连铸板坯的内部缺陷:主要是指连铸板坯内部裂纹、中心疏松、缩孔、偏析等。
缺陷严重者会影响轧制产品的力学性能和使用性能。
2、连铸板坯缺陷的分析2.1连铸板坯夹杂物的主要来源钢中夹杂物数量要少,钢中总氧要低,在钢中的夹杂物呈弥散分布而避免成链状串簇状分布(1)内生夹杂物:主要是脱氧产物。
其特点是溶解氧增加,脱氧产物增多。
(2)外来夹杂物:钢水与环境(空气、包衬、炉渣、水口等)作用下的二次氧化产物,其特点为夹杂物粒径大、组成复杂的氧化物、来源广泛、在连铸板坯中成偶然性分布、对产品危害大。
2.2连铸板坯表面裂纹缺陷连铸板坯裂纹包括表面裂纹(纵裂纹、横裂纹、网状裂纹)和内部裂纹(三角区裂纹、中心线裂纹)。
连铸板坯裂纹的形成是一个复杂冶金、物理过程。
是传热、传质、凝固和应力的相互结果。
带液芯的高温铸坯在连铸机运行过程中,各种力作用于高温坯壳产生变形,超过了钢的允许强度和应是产生裂纹的外因,钢对裂纹敏感性是产生裂纹的内因,而连铸机热工做状态和工艺操作是产生裂纹的条件。
炼钢-精炼-连铸流程连铸坯质量“零缺陷”控制北京科技大学冶金与生态工程学院蔡开科孙彦辉2012.5目录1.连铸凝固过程的冶金特性2.连铸钢水质量纯净度(洁净度)控制3.连铸坯裂纹缺陷控制4.连铸坯内部中心缺陷控制5.结语21. 连铸坯凝固过程的冶金特性1. 1连铸坯凝固过程基本特征把钢水凝固成固体,根据冷却速度不同有两种凝固工艺如图:●钢锭模浇注工艺●连续铸钢工艺连铸与模铸流程比较连续铸钢是一项把钢水直接浇注成形的新工艺,它的出现从根本上改变了一个世纪以来占统治地位的钢锭→初轧工艺。
与模铸相比,连铸的优点:◆节省工序,缩短流程◆提高金属收得率10~14%◆降低能耗减少1/2~1/4◆机械化自动化程度高◆产品质量好2011年中国钢产量达到6.75亿吨,2011年我国连铸比达98%以上,已达到饱和状态。
近年来近终型(Near Net-Shape)连铸技术如薄板坯连铸连轧(CSP、FTSC…)和中等厚度板坯连铸得到了很大的发展。
与钢锭模浇铸工艺相比,如图所示,连续铸钢过程基本特点如下:(1)连铸坯凝固过程实质上是动态热量传递过程钢水从液态转变为固体放出热量:钢水→固体+Q放出热量包括:✓过热✓凝固潜热✓物理显热连铸凝固过程示意图以20钢为例,钢水凝固冷却到室温放出热量是:✓过热25.2 kJ/kg✓潜热328 kJ/kg✓显热958 kJ/kg总热量中大约1/3从液体→固体放出,其余2/3是完全凝固后放出的。
钢水在连铸机内凝固是一个热量释放和传递的过程,铸坯边运行,边放热,边凝固,形成了很长的液相穴(10~20几米),在液相穴长度上布置了三个冷却区:●一次冷却区:钢水在结晶器中形成足够厚的均匀坯壳,以保证铸坯出结晶器不拉漏。
●二次冷却区:喷水加速铸坯内部热量的传递,使其完全凝固。
●三次冷却区:铸坯向空气中辐射传热使铸坯温度均匀化。
以20钢为例,经过钢水凝固热平衡计算,得出以下概念:a)钢水从结晶器→二冷区→辐射区大约有40%热量放出来,铸坯钢水才能完全凝固。
安阳钢铁集团有限责任公司(全文简称安钢)二炼轧厂是新建的一个集脱硫、炼钢、精炼、连铸、轧钢、精整于一体的现代化炼钢、轧钢厂,其中宽板坯连铸机于2005年8月29日正式投产并一次热试成功。
该连铸机配备了大量先进技术和成熟工艺,包括结晶器液面自动控制、漏钢预报、动态轻压下、质量在线判定、动态凝固模型等,是目前国际上最先进的现代化板坯连铸机之一。
