2010第六章 挤出成型机
- 格式:ppt
- 大小:2.29 MB
- 文档页数:42
挤出成型机的主要结构
挤出成型机是一种常见的塑料加工设备,它的主要结构包括以下几个部分:进料系统、螺杆和筒体、加热和冷却系统、模具以及控制系统。
进料系统是挤出成型机的开始部分,它负责将塑料原料输送到螺杆。
进料系统通常包括一个料斗,用于存放和提供塑料颗粒。
通过重力或辅助装置,塑料颗粒从料斗中进入挤出机的喂料区域。
螺杆和筒体是挤出成型机的核心组成部分。
螺杆由一个或多个螺旋线构成,它的作用是将塑料颗粒从进料区域推送到出料区域。
筒体是螺杆的包围壳体,通常由加热和冷却系统控制温度。
当塑料颗粒被螺杆推送时,它们在螺杆和筒体间受到高温和高压的作用,从而熔化和塑形。
加热和冷却系统起着至关重要的作用。
加热系统通过加热螺杆和筒体中的加热器,使塑料颗粒熔化。
冷却系统则通过冷却水循环来控制螺杆和筒体的温度,使塑料在适当的温度下凝固和固化。
模具是挤出成型机的出料部分,它决定了最终制品的形状和尺寸。
模具通常由金属制成,具有一定的孔隙结构。
熔化的塑料通过模具的孔隙流过,并在出料端形成所需的形状。
模具的设计和制造对于生产高质量塑料制品至关重要。
控制系统是挤出成型机的智能化部分,它用于监控和控制整个挤出过程。
通过控制系统,操作人员可以调节螺杆的转速、温度和压力,以实现对制品质量的精确控制。
控制系统还可以自动识别和排除故障,提高生产效率和产品质量。
综上所述,挤出成型机的主要结构包括进料系统、螺杆和筒体、加热和冷却系统、模具以及控制系统。
这些部分的协调工作使得挤出成型机能够高效地将塑料原料加工成各种形状的塑料制品。
正确的使用设备,有助于人机安全,减少维修和停机时间,增强机器的可靠性,延长机器的使用寿命,提高经济效益。
操作人员是设备的直接使用者,如果不能保证科学合理准确地操作设备,操作事故过多,势必造成维修方的被动,影响生产。
如果操作人员对设备维护保养技能差或不能及时的发现设备隐患,就会导致突发性的设备故障增多,打乱设备维修计划,最终导致生产的被动。
要求操作人员掌握设备操作技能的同时,还要掌握设备的保养及维护,学习设备管理知识,做到正确使用、保养、检查(发现隐患)、排除(简单故障)。
要求每位员工熟悉工艺要求,了解设备结构、性能及工作原理。
要懂得设备有关知识,达到“操检合一”的目的,使设备安全完好、节能、高效地运行。
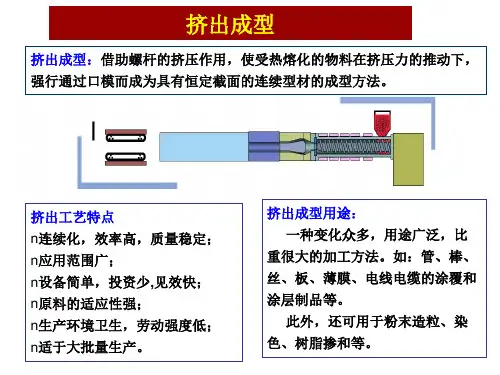
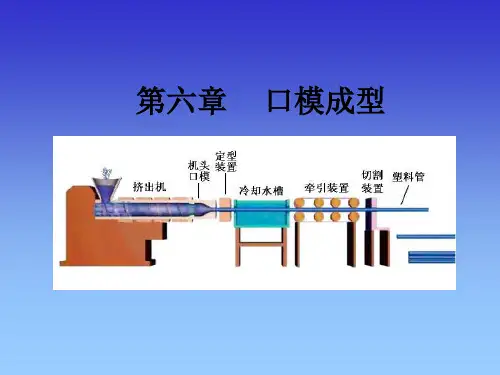
第一章挤出成型机概述塑料挤出成型机简称挤出机,它是利用螺杆加压的方式连续地将塑化好的物料从挤出机料筒经模具口挤出,使之在熔融状态下,经冷却定型处理后,由牵引装置或成型装置将它连续地从模具口挤出的产品牵引至切割机上进行定长切割。
1、挤出机生产线的主要组成部分及作用:挤出机生产线主要由主机和辅机两大部分组成。
A、主机主要由:转动系统、温控系统、喂料系统、真空排气系统组成。
各部分的作用如下:转动系统:采用直流或变频调速,对螺杆的转速从0-31r/min或0-43r/min进行无级调速使螺杆连续的将熔融的物料经模具口挤出。
温控系统:利用自动温度调节仪配以相应的加热圈、热电偶和恒温装置(风冷、油冷),间接对原料按要求进行控温,使其达到理想的熔融塑化状态。
喂料系统:由无级调速装置或原料自身的重量加上料斗封板将物料不断均匀地供给挤出机的螺杆,以实现定量喂料而连续经模具口挤出。
