高线轧制φ6mm盘圆工艺路线的改进实践
- 格式:pdf
- 大小:868.96 KB
- 文档页数:4
高速无扭轧机产线材(盘条)的品质管理与持续改进实践随着工业化进程的不断发展,钢铁行业作为基础产业之一扮演着重要的角色。
高速无扭轧机产线材(盘条)作为钢铁行业的重要产品之一,在生产中的品质管理与持续改进显得尤为重要。
本文将探讨高速无扭轧机产线材(盘条)在品质管理与持续改进方面的实践经验。
首先,品质管理是高速无扭轧机产线材(盘条)生产过程中的核心环节。
品质管理的目标是保证产品的质量符合市场需求和技术标准,并且持续提升产品的品质水平。
在品质管理方面,高速无扭轧机产线材(盘条)需要注意以下几个方面:1. 完善的生产工艺控制系统:高速无扭轧机产线材(盘条)生产过程多层次、多环节,需要建立完善的生产工艺控制系统。
这个系统包括对原材料的选择和质量控制、生产过程中各个环节的监控和控制、产品质量检测和分析等方面。
只有建立完善的生产工艺控制系统,才能从根本上保证产品的品质。
2. 严格的品质检测标准:高速无扭轧机产线材(盘条)需要建立一套严格的品质检测标准。
这个标准应该基于市场需求和技术标准,并且要具备可操作性和可实施性。
只有在严格的品质检测标准的指导下,才能保证产品的品质。
3. 持续的质量改进活动:高速无扭轧机产线材(盘条)的生产过程中,质量问题是难以避免的。
因此,持续的质量改进活动是必不可少的。
这包括对产品质量问题的分析和改进、对生产工艺的改进以及对人员技术能力的提升等方面。
只有通过持续的质量改进活动,才能不断提升产品的品质水平。
其次,持续改进是高速无扭轧机产线材(盘条)品质管理的关键。
持续改进是一个不断追求优化和进步的过程,能使企业在竞争激烈的市场中保持竞争力。
高速无扭轧机产线材(盘条)在持续改进方面需要注意以下几个方面:1. 建立改进机制:高速无扭轧机产线材(盘条)需要建立一个持续改进的机制。
这个机制应该包括信息收集和反馈、问题分析和解决、改进方案的制定和实施等环节。
只有建立了良好的改进机制,才能推动企业持续改进。
高速线材轧制工艺提升与优化【摘要】高速线材轧制工艺在现有的工程实践中存在诸多问题,如生产效率低、能耗高等。
为此,本文从优化关键技术、提升工艺方法等方面进行了深入研究和探讨。
针对目前存在的问题,提出了一些改进方案,并对高速线材轧制工艺的发展趋势进行了分析和展望。
结合工艺的应用领域,探讨了其在行业中的重要性和价值。
未来,可以通过进一步提升工艺,加强研究与创新,来实现高速线材轧制工艺的进一步提升和优化。
总结了本文的研究成果,提出了未来研究方向,展望了高速线材轧制工艺的未来发展方向。
【关键词】高速线材轧制工艺、优化、提升、关键技术、方法、发展趋势、应用领域、进一步提升、未来研究方向、总结、研究背景、研究意义、研究方法。
1. 引言1.1 研究背景高速线材轧制是金属加工领域的重要工艺之一,具有广泛的应用前景。
随着社会经济的不断发展,对高速线材的需求量也在不断增加,因此如何提升和优化高速线材轧制工艺显得尤为重要。
在过去的研究中发现,现有的高速线材轧制工艺存在一些问题,如产能低、质量波动大、能耗高等。
这些问题不仅影响了生产效率,还影响了产品质量,降低了企业的竞争力。
有必要对高速线材轧制工艺进行进一步的提升和优化,以适应市场需求的变化。