连铸机主要技术参数:铸坯规格为150mm×(1600~3250)mm,铸机类型为直弧形,铸坯导向为0~8段,弧形半径为6.67m,铸机长度为18.687m,拉速范围为0.8~2.0m/min。
连铸机生产的钢种:碳素结构钢、低合金钢、船板钢、锅炉钢、压力容器钢、汽车大梁钢、桥梁钢、管线钢等八大钢种1钢板表面微裂纹产生的原因表面微裂纹形成于铸坯表面,形状细小,常常隐藏在氧化铁皮下,肉眼无法观察到,轧制后在钢板表面显现出来,严重影响轧钢成材率。
为查明钢板表面微裂纹产生的原因,二炼轧厂进行了大量的工作,包括电镜扫描、酸浸检验和数据跟踪分析等。
钢板表面的微裂纹形态各异,分布位置也不尽相同。
经过跟踪调查和分析,发现钢板表面微裂纹主要分为三类:表面纵裂纹、表面横裂纹、表面龟裂纹。
1.1表面纵裂纹钢板表面纵裂纹位于钢板中间部位,一般长度在1 ̄10cm之间,而有的甚至更短、更细(如发丝),见图1。
在钢板裂纹处取样进行电镜扫描,发现在裂纹底部存在K,Na等元素,见图2。
表面纵裂纹产生原因较为复杂,一般发源于结晶器。
主要是由于初生坯壳厚度不均匀,在坯壳薄弱处应力集中。
当该应力超过坯壳的抗拉强度时,在坯壳表面形成裂纹。
二炼轧厂生产的钢板产生裂纹的原因:(1)钢水成分控制不好。
钢种碳含量的变化对表面纵裂纹影响严重,特别是在碳含量进入裂纹敏感区后,出现裂纹的几率更大。
经统计发现:w(C)在0.09% ̄0.15%之间的共有40炉,产生表面纵裂纹的炉次共有7炉,占总炉数的17.5%;w(C)大于0.15%的共有1928炉,产生表面纵裂纹的炉次为41炉,占总炉数的2.13%。
浅谈连铸工艺中的温度控制[摘要]:要想使连铸生产稳定高效地进行,并且保证铸坯质量,首先要准备好成分,温度,脱氧程度及纯净度都合格的钢水.另外,炼钢工序和连铸工序要紧密配合,步调一致.[关键词]:温度控制连铸工艺冷却控制中图分类号:f416.4 文献标识码:f 文章编号:1009-914x(2012)29- 0064 -01一、连铸钢水的准备浇铸温度:指钢水进入结晶器时的温度.也可以指中间包内的钢水温度.通常一炉钢水需在中间包内测温3次,即开浇后5min,浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度.钢水的浇铸温度要求:(在一定范围内的合理温度)在尽可能高的拉速下,保证铸坯出结晶器时形成足够厚度的坯壳,使连铸过程安全的进行下去;在结晶器内,钢水将热量平稳的传导给铜板,使周边坯壳厚度能均匀的生长,保证铸坯表面质量.1、钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹.2、钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱,夹渣,裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量.二、浇铸,中间包钢水温度的确定钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定.钢种类别过热度非合金结构钢 10-20℃铝镇静深冲钢 15-25℃高碳,低合金钢 5-15℃三、,出钢温度的确定分析:热量损失形式:钢流辐射热损失,对流热损失,钢包吸热.