一冷轧酸洗轧机联合机组工艺讲义
- 格式:ppt
- 大小:10.96 MB
- 文档页数:54
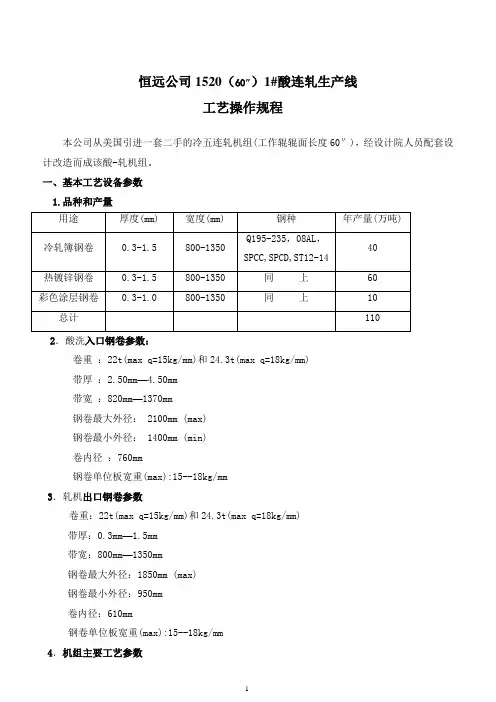
恒远公司1520(60″)1#酸连轧生产线工艺操作规程本公司从美国引进一套二手的冷五连轧机组(工作辊辊面长度60″),经设计院人员配套设计改造而成该酸-轧机组。
一、基本工艺设备参数1.品种和产量2.酸洗入口钢卷参数:卷重:22t(max q=15kg/mm)和24.3t(max q=18kg/mm)带厚:2.50mm—4.50mm带宽:820mm—1370mm钢卷最大外径: 2100mm (max)钢卷最小外径: 1400mm (min)卷内径:760mm钢卷单位板宽重(max):15--18kg/mm3.轧机出口钢卷参数卷重:22t(max q=15kg/mm)和24.3t(max q=18kg/mm)带厚:0.3mm—1.5mm带宽:800mm—1350mm钢卷最大外径:1850mm (max)钢卷最小外径:950mm卷内径:610mm钢卷单位板宽重(max):15--18kg/mm4.机组主要工艺参数酸洗:酸洗入口活套长度:466m,最大速度:500m/min酸洗工艺段酸槽长:104m,酸洗最大速度:195m/min酸洗出口活套长度:466m,最大速度:330m/min轧机入口活套长度:466m,最大速度:330m/min轧机:最大轧制速度:21.9m/s最大轧制压力:1800T过焊缝速度:3.0m/s穿带速度:1m/s轧机入口最大张力:15T卷取机张力:3.5T5.机组线工艺流程鞍座(1#-4#)-上卷小车(1#、2#)-上料地辊(1#、2#)-启头引板(1#、2#)-五辊矫直机(1#、2#)-对中侧导板(1#、2#)-切头剪机(1#、2#)和下料台(1#、2#)-开卷机(1#、2#)-摆动引料板(1#、2#)-九辊矫直机(1#、2#)-切尾剪(1#、2#)及其前拉辊(1#、2#)-机械对中(1#、2#)-汇合夹送辊(含上料1#线的转向辊)-双刃剪-焊机前后活套-焊机-1#S辊-入口活套 (no.1,含 2#、3#纠偏)-1#转向辊-拉弯破鳞机(含前后S辊)-2#S辊-张力计-酸洗区-水喷淋区-空气吹扫边部装置-烘干机-3#S辊-出口活套(no.2,含 4#、5#纠偏)-6#三辊纠偏-4#S辊-月牙剪(预留位置)-7#三辊纠偏-园盘剪(含碎边剪)-5#S辊-轧机入口活套(no.3,含 8#、9#纠偏辊,3#、4#转向辊)-10#纠偏-夹送辊-液压剪-夹送辊-卷取开卷两用卷取机(含前后引料装置)-下卷小车-夹送辊-6#S 辊-11#双辊纠偏辊-夹送辊-轧机入口横剪-对中导板-测厚仪和测速仪-三辊稳定辊-五连轧机组-送料张力辊(含预留板形辊)-磁力运送带-飞剪-分路器-磁力运送带-夹送辊(1#、2#)-引料导位板(1#、2#)-1#和2#卷取机(含1#、2#立式助卷器)-检查平台(含液压剪等)-下卷小车(1#、2#)-运送链(含称重和打捆)-天车吊走存放。
酸轧机组设备工艺操作规程(DOC 44页)1、酸洗轧机联合机组概述1.1 酸轧联机的原料条件1.1.1 原料材质原料钢种:热轧低碳钢、超低碳钢(IF钢)及高强度钢等。