通过对高速线材轧制工艺进行研究,可以找到关键的技术点,从而实现对工艺的优化。
而研究方法的选择则直接影响着研究成果的可靠性和实用性,因此需要合理选择研究方法,以确保研究的科学性和有效性。
的探讨将有助于更好地理解高速线材轧制工艺的现状及存在的问题,为后续的研究奠定基础。
1.2 研究意义高速线材轧制工艺的优化与提升具有重要的研究意义。
随着社会经济的快速发展,高速线材在建筑、交通、机械制造等领域的应用日益广泛,对高速线材的质量和性能要求也越来越高。
优化和提升高速线材轧制工艺,可以有效改善产品质量,提高生产效率,降低生产成本,提升企业的竞争力。
随着科技的不断进步和创新,高速线材轧制工艺也面临着新的挑战和机遇。
高线棒材车间轧钢工艺选择设计高线棒材车间轧钢工艺选择3 轧钢工艺3.1 生产规模及产品3.1.1 生产规模及产品方案全连续优质钢高速线材车间,设计生产能力为年产优质热轧圆钢和带肋钢筋62万吨。
高线最大终轧速度120 m/s。
直条最大终轧速度12 m/s产品规格为:Φ6~Φ25mm热轧带肋钢筋和Φ5.5~Φ22mm 的热轧盘圆。
主要钢种有:轴承钢、低碳钢、优质碳素钢、低合金钢等。
3.1.2产品质量部分线材按以下国家标准组织生产、进行检验和交货。
GB 1499.2-2021 钢筋混凝土用热轧带肋钢筋GB 1499.1-2021 钢筋混凝土用热轧光圆钢筋GB/T4354-2021 优质碳素钢热轧盘条GB/T 4155-2021 标准件用碳素钢热轧圆钢及盘条3.1.3成品交货状态成品线材以盘条成捆状态/直条成捆状态交货。
每捆线材重量:2000~4000kg打捆道次:捆4道/盘条;5道/直条;3.1.4 原料及金属平衡连铸坯由本公司炼钢厂提供,经检验及钢坯修磨后,质量符合YB/T2021-2004标准。
坯料技术条件如下:2断面尺寸:150×150×12000mm,单根坯料重量:2106kg 断面尺寸:165×165×12000mm,单根坯料重量:2548kg 断面尺寸:180×180×12000mm,单根坯料重量:3033kg最短钢坯长度6000mm,短尺钢坯不超过钢坯总量的10%。
钢坯尺寸偏差:150×150 mm钢坯:+5mm,-5mm;长度允许偏差:+20mm。
165×165 mm钢坯:+5mm,-5mm;长度允许偏差:+20mm。
180×180 mm钢坯:+5mm,-5mm;长度允许偏差:+20mm。
对角线长度之差:150×150 mm / 165×165 mm/180×180 mm坯料:最大允许7mm。
高速线材轧制工艺提升与优化高速线材轧制工艺是钢铁行业的关键技术之一,它对于提高产品质量、降低成本、提高生产效率等方面都起着非常重要的作用。
因此,高速线材轧制工艺的提升与优化一直是行业内的研究热点。
本文将从高速线材轧制的一些基本工艺流程出发,探讨如何提升与优化高速线材轧制工艺。
高速线材轧制工艺的基本工艺流程包括:原料预处理、预热、轧制、冷却、粗整形、自然冷却、细整形、钢卷切割等环节。
其中,轧制是整个工艺流程中最核心的环节之一。
轧制主要是将钢坯通过压延机组成卷轧,这样能够调整线材表面的结构、形状和尺寸。
轧制的关键因素有:轧辊几何参数、轧制力、轧辊表面状态、轧制温度等。
这些因素之间的关系比较复杂,因此,在工艺优化时需要综合考虑。
1.轧辊加工工艺轧辊是高速线材轧制工艺中最为重要的工具之一。