影响因素:出钢时间,出钢温度及钢包的使用状况.降低热量损失的措施:①尽量降低出钢温度②减少出钢时间③维护好出钢口,使出钢过程中最大程度保持钢流的完整性④钢包预热⑤保持包底干净分析:热量损失形式:辐射热损失,对流热损失,钢包吸热.影响因素:钢流保护状况;中间包的容量,材质,烘烤温度及保温措施降低热量损失的措施:①钢流需保护,采用长水口②减少浇铸时间③充分预热中间包内衬④中间包钢液面添加保温剂⑤提高连浇炉数四出钢温度的确定t出钢 = t浇+△t总控制好出钢温度是保证目标浇铸温度的首要前提.具体的出钢温度要根据每个钢厂在自身温降规律调查的基础上,根据每个钢种所要经过的工艺路线来确定.五、钢水温度控制要点1,出钢温度控制:①提高终点温度命中率②确保从出钢到二次精炼站,钢包钢水温度处于目标范围之内2,充分发挥钢包精炼的温度与时间的协调作用3,控制和减少从钢包到中间包的温度损失采用长水口保护浇铸;钢包,中间包加保温剂3,钢水在钢包中的温度控制根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢,钢包中,钢包运送途中及进入中间包的整个过程中的温降.实际生产中需采取在钢包内调整钢水温度的措施:①钢包吹氩调温.②加废钢调温.③在钢包中加热钢水技术.④钢水包的保温.六、拉速的确定和控制拉速定义:拉坯速度是以每分钟从结晶器拉出的铸坯长度来表示.拉坯速度应和钢液的浇注速度相一致.拉速控制的意义:拉速控制合理,不但可以保证连铸生产的顺利进行,而且可以提高连铸生产能力,改善铸坯的质量.现代连铸追求高拉速.1、,拉速确定确定原则: 确保铸坯出结晶器时的能承受钢水的静压力而不破裂,对于参数一定的结晶器,拉速高时,坯壳薄;反之拉速低时则形成的坯壳厚.一般,拉速应确保出结晶器的坯壳厚度为8-15mm.2,影响因素a,机身长度的限制根据凝固的平方根定律,铸坯完全凝固时达到的厚度又机身长度得到拉速b,拉坯力的限制拉速提高,铸坯中的未凝固长度变长,各相应位置上凝固壳厚度变薄,铸坯表面温度升高,铸坯在辊间的鼓肚量增多.拉坯时负荷增加.超过拉拔转矩就不能拉坯,所以限制了拉速的提高.c,结晶器导热能力的限制根据结晶器散热量计算出,最高浇注速度板坯为2.5米/分方坯为3-4米/分d,拉坯速度对铸坯质量的影响(1)降低拉速可以阻止或减少铸坯内部裂纹和中心偏析(2)提高拉速可以防止铸坯表面产生纵裂和横裂(3)为防止矫直裂纹,拉速应使铸坯通过矫直点时表面温度避开钢的热脆区.e,钢水过热度的影响,一般连铸规定允许最大的钢水过热度,在允许过热度下拉速随着过热度的降低而提高.f,钢种影响就含碳量而言,拉坯速度按低碳钢,中碳钢,高碳钢的顺序由高到低;就钢中合金含量而言,拉速按普碳钢,优质碳素钢,合金钢顺序降低.七、铸坯冷却的控制八结语目前钢铁企业中连铸的技术日益成熟,钢水温度控制起到至关重要的作用,直接影响到产量和质量。
镁芯包芯线处理钢水夹杂物变性实验研究摘要:本文开展了采用镁对钢中夹杂物变性的实验研究工作。
采用特殊结构的镁芯包芯线对钢水进行处理,处理过程比采用普通结构含镁包芯线平稳,镁可以有效的加入钢水中,并获得比较稳定的收得率。
经过镁处理后,钢中夹杂物类型、形态和尺寸明显变化。
关键词:钢;夹杂物变性;喂线获得更高纯净度、更高均匀性的产品是目前钢铁生产和研究的热点,也是冶金技术的发展方向。