产品品种:CQ、DQ、DDQ、EDDQ、S-EDDQ及HSS。
强度级别::max.270 N/mm2软钢:σsσ:max.390 N/mm2b:max.590 N/mm2高强钢:σs:max.800 N/mm2σb1.1.2 机组入出口钢卷数据1.2 机组具有的带钢变规格的能力1.2.1 带钢宽度变化范围:从窄料向宽料变化时,最大范围 100mm ;从宽料向窄料变化时,最大范围 150mm 。
O 5表面质量等级的带钢,宽度必须从宽向窄变化;O 3表面质量等级的带钢,宽度可以从宽向窄、也可以从窄向宽变化。
1.2.2 入口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤25% (d2数大,d1数小);绝对值 d2-d1≤0.8 mm(其中d为带钢厚度)。
1.2.3 出口带钢厚度变化的范围:相对值(d2-d1)/d1*100%≤30% (d2数大,d1数小);绝对值 d2-d1≤0.5mm(其中d为带钢厚度)。
1.2.4 带钢屈服强度变化的范围:从硬钢到软钢为30%,即(y2-y1)/y1*100% ≤30%从软钢到硬钢为45%,即(y2-y1)/y1*100% ≤45%(其中y为带钢的屈服强度,y2数大,y1数小)中不能直接检查的项目如宽度、厚度、板形和凸度表面质量等应在生产过程中检查),发现问题再进行判定,退料或处理掉不合格部分。
2.2.1.4库工操作要点:2.2.1.4.1收料:对经质检站判合格或签收的钢卷进行收料,并及时在计算机上输入储位。
2.2.1.4.2.钢卷的堆放:1.同一批料必须堆放在一起。
2.底层与第二层垂直错位不得超过100mm,卷垛中心线与轨道平行度偏差小于200mm。
2.2.1.4.3.对于不能生产的钢卷要及时吊走,进行处理。


·轧钢·冷轧带钢酸洗-轧机机组联机改造的工艺技术轧钢室黄幼知徐东[摘 要]冷轧酸洗—轧机联合机组在提高冷轧生产能力、提高产品一级品率、降低能耗、减少投资方面效果明显,已成为大型冷轧厂首选的生产机组。
由于采用连续化生产,与单卷轧制相比,工艺技术方面具有其独特性,需要采用有钢换辊、动态变规格轧制技术、尽量降低断带率、稳定生产以充分发挥酸洗—轧机联合机组的效能。
作者以某厂类似机组改造项目为背景对此作了比较详细的介绍。
[关键词] 冷轧酸洗—轧机联合机组联机改造冷轧工艺技术1 酸洗-轧机联合机组特点冷轧带钢轧机的配置有单机可逆式冷轧机组(SSR)、多机架串列式冷轧机组(TCM)、全连续式冷轧机组(CTCM)、酸洗-轧机联合机组(CPCM)、双机架可逆式冷轧机组(DSR)等多种型式。
单机架冷轧机的生产能力通常在20万t/a以下,适用于小型企业;串列式冷轧机组、全连续冷轧机组和酸洗-轧机联合机组的生产能力通常都可以达到100万t/a以上,适用于大型企业。
伴随连铸连轧生产线而新开发的双机架可逆式冷轧机组能力在40万t/a~100万t/a,也可以为中、大型企业选用。
由于酸洗-轧机联合机组与串列式轧机和全连续轧机相比,具有工序简化、减少投资、节能、轧制稳定从而产品质量稳定、生产效率高等特点,在大型冷轧厂越来越受到重视,成为新建和改造的主流。
自从80年代初法国于齐诺尔(Usinor)钢铁公司蒙塔泰尔钢厂(Montataire)和新日铁君津厂几乎同时开发成功酸洗-轧机联合机组以来,先后已有20余套投入运行。