优化轧辊几何形状对于提高高速线材轧制工艺的质量和效率非常重要。
轧辊的主要加工工艺包括:轧辊材料的选择、轧辊热处理、轧辊加工技术等。
轧辊的材料选择应根据不同的轧制温度和应变率选择不同材料。
同时,轧辊表面热处理能够改善其表面状态,降低摩擦系数,提高轧制效率。
轧辊加工精度和表面平整度对于轧制工艺的效率和质量都有极大的影响。
2.轧制力的控制轧制力是通过轧制来实现金属塑性变形的驱动力。
轧制力的大小和分布对于轧制工艺的质量和效率都有很大的影响。
因此,在高速线材轧制工艺的优化中,控制轧制力是关键技术之一。
调整轧制力大小需要综合考虑金属的应变率、韧塑性、温度等因素,同时对于不同的钢种和规格需根据其特定性能进行不同的控制。
轧制温度是影响高速线材轧制质量的重要因素之一。
轧制温度过高会导致过度热处理,使得材料的塑性变得不足,导致表面裂纹和疏松;轧制温度过低则可能导致组织变硬,使得轧制难度增加,并且表面容易产生缺陷。
因此,控制轧制温度,使其处于最适温度范围区间之内,对于提升高速线材轧制工艺质量具有重要的意义。
1.优化轧辊几何形状轧辊是决定线材尺寸、形状和表面质量的关键因素。

Φ6.5mm硬线钢盘条质量的提高
王凤华;杜秀珍
【期刊名称】《金属世界》
【年(卷),期】2008(000)004
【摘要】针对唐钢二钢轧厂高线车间Φ6.5mm硬线钢盘条生产过程中存在的质量问题,采取多项有效的技术改进措施,全面提高硬线钢盘条的综合质量,提高产品市场竞争力.
【总页数】3页(P22-24)
【作者】王凤华;杜秀珍
【作者单位】唐山钢铁股份有限公司技术中心,河北,唐山,063016;唐山钢铁股份有限公司技术中心,河北,唐山,063016
【正文语种】中文
【中图分类】TG1
【相关文献】
1.宣钢提高硬线钢盘条质量的措施 [J], 张玉海
2.硬线钢盘条质量分析与工艺优化 [J], 梁胜;周江;蒋世川
3.高线工艺优化提高硬线盘条质量 [J], 金鹏飞;张芳;谭艳;王鑫
4.唐钢高速线材厂提高(Φ)6.5mm硬线钢盘条质量的实践 [J], 杜秀珍;张春燕;张晓香
5.优化连铸工艺提高硬线盘条质量 [J], 周德;刘玉梅;张玮;王全礼;陈明跃
因版权原因,仅展示原文概要,查看原文内容请购买。
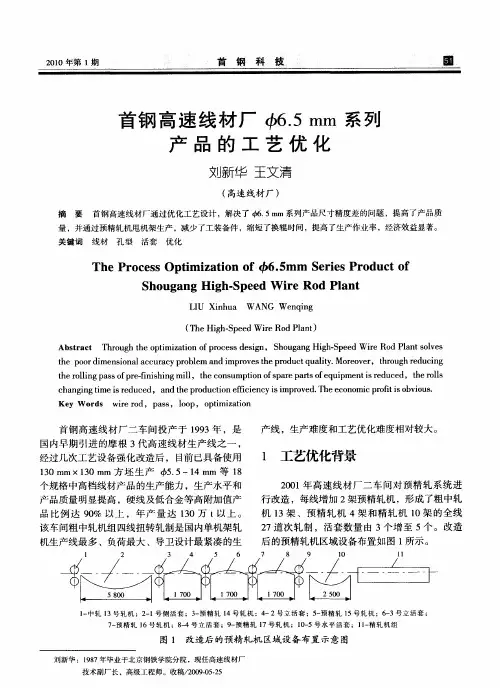
2021年第1期转炉炉后合金烘烤炉应用实践高线轧制椎12mm盘圆工艺路线改进及生产应用李勇胡友红王海益吴俊岳连智(首钢水钢钢轧事业部贵州六盘水553()28)摘要:本文通过对高线轧制①12mm盘圆工艺路线进行探讨,采取工艺优化进行实践生产,解决改轧时间长,提高轧机作业率、降低工人劳动强度遥关键词:盘圆;工艺路线优化曰轧机生产率Improvement and Productive Application of High Speed RollingProcess of椎12mm Wire RodLi Yong Hu Youhong Wang Haiyi Wu Jun Yue Lianzhi(Industrial Department of Steelmaking and Steel Rolling,Shougang Shuicheng Iron&Steel(Group)Co.,Ltd,.Liupanshui553028,Guizhou,China)Abstract:In