就目前的生产技术条件,钢中杂质元素含量的控制已经达到较高水平(钢中杂质总量:s+p+n+h+to≤100×10-6),而随着钢水中杂质元素含量的进一步降低,钢中夹杂物对钢铁产品产生的不良影响作用就更加明显,因此,根据产品的不同质量要求来控制和改善钢中夹杂物的性状就显得尤为重要。
最为典型、应用最为广泛的夹杂物变性处理技术是铝脱氧钢的钙处理。
钙处理可以将钢中al2o3 夹杂转变成低熔点的复合氧化物,有利于其聚合长大从钢水中排除,不仅可以防止水口冻结,而且可以减少钢中氧化物夹杂的数量;同时,滞留在钢中的夹杂物其形状几乎为圆形并无规则地分布于钢中,可以减轻对钢性能的危害。
但是钙处理存在的问题是:虽然钢中氧化物夹杂的数量可以大幅度减少,但残留下来的夹杂物往往尺寸比较大,由于cao al2o3夹杂物不易变形,轧制过程中会在夹杂物周围沿变形方向形成微裂纹、空洞,导致钢的一系列性能的恶化。
特别是那些对于疲劳性能有苛刻要求的钢种,在生产中则不允许采用钙处理。
对于更高质量要求的纯净钢产品,寻找新的夹杂物变性手段,以减轻和消除铝脱氧钢中夹杂物所造成的危害,已经成为钢铁产品生产中一个迫切需要解决的问题。
1 镁处理对钢中夹杂物的变性效果在炼钢温度下镁不仅与氧和硫具有极好的亲和力,而且还具有极强的对夹杂物形态与尺寸的控制能力。
对于铝脱氧钢,镁处理在进一步降低钢中的溶解氧的同时,可以将钢中的al2o3夹杂变为高熔点的mgo al2o3,由于其在钢水中以固态存在,没有聚合长大的过程,因此,其氧化物夹杂的尺寸可以非常细小,弥散分布于钢中。
122管理及其他M anagement and other某钢厂风电齿轮钢18CrNiMo7-6产品研发叶明在,徐瑞军,赵 鹏(湖南华菱湘潭钢铁有限公司,湖南湘潭 411101)摘 要:18CrNiMo7-6钢中Cr、Ni 元素含量高,容易产生氢质裂纹(白点缺陷)和应力裂纹。
工艺设计合理的化学成分,合适的精炼脱氧、脱气工艺和连铸工艺。
冶炼工序降低钢水中[H]含量,提高铸坯缓冷温度;轧钢工序预热段缓慢加热、均热段充分高温扩散,提高圆钢入坑缓冷温度,通过上述措施充分释放钢中[H]含量,消除白点缺陷和应力裂纹。
使最终圆钢产品成分均匀,圆周碳偏析小,非金属夹杂物和全氧含量低,力学性能优良,末端淬透性稳定,且完全满足用户使用需求。
关键词:18CrNiMo7-6;工艺设计;缓冷;高温扩散中图分类号:TF76 文献标识码:A 文章编号:11-5004(2020)21-0122-3收稿日期:2020-11作者简介:叶明在,男,生于1985年,工程师,本科,研究方向:炼钢品种开发与质量管理。
欧盟标准《EN10084:2008-渗碳齿轮钢技术条件》中的18CrNiMo7-6直条圆钢,主要用于生产风电减速机齿轮,不仅要求钢种化学成分稳定、钢水纯净度高,同时要求圆钢末端淬透性波动小,力学性能优良,金相组织均匀。
某钢厂在成功开发20CrMnTiH 齿轮钢的基础上,进行了更高档次风电渗碳齿轮钢18CrNiMo7-6的研发。
1 工艺流程高炉铁水→转炉冶炼→LF 精炼→真空脱气→连铸(150mm 方/280mm 方/350*430mm 方)→铸坯缓冷+热轧+圆钢缓冷+修磨→检验入库。