国内新建的两套轧机均为酸洗-轧机联合机组,进行技术改造的4套轧机,除一套因为酸洗机组为推拉式酸洗机组,不适合进行酸洗-轧机联合生产外,其余三套均按照酸洗-轧机联合生产方式进行改造。
机组的主要特点有:a) 简化生产工序和稳定轧制过程采用串列式冷轧机和全连续冷轧机,酸洗后钢卷需要涂油、卷取、称量、打捆,然后运输到轧机前的中间仓库堆放,轧制时由吊车或其他运输工具再运到轧线进行开卷、轧制。
冷轧生产线酸洗工艺1. 引言冷轧生产线酸洗工艺是冷轧钢板制造过程中的关键工序之一。
通过酸洗工艺,可以去除钢板表面的氧化铁皮、锈垢、油脂等杂质,使钢板表面得到清洁,并为后续工序如镀锌、涂层等提供良好的基础。
本文将介绍冷轧生产线酸洗工艺的流程、主要设备和注意事项。
2. 工艺流程冷轧生产线酸洗工艺的主要流程包括酸洗槽预热、酸洗、清洗及干燥等步骤。
以下是具体的工艺流程:2.1 酸洗槽预热酸洗槽预热是为了提高酸洗效果和工艺稳定性。
通常情况下,酸洗槽预热温度在50℃以上,预热时间约为30分钟。
预热过程中,要注意控制预热温度和时间,避免过热或过长时间的预热导致设备损坏或酸液质量下降。
2.2 酸洗酸洗是将冷轧钢板放入酸洗槽中进行酸洗处理的步骤。
酸洗槽通常采用稀硫酸、稀盐酸或稀硫酸和盐酸的混合酸作为酸洗液。
酸洗液中的酸性成分能够与钢板上的杂质发生化学反应,溶解并去除杂质。
在酸洗过程中,要注意控制酸洗液的温度、浓度和酸洗时间。
一般来说,酸洗温度在40℃到60℃之间,酸洗时间约为1到3分钟。
过高的温度和浓度可能会造成钢板表面的腐蚀,而过短的酸洗时间可能无法完全去除钢板表面的杂质。
2.3 清洗清洗是在酸洗后将钢板从酸洗槽中取出,经过清洗过程去除酸洗液残留和酸洗后产生的固体杂质。
清洗通常使用水进行,可以通过喷淋或浸泡的方式进行清洗,以确保酸洗液和固体杂质彻底去除。
在清洗过程中,要注意控制清洗水的流量、温度和清洗时间。
适当的水流量有助于冲刷掉酸洗液和固体杂质,而过高的温度和过长的清洗时间可能会对钢板表面造成损伤。
2.4 干燥干燥是将清洗后的钢板进行烘干的步骤,以防止钢板表面的水分引起锈蚀。
通常采用热风或热轧过程中的余热进行干燥。
干燥温度和时间要根据钢板厚度和材质的不同进行调整,以确保钢板表面干燥均匀。
3. 主要设备冷轧生产线酸洗工艺中的主要设备包括酸洗槽、清洗设备和干燥设备。
以下是这些设备的主要功能:3.1 酸洗槽酸洗槽可以用于储存和加热酸洗液,起到预热和酸洗钢板的作用。
酸连轧培训课件酸连轧培训课件酸连轧是一种重要的金属加工工艺,广泛应用于钢铁行业。
通过酸连轧工艺,可以将钢坯进行连续的轧制和拉伸,从而得到更加均匀、细腻的钢材。
酸连轧培训课件是培训人员在进行酸连轧工艺培训时使用的教学资料,它包含了酸连轧的原理、流程、设备以及操作要点等内容。
一、酸连轧的原理酸连轧是一种将钢坯通过多道次的轧制和拉伸,使其逐渐变细、变长的加工工艺。
其主要原理是通过连续的轧制和拉伸,使钢材的晶粒得到细化,内部应力得到释放,从而提高钢材的强度和塑性。
在酸连轧过程中,钢坯首先经过预处理,然后进入连轧机组,通过一系列的轧制和拉伸,最终得到所需的钢材。
二、酸连轧的流程酸连轧的流程包括预处理、连轧机组、冷却和整平等环节。