this article,the high speed rolling process of渍12mm wire rod in our department is discussed,optimized and used in production practice to solve the problem of too much time needed forchanging rolling-holes due to diameter change of wire rods,improve the operation rate of rolling millsand reduce the labor intensity of workers.Keywords:wire rod;process optimization;operation rate of rolling mill1前言首钢水钢钢轧事业部高线作业区为全连轧高速线材生产线,设计能力为年产50万t/年,全线由6架粗轧机(平立轧机布置),6架中轧机(平立轧机布置),6架预精轧机(平立轧机布置,后四架为285悬臂辊环紧凑型机组)和10架精轧机(顶交45。
高速无扭轧机产线材(盘条)的技术改进与创新实践随着现代工业技术的不断进步与发展,高速无扭轧机在钢铁行业中的应用越来越广泛,尤其是在产线材(盘条)的生产过程中起到了重要的作用。
然而,随着市场对品质和效率的要求不断提高,传统的高速无扭轧机在面对一些生产难题时也显得有些力不从心。
因此,进行技术改进与创新实践,进一步提升高速无扭轧机产线材的品质和效率,成为了迫切需要解决的问题。
在技术改进与创新实践中,首先需要关注的是轧机的结构和设计。
高速无扭轧机的结构直接影响着其性能和生产效率。
传统的轧机结构存在着辊系数量有限、工作辊径小、轧辊高线速度受限等问题,这些问题将直接影响到产线材的质量和生产效率。
因此,通过改进轧机结构设计,提高轧机的工作辊径、增加辊系数量、优化辊系布局,可以有效提高高速无扭轧机的工作效率和产品质量。
其次,技术创新实践中需要关注的是轧制工艺参数的优化和控制。
高速无扭轧机的轧制工艺参数直接影响着产品的质量和性能。
通过对轧制工艺参数的研究和分析,可以找到合适的参数组合,从而实现更加精确的控制和调节。
例如,能够合理设置入口温度、轧制速度、轧制力等参数,并进行实时监测和调整,可有效降低轧机的能耗,同时保证产品的质量和尺寸精度。
此外,在技术改进与创新实践中,还需要关注辅助设备和自动化控制系统的应用。
通过引入先进的辅助设备和自动化控制系统,可以实现对高速无扭轧机产线的全面监控和控制。
例如,可以使用温度传感器和厚度传感器等设备,实现对轧机的实时监测和数据收集。
同时,通过将自动控制系统与企业的生产管理系统进行集成,可以实现产线材的全生命周期数据追溯和远程操控,提高生产的透明度和可追溯性。
除了以上技术改进与创新实践,还可以在高速无扭轧机产线材的生产过程中引入新材料和新工艺。
例如,在轧制材料的选择上,可以采用高强度、高韧性的合金材料,以提高产品的力学性能和使用寿命。
同时,在表面处理工艺上,可以采用先进的涂层技术,增加产品的防腐性能和耐磨性。