2 化学成分设计18CrNiMo7-6末端淬透性带宽按EN10084:2008欧标中18CrNiMo7-6H 交货,按18CrNiMo7-6HH 窄带目标设计,带宽只有7个(J9:40~47、J15:38~46),该钢厂没有开发过含碳量在0.20%左右CrNiMo 系列合金钢,无历史数据可以借鉴,成分设计技术难度较大。
HPB235钢轧材翘皮的原因分析及改进措施杨怀春【摘要】针对HPB235钢在轧制过程中产生翘皮缺陷,从炼钢角度采取多因素分析方法,对影响普碳钢翘皮缺陷产生的各种因素进行了分析,结果表明钢水全氧量及夹杂物量对翘皮缺陷的发生率有较大影响.炼钢系统通过优化转炉-精炼-连铸工艺操作,有效降低了高速线材因脱氧产物及夹杂物而导致翘皮缺陷的高发生率.【期刊名称】《新疆钢铁》【年(卷),期】2012(000)002【总页数】3页(P40-42)【关键词】翘皮;全氧量;夹杂物【作者】杨怀春【作者单位】新疆八一钢铁股份有限公司【正文语种】中文【中图分类】TF713八钢第一炼钢厂生产的HPB235钢,铸坯断面为150×150(mm)2,供一高线轧制轧制φ6.5mm的线材。
线材表面频繁出现翘皮现象,对轧钢工序的质量、生产均造成了一定的影响,为此,对炼钢冶炼工艺进行分析,优化改进了冶炼工艺控制,生产实践表明翘皮现象没有再发生。
1 HPB235冶炼工艺流程及参数要求混铁炉——40t转炉——吹氩——连铸——高速线材机组。
表1 HPB235化学成分控制HPB235 C,% Si,% Mn,% P,% S,%钢种及成分0.12~0.22 0.10~0.30 0.30~0.60 ≤0.045 ≤0.05内控成分 0.15~0.190.17~0.27 0.40~0.55 ≤0.045 ≤0.052 翘皮外观及产生原因分析通过对初轧及成品材样“翘皮”缺陷的观测可以看出附着在材上表面,翘起的金属薄皮称结疤,主要表现为舌状、块状或鱼鳞状等不规则形状。
翘皮是线材表面结疤的一种现象,属于翘皮状有两种,一种是根结疤,在线材表面出现的块状结疤一侧翘起,另一侧与基体相连,不易脱落;另一种是与基体没有连接,但粘在材面上,易于脱落,脱落后形成相对光滑的凹坑(如图1、图2所示)。
图1 中轧过程翘皮特征图2 成品翘皮特征图3 HPB235钢正常炉次氧含量分析在HPB235钢出现翘皮的部位进行取样,通过氧氮分析仪进行全氧含量分析,发现高速线材轧制材上产生翘皮批次全氧含量≥160×10ˉ6(见表2);正常炉次轧制HPB235钢线材随即取11个样本发现全氧含量≤110×10ˉ6(如图3HPB235钢正常炉次全氧含量所示),可见钢中全氧含量高是引起翘皮的主要原因。
炼钢-精炼-连铸钢中夹杂物控制蔡开科孙彦辉倪有金北京科技大学冶金与生态工程学院2008年9月目录1 前言2 洁净钢概念3 转炉终点氧活度的控制4 脱氧和夹杂物的控制5 浇注过程中的二次氧化产物的控制6 连铸坯中的夹杂物7 炼钢生产过程中夹杂物控制对策8 结语1 前言所谓连铸钢水准备,实质上就是连铸钢水质量控制。
只有得到良好的钢水质量,连铸机才能达到生产率高、铸坯质量好。
所谓良好的钢水质量:●钢水温度●钢水成分●钢水可浇性●钢水纯净度(S、P、N、H、T[O])●钢水夹杂物(数量、尺寸、形态、类型)根据钢种和产品用途,对连铸钢水质量有不同的要求。
通过炼钢和炉外精炼来达到上述要求,得到良好的连铸坯质量。