首先,钢坯经过酸洗、除锈等预处理工序,以去除表面的氧化物和杂质。
然后,钢坯进入连轧机组,经过多道次的轧制和拉伸,逐渐变细、变长。
在连轧过程中,还需要进行冷却和整平等操作,以保证钢材的质量和性能。
三、酸连轧的设备酸连轧工艺需要使用一系列的设备,包括酸洗设备、连轧机组、冷却设备和整平设备等。
酸洗设备主要用于去除钢坯表面的氧化物和杂质,以提高钢材的表面质量。
连轧机组是酸连轧工艺的核心设备,它由多道次的轧机组成,通过连续的轧制和拉伸,将钢坯逐渐变细、变长。
冷却设备用于控制钢材的温度,以保证钢材的组织和性能。
整平设备主要用于调整钢材的形状和尺寸,以满足客户的需求。
四、酸连轧的操作要点在进行酸连轧操作时,需要注意以下几个要点。
首先,要控制好轧制力和轧制速度,以保证钢材的质量和性能。
过大的轧制力和过快的轧制速度会导致钢材的变形不均匀和内部应力过大。
其次,要保持设备的稳定运行,及时进行设备维护和故障排除。
设备的稳定运行对于酸连轧工艺的成功实施至关重要。
最后,要加强质量控制和检测,确保钢材的合格率和一致性。
通过严格的质量控制和检测,可以保证酸连轧工艺的稳定性和可靠性。
总结酸连轧是一种重要的金属加工工艺,通过连续的轧制和拉伸,可以得到更加均匀、细腻的钢材。
冷轧酸轧线培训教材酸洗-轧机联合⽣产线职⼯培训教材(⼯艺部分)编制:审核:⽬录第⼀章冷轧薄板⽣产的发展历史和前景⼀、冷轧薄板⽣产的发展历史 3⼆、我国冷轧薄板的现状 6三、我国冷轧薄板⽣产的发展⽅向 7第⼆章板带材分类及其轧制技术的原理⼀、带材分类 8⼆、轧制技术的原理 9第三章热轧薄板对冷轧钢板的影响⼀、钢的化学成分对成品性能的影响 12⼆、热轧带钢对冷轧钢板性能和组织的影响 13三、原料的⼏何尺⼨对冷轧成品的影响 15 第四章酸洗技术的发展及应⽤⼀、酸洗技术的发展 16⼆、酸洗机组的分类及特点 17三、酸洗机组主要单体设备 18四、盐酸酸洗⼯艺制度的制定 31 第五章冷轧板带轧制技术的特点与发展⼀、连轧过程的特点 32⼆、冷轧板带材⽣产的⼯艺特点 34三、轧制技术的发展 39四、轧机机组的主要单体设备 45五、轧制⼯艺制度 58 第六章板带材的⾼精度轧制和板形控制⼀、轧制缺陷 63⼆、板带轧制中的厚度控制 64三、横向厚差与板形控制技术 70第七章产品⼤纲、产品结构及主要设计技术经济指标⼀、产品⼤纲 77⼆、酸洗冷连轧区域主要设计技术经济指标 81三、原料 81四、主要⼯艺技术参数 83 第⼋章酸洗冷连轧⼯艺流程及过程叙述⼀、酸洗冷连轧⼯艺流程 88⼆、酸洗冷连轧⼯艺过程叙述 88第⼀章冷轧薄板⽣产的发展历史和前景⼀、冷轧薄板⽣产的发展历史钢的冷轧是在19世纪中叶始于德国,当时只能⽣产宽度20~25mm的冷轧带钢。
美国1859年建⽴了25mm冷轧机,1887年⽣产出宽度为150mm的低碳钢带。
1880年以后冷轧钢带⽣产在美国、德国发展很快,产品宽度不断扩⼤,并逐渐建⽴了附属设备,如剪切、矫直、平整和热处理设备等,产品质量也有了提⾼。
宽的冷轧薄板(钢带)是在热轧成卷带钢的基础上发展起来的。
⾸先是美国早在1920年第⼀次成功地轧制出宽带钢,并很快由单机架不可逆轧制⽽跨⼊单机架可逆式轧制。
1926年阿姆柯公司巴特勒⼯⼚建成四机架冷连轧机。