邢钢高速线材轧机粗轧孔型优化实践王笑丹,王志义(邢台钢铁有限责任公司)摘要:本文介绍了邢钢高速线材车间粗轧孔型优化的实践,通过孔型优化,明显改善了轧件表面的裂纹,提高了线材的表面质量。
关键词:箱形孔型;宽展;变形量;表面裂纹1 前言作为专业化的精品线材生产基地,邢钢拥有四条高速线材生产线,产能300万吨。
随着市场要求日益严格,产品表面质量对使用性能的影响也越来越突出。
经过长期的观察与测量,我们认为,粗轧孔型设计适应能力差,变形不均匀,是导致表面缺陷的主要原因。
严重时在轧件边角处形成集中的裂纹带。
所以,优化粗轧孔型,减轻以至消除粗轧阶段形成的轧件边角处4条集中裂纹带至关重要,成为提高产品质量的重要手段。
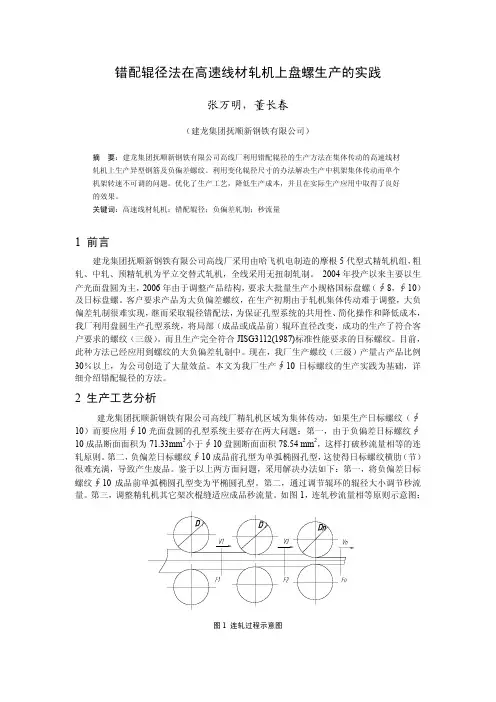
2 邢钢三车间孔型系统现状简介邢钢线材厂原料为150mm方坯(后改为160mm方坯),粗轧机组为六架平立交替轧机,粗轧孔型系统基本情况如表1所示。
表1 粗轧孔型参数(原料150mm为方坯)使用原150mm方坯轧制时对1#轧件取样,如图1所示。
从图中可看出裂纹缺陷比较明显。
图1 粗轧1#(Q195)侧面图2 钢坯在1#孔型变形示意图改用160孔型轧制150mm方坯后,通过对1#、2#轧件取样分析,发现1#比原150孔型表面质量有所改善,但在1#料两侧边角处存在“黑线”,说明“黑线”在过第一架粗轧机时就出现了,由于孔型所限,钢坯角部在前两架变形量过大,轧制后形成褶皱,并在随后的轧制中逐渐形成集中的裂纹带。
图3-a、3-b分别为1#、2#轧出钢坯侧面酸洗样照片(钢种为Q195)。
图3-a Q195 1#料对称侧面照片图3-b Q195 2#料对称侧面照片3 孔型优化方案实施与效果3.1方案一:减小1#孔型圆角。
将1#孔型(建立在160孔型轧制150mm方坯孔型基础上)圆角从R=25mm改为R=15mm。
3.1.1方案一原理分析:对于粗轧机架,特别是K1,K2孔表面皱褶已经形成。
为了减轻箱型孔角部过渡圆弧部位的影响,角部圆弧半径由R25mm改为R15mm左右,减少角部变形量,减轻角部折叠和表面皱褶。
高速线材轧制不锈钢盘条的生产实践发布时间:2021-06-07T12:07:01.437Z 来源:《基层建设》2021年第4期作者:甘超军[导读] 摘要:柳钢高线为实现不锈钢顺产、稳产,产品质量满足客户要求,对不锈钢线材开展加热工艺、轧制工艺、控制冷却工艺研究,摸索出各系列不锈钢钢坯加热和轧制特性,从而实现柳钢具备生产不锈钢线材产品的能力,对柳钢产品结构调整具有重要意义。
广西柳州钢铁集团公司广西柳州 545002摘要:柳钢高线为实现不锈钢顺产、稳产,产品质量满足客户要求,对不锈钢线材开展加热工艺、轧制工艺、控制冷却工艺研究,摸索出各系列不锈钢钢坯加热和轧制特性,从而实现柳钢具备生产不锈钢线材产品的能力,对柳钢产品结构调整具有重要意义。
关键词:不锈钢研究特性结构调整1 前言柳钢高线自2016年1月份开始生产不锈钢,目前主要为400系铁素体不锈钢(如:00Cr13、0Cr13和430等)、400系马氏体不锈钢(1Cr13和2Cr13等)和300系奥氏体不锈钢304和200系奥氏体不锈钢665,覆盖了所有系列不锈钢,轧制规格从最初的φ5.5mm,到如今轧制规格覆盖φ5.5mm-φ16.0mm,实现了产品规格、钢种的全覆盖。
截止2020年12月份柳钢不锈钢产量已达9万多吨,并呈上升趋势,如表1所示。