真空排气系统:由真空泵配备颗粒分离器抽取料筒内物料熔融时产生的水蒸气、挥发物等,以达到排除水份、挥发物等的作用。
B、辅机主要由:定型箱(台)或成型机、牵引机、切割机、印字(喷码)机、翻料架、上料机、扩口机等组成,各部分的作用如下:定型箱(台):由定型套(模)配以喷淋式或侵泡式冷却水,利用真空泵使定型箱(模)内产生负压,使熔融状态的制品定型凝固成理想的合格品。


挤出成型机的主要部件是
挤出成型机是一种常用于生产塑料制品的机器设备,其主要部件包括进料系统、螺杆和筒体、加热冷却系统、模具和挤出头、变速箱等。
进料系统是挤出成型机的第一个部件,它用于将原料输送至挤出机螺杆中。
通常通过送料机将原料送入到螺杆中,确保原料能够均匀、稳定地供给到后续的挤出过程中。
进料系统的设计和运行稳定性直接影响到挤出成型机整体生产效率。
接下来是挤出机的核心部件——螺杆和筒体。
螺杆是一个具有螺纹结构的旋转元件,负责将原料从进料口推进到挤出头处。
而筒体则是螺杆的外壳,起到容纳原料、加热和压缩的作用。
螺杆和筒体的设计精良与否将直接影响到挤出产品的质量和生产效率。
加热冷却系统也是挤出成型机中至关重要的部件之一。
通过加热系统,可以将原料加热至适宜的挤出温度,以确保原料能够顺利地挤出并形成所需的产品。
而冷却系统则用于快速冷却挤出的塑料制品,使其快速固化并保持形状稳定。
模具和挤出头是挤出成型机中实现产品成型的关键部件。
模具的设计决定了最终产品的外形和尺寸,而挤出头的结构影响到产品的质量和表面光滑度。
精密的模具和挤出头能够生产出高质量的塑料制品,满足客户的需求。
最后是变速箱,它用于控制螺杆的转速,调节挤出速度和产量。
变速箱的运行稳定性对挤出成型机的生产效率起着至关重要的作用,通过合理调节变速箱,可以实现不同产品的生产需求。
综上所述,挤出成型机的主要部件包括进料系统、螺杆和筒体、加热冷却系统、模具和挤出头、变速箱等。
这些部件密切配合,共同完成塑料制品的挤出成型工艺,为各行各业提供高质量、高效率的生产解决方案。
1。
挤出成型机头包括哪些部分组成
挤出成型机是一种常用的塑料加工设备,用于将原料通过加热、压力和挤出机头的作用,将塑料原料挤出成型各种形状的制品。
而挤出机头是挤出成型机的关键部件之一,它由多个部分组成,包括进料系统、螺杆、筒体、模头以及冷却系统等。
首先是进料系统,用于将塑料原料从料仓中输送至螺杆区。
进料系统通常包括送料机构、送料口和螺杆进料口等部分,通过这些部分可以确保塑料原料被准确地送入挤出机。
接下来是螺杆,螺杆是挤出机头中最核心的部件之一,它在整个挤出过程中发挥着至关重要的作用。
螺杆可以根据加工的不同塑料原料以及成型的要求来设计不同的结构和参数,以确保挤出成型的效果。
紧接着是筒体,筒体是螺杆的外壳,用于容纳和固定螺杆。
在挤出成型过程中,塑料原料会在筒体内被加热、熔化,并受到一定的压力作用,从而变得柔软并容易挤出成型。
除了螺杆和筒体,挤出机头还包括模头。
模头是塑料挤出成型的关键部件,它的设计决定了最终成型制品的形状和尺寸。
模头可以根据产品的要求和设计图纸来定制,以确保最终挤出成型的产品符合要求。
最后是冷却系统,冷却系统用于降低挤出成型过程中塑料制品的温度,使其快速硬化和固化。
冷却系统通常包括冷却水管和风冷装置等部分,通过这些部分可以有效地控制塑料制品的成型温度和质量。
综上所述,挤出机头是挤出成型机中至关重要的部件之一,它由进料系统、螺杆、筒体、模头和冷却系统等部分组成,每个部分都发挥着不可或缺的作用,共同完成塑料挤出成型的工艺过程。
在实际生产中,合理设计和精心制造挤出机头的各个部分,对于提高生产效率和产品质量都起着至关重要的作用。