所谓连铸坯质量包括:●铸坯洁净度(夹杂物数量、类型、尺寸、分布)●铸坯表面质量(裂纹、夹渣…)●铸坯内部质量(裂纹、夹杂物、疏松、偏析…)图1.1 炼钢生产流程示意图如图1.1所示,从炼钢生产流程来看,铸坯洁净度主要决定于钢水进入结晶器之前的炼钢精炼工序。
铸坯表面质量主要决定于钢水在结晶器凝固过程,铸坯内部质量主要决定于二冷区的凝固过程。
下面主要讲炼钢-精炼-连铸过程钢中夹杂物控制问题:☐洁净钢概念☐转炉终点氧活度的控制☐脱氧和炉外精炼的控制☐浇注过程中的二次氧化产物的控制☐连铸坯中夹杂物的控制2 洁净钢概念纯净钢(purity steel):ΣS+P+N+O+H总和水平:60年代≤900ppm70年代≤800ppm80年代≤600ppm90年代≤100ppm2000年后 < 50ppm高纯净钢对炼钢工艺要求:(1)去除杂质元素●超低[C]:如汽车板;●超低[S]:如输气管线;●超低[N]:如铁素体不锈钢废气管,冷锻线棒材;●超低[P]:如高压容器钢板。
(2)去除夹杂物●超低[O]:如滚珠钢,汽车板;●形态控制:如拉拔钢丝,管线钢。
(3)成分控制●化学成分控制在窄的范围;●性能均一性。
国内外一些钢厂生产纯净钢水平如表1:2000年后杂质元素含量预测水平如表2:纯净钢除S+P+N+H+O五大元素外,随电炉短流程的发展,废钢用量的增加,还包括Cu、Zn、Sn、Bi、Pb等伴生元素。
洁净钢(clean steel):钢中非金属夹杂物总量、形态和尺寸。
它决定于钢种和产品用途。
不同用途的产品对钢中洁净度要求如表3。
备注:D指夹杂物直径钢中夹杂物对钢质量的影响:钢的清洁度与产品制造和使用过程中所出现的众多缺陷密切相关,一些厂家对某些高纯度钢种发生缺陷所作的调查如表4所示,可以看出钢中的夹杂物尤其是大颗粒夹杂物是引起产品缺陷的主要原因。
日本一向对钢材质量有着严格的要求,最近日本夹杂物委员会提出的不同成品对钢中夹杂物含量及尺寸的要求如表5所示。
注:表中夹杂物尺寸为板材加工后的夹杂尺寸,推算至铸坯中,约为50~60μm。
注:D A为Al2O3直径,D M为MnS 直径,D i 为所有夹杂物直径。
随着炉外精炼技术的发展,钢中的总氧含量不断降低,夹杂物越来越少,钢水越来越“干净”,甚至追求“零夹杂物”,钢材性能不断改善。
1970-2000年钢中T[O]演变如图2.1所示。
由图可知,由于引入炉外精炼,对硅镇静钢,T[O]可达15-20ppm,对铝镇静钢,T[O]可达到<10ppm。
图2.1 1970~2000年钢中平均T[O]水平轴承钢T[O]由30×10-6降到5×10-6,疲劳寿命提高100倍如图2.2所示。
图2.2 钢中T[O]与轴承钢寿命关系钢中T[O]与冷轧板表面质量存在明显对应关系,美国Weirton公司生产0.15mm厚薄板,在DTR生产线上检查120个板卷发现:T[O],10-6 质量指数15-20 8121-25 7226-30 68>30 35T[O]越低,冷轧板质量越好,T[O]在40~100ppm时废品率非常高。
产品质量缺陷不仅与钢中总氧T[O]有关,还与夹杂物种类、尺寸、形态和分布有关。
产品质量缺陷与钢中夹杂物类型、尺寸关系如图2.3。
图2.3 夹杂物类型对产品质量危害由上述讨论,可得出以下认识:●纯净钢或洁净钢是一个相对概念;●某一杂质含量降低到什么水平决定于钢种和产品用途;●有害元素的降低的程度决定于装备和工艺现代化水平;●不管生产什么用途的钢,总是要求钢中夹杂物数量、尺寸、形态得到控制。