表1 2016-2020年不锈钢产量2 不锈钢生产工艺研究不锈钢的加热、轧制和普钢差别很大,不锈钢较普钢的特性有:较高的变形抗力、较大的宽展系数、对热不均匀敏感等。
为了控制a相的形成对轧制速度和加热温度有严格的限制。
2.1 工艺流程钢坯加热-除鳞-粗轧机组轧制-中轧机组轧制-预精轧机组轧制-精轧机组轧制-吐丝机-风冷线控制冷却-集卷-打捆-称重入库。
2.2 生产工艺研究2.2.1坯料准备坯料尺寸采用150×150×10000mm,钢坯的外形尺寸、表面质量应符合相应国家标准(YBT 2011-2004 《连续铸钢方坯和矩形坯》。
(a)线材表面划伤形态(b)线材表面划伤金相照片(100×)图1 线材表面划伤问题2.2 具体确认(1)空过管:轧制Φ15~16 mm规格时,使用2架轧机(21#、22#),其它均为空过。
其中19#、20#除生产Φ6.5 mm规格外均为空过。
对产生划线的所有空过管下机检查,未发现明显磨损和不光滑现象。
对Φ30 mm 与Φ25 mm空过管对比,表面无区别。
调整各架次空过管安装次序,对产品表面划伤基本无影响。
因此,确定划伤与空过管无关。
图3 出口导卫改造示意图图4 改造后产品表面质量图2 出口插件磨损示意图3 划伤产生原因分析及改进措施通过精轧机观察孔查看轧件在精轧机内部的运行情况,可以发现轧件有抖动现象。
21#方形出口插件在两侧的不规则磨损也证实了轧件抖动的问题。
经分析,有两种原因:张力影响和温度影响。
3.1 张力影响及改进3.1.1 问题描述首先,精轧机内部张力不稳定。
通过22#进口导卫导轮磨损位置的实际测量,可以估算轧件在21#的宽展,再与精轧机孔型相对比,计算两者的堆拉关系。
与五线对比后发现,张力明显低于五线,轧制张力控制不足;其次, 21#、22#轧机出口导卫对轧件扶持力度太小,约束不够,也是轧件发生抖动的重要原因。
3.1.2 改进措施通过对比硬线车间和五线轧制Φ15~16 mm 规格的张力,调整精轧机辊径配比,改善张力偏低问题。
为解决精轧机方形出口导卫对轧件扶持力较小的问题,对21#、22#轧机的出口导卫进行改造,由原来的滑动导卫改为滚动导卫,同时增加对轧件的扶持,限制轧件抖动,解决轧件划伤问题。
出口导卫改造示意图如图3所示。
3.2 温度影响及改进5 结束语通过上述改造,产品表面未再发生连续划伤问题,质量水平控制在稳定的状态。
实践表明,在实际生产过程中,应首先对问题产生原因进行辨识,再结合现场实际情况制定针对性措施,方为提升产品质量、满足客户需求之道。
其次,抛弃原有的以加热炉均热段炉膛温度为基准的温度控制思路,转变为及时监控轧件精轧温度变化。
唐钢高速线材厂提高 6.5mm硬线钢盘条质量的实践杜秀珍,张春燕,张晓香(唐山钢铁股份有限公司技术中心河北唐山 063016摘要:针对唐钢高速线材厂 6.5mm硬线钢盘条生产过程中存在的质量问题,采取多项有效的技术改进措施,全面提高硬线钢盘条的综合质量,提高产品市场竞争力。