1。
挤出成型机的主要部件是什么挤出成型机是一种常用于塑料加工生产中的专业设备,主要用于将塑料加热融化后挤出成型,形成各种不同形状的制品。
挤出成型机的工作原理是通过将塑料颗粒加热融化后,通过螺杆的作用将熔融塑料挤压出模具成型,然后冷却固化成为成品。
挤出成型机的主要部件包括以下几个部分:1.送料系统:负责将塑料颗粒输送到机器内部,通常包括料斗、送料口、送料螺杆等组成。
送料系统的设计和运行稳定性对生产效率和产品质量有很大影响。
2.螺杆和筒体:螺杆是挤出机的关键部件,其作用是在不断旋转的过程中将塑料颗粒挤压、加热融化,并输送到模具中形成产品。
筒体则是螺杆的外壳,通常由合金钢制成,具有一定的耐磨性和耐高温性能。
3.加热系统:挤出成型机的加热系统通常采用电加热或燃气加热,用于加热螺杆和筒体,使塑料颗粒快速熔化。
恰当的加热系统能够提高生产效率和产品质量。
4.模头:模头是挤出成型机的另一个重要组成部分,其设计直接影响产品的成型效果和外观质量。
不同形状的产品需要不同设计的模头,生产过程中需要及时清洁和维护。
5.冷却系统:在塑料挤出成型后,需要对产品进行冷却固化以确保产品的形状和尺寸稳定。
冷却系统通常包括风冷和水冷两种方式,根据不同的产品需要进行选择。
6.控制系统:控制系统是挤出成型机的大脑,通过电气控制系统来控制送料、加热、挤出速度等参数,确保生产过程的稳定性和可控性。
现代化的挤出成型机通常配备了智能控制系统,实现自动化生产。
以上是挤出成型机的主要部件,每个部件在挤出成型过程中起着不可或缺的作用。
通过合理地优化这些部件的设计和配置,可以提高挤出成型机的生产效率、产品质量,满足不同客户的生产需求。
1。
第六章挤出成型工艺第一节热塑性塑料工艺特性(一)收缩率热塑性塑料加工成型中产生的热收缩产生原因:宏观:材料的热胀冷缩行为-微观:分子间自由体积发生变化。
通常高分子材料的热膨胀系数远大于金属材料、陶瓷材料。
影响热塑性塑料成形收缩的因素如下:第六章挤出成型工艺第六章挤出成型工艺1、塑料品种热塑性塑料成形过程中由于还存在结晶化形起的体积变化,内应力强,冻结在塑件内的残余应力大,分子取向性强等因素,因此与热固性塑料相比则收缩率较大,收缩率范围宽、方向性明显。
另外成形后的收缩、退火或调湿处理后的收缩一般也都比热固性塑料大。
第六章挤出成型工艺2、塑件特性成形时融料与型腔表面接触外层立即冷却形成低密度的固态外壳。
由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层。
所以壁厚、冷却慢、高密度层厚的则收缩大。
另外,有无嵌件及嵌件布局,数量都直接影响物料流动方向,密度分布及收缩阻力大小等,所以塑件的特性对收缩大小,方向性影响较大。
第六章挤出成型工艺3、进料口形式、尺寸、分布这些因素直接影响物料流动方向、密度分布、及成形时间。
直接进料口、进料口截面大(尤其截面较厚的)则收缩小但方向性大,进料口宽及长度短的则方向性小。
距进料口近的或与物料流动方向平行的则收缩大。
4、成形条件模具温度高,融料冷却慢、密度高、收缩大,尤其对结晶料则因结晶度高,体积变化大,故收缩更大。
另外,保持压力及时间对收缩也影响较大,压力大、时间长的则收缩小但方向性大。
第六章挤出成型工艺(二)流动性1、热塑性塑料流动性大小,一般可从分子量大小、熔融指数、表现粘度及流动比(流程长度/塑件壁厚)等一系列指数进行分析。
分子量小,分子量分布宽,分子结构规整性差,熔融指数高、表现粘度小;流动比大的则流动性就好。