高附加值产品洁净度:高附加值产品对洁净度要求是:●T[O]要低<20ppm;●夹杂物数量要少;●夹杂物尺寸要小<50µm;夹杂物形态要合适。
3 转炉终点氧控制T[O]=[O]D +[O]I钢中T[O]越低,钢就越“干净”。
要降低钢中夹杂物,必须降低转炉终点溶解氧a[O],它决定于:(1)终点[C]从某厂转炉冶炼终点由副枪测定的C和a[O]统计关系如图3.1所示,由图可知:图3.1 转炉冶炼终点C-O关系图Ⅰ区: [C][O]=0.0027炉龄<2500炉Ⅱ区: [C][O]=0.0031~0.0037炉龄>2500炉处理好溅渣护炉高炉龄与复吹关系,也就是高炉龄与产品质量的矛盾,尤其是深冲冷轧薄板质量。
(2)终点温度20040060080010001200140016001800160016201640166016801700172017401760终点温度(℃)终点氧含量(p p m)图3.2终点温度与[O]溶关系生产统计转炉终点钢水温度与a [O]关系如图3.2所示。
当终点[C]=0.025~0.04%时,随着温度的升高,终点[O]溶呈上升趋势。
当T>1680℃时,终点[O]溶明显增加。
(3) 终渣(FeO )如图3.3、3.4所示,当终点[C]=0.02~0.06%时,终点渣中(FeO+MnO )为14~24%,而终点[O]溶波动较大。
图3.3 渣中(FeO +MnO )对[O]溶影响 图3.4 渣中(FeO +MnO )与[C]关系(4) 氧耗量46.0048.0050.0052.0054.0056.0058.0060.000.020.040.060.080.1终点碳含量 (%)吨钢氧耗量,N m 3/t吨钢氧耗图3.5 氧耗量与终点[C]关系图如图3.5所示,终点[C]=0.02~0.06%,氧耗量在48~58Nm 3/t 之间,而终点[O]溶波动在400~1400ppm (图3.3)。
说明终点[C]越低(或后吹),吹入氧主要用来氧化铁,使渣中FeO 大增(图3.4),同时增加了终点[O]溶。
我国采用长寿复吹转炉[C]-[O]关系如图3.6所示。
根据C-O 乘积,如转炉冶炼低碳钢(%[C]=0.03),终点氧含量:[C][O]积 [O]/ppm 重钢 0.00241 803 本钢 0.00258 860 武钢 0.00282 940 首钢0.00272907注:引自殷瑞钰.我国炼钢-连铸技术发展和2010年展望.2008年全国炼钢-连铸生产技术会议文集,P6图3.6 长寿复吹转炉终点C-O 平衡 图3.7 复吹对转炉终点成分的控制从图3.7和图4.1估计,当[C]在0.02~0.05%时,顶吹终点[O]=700~900ppm,采用复吹气流强度为0.1Nm3/min·t时,钢水[O]降到250~600ppm,我国长寿转炉终点[O]与顶吹转炉是同一水平。
可见转炉终点复吹效果对氧含量的影响很大。
要降低终点[O],就是要减少生成夹杂物的源头,要控制好:●提高终点[C]和温度双命中率,杜绝后吹。
后吹小于1min,钢中[O]增加100ppm;●控制好转炉终点温度1640~1680℃;●优化操作制度控制好渣中(FeO+MnO)在14-18%左右;●强化复吹效果[C]终点=0.02~0.05%;顶吹终点[O]=700~900ppm;复吹终点[O]=250~600ppm。