关键词:硬线钢;盘条质量;实践中图分类号:TG335.5 文献标识码:B 文章编号:1003-0514(200501-0039-03The practice of quality improvement of the hard bu ll rodof high speed wire plant of TanggangDU Xiu-zhen,ZHANG Chun-yan,ZHANG Xiao-xiang(The Technical Center of Tangshan Iron&Steel Co.,Tangshan063016,ChinaAbstract:For the quality problem existing in the manufacture coruse of 6.5mm hard bull rod of high speed wire plant of Tanggang,a lot of technical progresses have been taken availably.Therefore the general quality of the hard bull rod has been improved in tegrally also the competi tive capacity in the production market.Key words:hard bull rod;q uali ty of bull rod;practice0 前言唐钢高速线材厂有两条全连续无扭线材生产线,终轧速度85m s,精整为斯太尔摩冷却线,年产 6.5 ~ 10mm线材90万t。
高速线材细晶钢轧制工艺的生产实践摘要:介绍了龙钢公司轧钢厂高线细晶钢的轧制实践及其工艺控制等的生产经验。
关键词:细晶钢;生产经验1、引言:为了进一步降低生产成本,节约能源,使钢材的综合性能大幅度提高,我们在高线采用细化晶粒轧制工艺,实施微合金轧制,降低了铁合金成本,全面实现细晶螺纹钢生产。
龙钢公司轧钢厂高线车间成立于2011年,年设计产量为100万t,产品规格为光面盘条:?6.516mm;带肋钢筋盘条:?610mm;主要钢种:碳素结构钢、优质碳素结构钢、低合金钢、焊条钢、冷镦钢、弹簧钢。
2、细晶钢主要轧制流程2.1轧机工艺布局:高速线材轧机共全线共42架组成(双线),粗轧机组共8架(?550×6+?450×2)、中轧机组6架(?450×4+?350×2),粗、中轧机全部为闭口轧机,粗轧(一)4架为平/立交替布置、粗轧(二)4架和中轧机组6架为全水平辊轧机。
预精轧机组8架(双线,每线4架)为二辊悬臂式(?285×4×2),平立交替布置。
精轧机组20架(双线,每线10架),二辊悬臂式,45°顶交布置。
10机架集体传动、悬臂式碳化钨辊环。
2.2轧制工艺流程:连铸坯由辊道热送进加热炉,加热至工艺要求温度,出炉进入轧线粗轧机组,从中轧后导槽分双线轧出,经1#、2#飞剪切去轧件头尾部后入预精轧机组,经预水冷装置冷却后,由侧活套导入精轧机组。
轧件在精轧机组实现无扭微张力轧制,由辊道传送至风冷线进行吹风冷却,实现金相组织的转变,从而获得具有良好的金相组织和所需要的均匀一致的机械性能的产品。
(收集装置打包)3、制定目标通过降低钢坯合金含量降低原料成本,在原料成本改变后,通过采取工艺手段,达到降低合金保证产量性能,目前我们根据我厂的工艺和设备情况,主要针对钒含量进行了调整,目标识钒含量降低0.15%,成份优化见下:表14.2、对设备的改造:4.2.1风机改造:轧钢厂辊道式标准型风冷运输机设有每线各7台大风量风机,每台风机的最大风量为150000m3/h,辊道为交流变频调速传动。