按模具设计要求我们大致可将常用塑料的流动性分为三类:第六章挤出成型工艺(1)流动性好:尼龙、聚乙烯、聚苯乙烯、聚丙烯、醋酸纤维素;(2)流动性中等改性:聚苯乙烯(例ABS·AS)、PMMA、聚甲醛、聚氯醚;(3)流动性差:聚碳酸酯、硬聚氯乙烯、聚苯醚、聚砜、聚芳砜、氟塑料。
挤出成型机工作原理
挤出成型机是一种常见的塑料加工设备,广泛应用于塑料制品生产中。
其工作原理主要包括塑料熔化、挤出和成型三个步骤。
首先,挤出成型机的工作原理是通过加热和熔化塑料颗粒来实现的。
塑料颗粒首先被装入机器的料斗中,然后通过加热系统加热,使塑料颗粒逐渐熔化成为可塑形的熔融塑料。
其次,在塑料熔化后,熔融塑料被送往机器的螺杆和筒内。
螺杆在旋转的同时,推动熔融塑料沿着筒内的螺槽向前挤出。
螺杆的旋转产生了高压力,将熔融塑料推送至机器的模具中。
最后,当熔融塑料进入到模具中时,根据模具的设计形状,熔融塑料在高压力和高温的作用下被挤出成型。
熔融塑料经过模具形成所需的产品外形,然后通过冷却系统使其迅速冷却凝固,最终成型。
这样就完成了塑料制品的生产过程。
挤出成型机工作原理的关键在于塑料的熔融和挤出过程。
通过合理控制加热系统的温度、螺杆的旋转速度以及模具的设计,可以实现不同形状和规格的塑料制品生产。
挤出成型机在塑料行业中有着广泛的应用,能够高效、稳定地生产各种塑料制品,满足市场和客户的需求。
通过了解挤出成型机的工作原理,可以更好地理解塑料加工的过程,为相关行业的生产提供技术支持和参考。
挤出成型机的发展和应用将继续推动塑料制品行业的发展,促进生产效率的提升和产品质量的改善。
1。
挤出成型机组包括什么设备挤出成型机组是一种常见的生产设备,广泛应用于塑料制品、橡胶制品、金属材料等行业。
挤出成型机组通常由多个不同设备组成,各个设备共同协作完成材料挤出成型的过程。
下面将介绍挤出成型机组包括的主要设备及其功能。
1. 挤出机挤出机是挤出成型机组的核心设备之一。
挤出机通常由螺杆和筒组成,通过螺杆的旋转将材料从进料口输送到出料口,并且在过程中通过加热和挤压形成所需的产品形状。
挤出机的性能直接影响到挤出成型的效果和产品质量。
2. 模具模具是用来成型产品形状的重要设备。
挤出成型机组通常需要根据产品的形状来选择合适的模具,通过模具的设计和制造可以实现不同形状和尺寸的产品生产。
模具的设计精准度和制造质量对产品的成型效果和质量有着重要影响。
3. 冷却系统冷却系统通常包括水冷却系统和风冷却系统。
在挤出成型过程中,通过冷却系统对产品进行及时降温,以防止产品变形或产生缺陷。
冷却系统的设计和运行稳定性能直接影响产品的成型速度和质量。
4. 牵引机牵引机是用来将挤出的产品持续牵引和拉伸,以确保产品的形状和尺寸保持稳定。
牵引机通常具有不同牵引速度和力度的调节功能,可以根据产品的要求进行灵活调整。
牵引机的性能对产品的表面光滑度和尺寸一致性有着重要影响。
5. 切割机切割机是将挤出的产品按照要求的尺寸进行切割和定型的设备。
切割机通常具有高速、精确的切割功能,可以实现对产品尺寸的精确控制。
切割机的性能对产品的最终成型质量和外观效果有着决定性影响。
结语挤出成型机组是一个由多个不同设备组成的生产系统,在实际生产中各个设备之间需要密切协作,以确保产品的高效率生产和优质成型。
以上介绍的挤出成型机组包括的设备主要包括挤出机、模具、冷却系统、牵引机和切割机,它们各自担负着重要的功能,共同组成一个完整的挤出成型生产线。
挤出成型技术在现代工业生产中具有重要地位和应用前景,随着科技的不断发展和进步,挤出成型机组的设备和技术也在不断创新和完善,为各行各业的生产提供了更多可能性和选择。