转炉采用动态控制提高冶炼终点的双命中率,减少后吹,强化复吹,是降低转炉终点氧含量的有效措施,既可以节约铁合金消耗,更重要的是减少了钢中夹杂物的生成量,提高了钢的洁净度,这对于生产低碳钢和超低碳钢的冷轧薄板生产是很重要的。
然而,应该正确处理好溅渣护炉高炉龄和复吹效果的矛盾。
4 脱氧和夹杂物的控制钢包脱氧合金化后:T[O] = [O]溶+[O]夹对于Al-K钢:[Al]S =0.02-0.05%,[O]溶=4-8ppm(图4.2),如在连铸坯中测定T[O]=20ppm,则说明除[O]溶外,氧化物夹杂[O]夹为12-18ppm,这说明钢中很干净了。
图4.1 转炉吹炼终点钢中[C]与a[O] 关系图4.2钢中[Al]S 与[O]溶关系对于Si-K 钢:用Si、Mn脱氧平衡[O]溶含量如图4.3。
仅用Si、Mn脱氧钢中[O]溶为40~60ppm,在结晶器内凝固时铸坯易产生皮下气孔。
图4.3 Al2O3饱和的脱氧产物的Si/Mn 脱氧平衡人们预测2000年后生产超洁净钢,钢中T[O]要达到5ppm水平,T[O]=[O]溶+[O]夹杂解决途径:●生产“零夹杂物”钢:[O]夹杂→0,即钢中夹杂物完全去除;●进一步降低[O]溶对于Al-K钢,炉外精炼改变Al-O热力学平衡,Al2O3溶于渣中可使熔渣中Al2O3活度达到0.001,与[Al]S相平衡的[O]溶<1ppm。
对于Si-K钢,炉外精炼控制炉渣组成,使SiO2溶于铝酸钙渣中,降低aSiO2,可使钢中[O]溶降到与Al-K钢水平。
钢中夹杂物控制原理:由以上分析可知,要降低钢中T[O],就是要减少钢中夹杂物,降低[O]夹。
降低[O]夹其方法是:(1) 去除脱氧产物。
它决定于:●夹杂物形成●夹杂物传输到钢/渣界面●渣相吸附夹杂物方法:控制脱氧产物+炉外精炼+搅拌→T[O]=20~40ppm就脱氧而言,分三种情况:1)用Si+Mn脱氧如图4.4所示,形成的脱氧产物有:●纯SiO2(固体);●MnO•SiO2(液体);●MnO•FeO(固溶体)。
控制合适的Mn/Si比,得到液相MnO•SiO2容易上浮排除。
但往往由于脱氧不良,铸坯会产生皮下气孔。
图4.4 FeO-MnO-SiO2三元相图2)用Si+Mn+Al脱氧如图4.5所示,形成的脱氧产物可能有:●蔷薇辉石(2MnO•2Al2O3•5SiO2);●硅铝榴石(3MnO•Al2O3•3SiO2);●纯Al2O3(Al2O3>30%)。
要把夹杂物成分控制在相图中的阴影区,则必须钢中[Al]S<=0.006%(图4.6),钢中[O]溶可达20ppm而无Al2O3沉淀,钢水可浇性好,不堵水口,铸坯又不产生皮下气孔。
图4.5 MnO-SiO2- Al2O3相图图4.6 钢中〔Al〕与〔O〕关系3)用过剩铝脱氧对于低C-Al镇静钢,钢中[Al]s=0.02-0.04%,则脱氧产物全部为Al2O3:●Al2O3熔点高(2050℃),钢水中呈固态;●可浇性差,堵水口;●Al2O3可塑性差,不变形,影响钢材性能;钙处理(喂Si-Ca线或Ca线,改变Al2O3形态):●[Al]s较低钙处理生成低熔点2CaO•Al2O3•SiO2(图4.7);●[Al]s较高钙处理保持合适Ca/Al比,最好能形成12CaO•7 Al2O3(图4.8和4.9)。