45#钢锭冶炼浇铸工艺
- 格式:doc
- 大小:42.50 KB
- 文档页数:4
致45岁女人生日感言致45岁女人生日感言在平凡的学习、工作、生活中,我们时常会遇到不一样的人,经历不同的事,有不同的感触,这时就十分有必须要写一篇感言。
那要怎样写好感言呢?下面是小编收集整理的致45岁女人生日感言,希望对大家有所帮助。
1、人到中年尤其女人更应该注重自己的仪态举止。
2、今天是我的生日,又大了一岁,生日快乐!我对自己说。
3、明天我生日大家祝我快乐好吗?4、人到中年的女人,少用一点美颜相机,多用一点智慧心思。
5、人到中年时,我懂得了人生如梦往事如烟,离愁别绪时一切随缘。
6、女人不负能量,不整天嚷嚷着减肥,就是你们这辈子最好的德行了,这样就是世界合格好公民了。
7、这是郁金香的日子,也是你的日子。
愿你年年这一天吉祥如意,芬芳馥郁!8、只有懂得生活的人,才能领略鲜花的娇艳,只有懂得爱的人,才能领略到心中芬芳,祝你有一个特别的生日。
9、又大了一岁!岁应该是一个大人了,同龄人很多都已经结婚,甚至有了孩子岁,人生也走过了三分之一,可总觉得自己还是个孩子,跟岁的感觉没什么区别,但隐隐约约又觉得不太一样,可能是责任感又重了一份吧……10、时间如流水又要迎来岁的生日了应该说是长大了一岁还是说老了。
11、难忘您慈爱的微笑,常想您鼓励的眼神,牢记您谆谆的教诲,铭刻您无微不至的关心亲爱的老师,发条短信祝您天天开心!12、生活就像万花筒,缤纷精彩,于是便有了那些所谓的快乐,幸福祝自己生日快乐!13、时间总是一秒一秒一分一分一时一时一天一天的按部就班的走着,有时猛然回首却会感慨时间过得好快好快是在时光的沿途中被某些人事物,牵引着彷徨的心,导致失去了方向与感觉————这既是成长。
14、我要感谢那些爱我的人,是你们,让我感受到了爱的存在你们的付出,我是感受得到的!15、人到中年,越来越感觉一个女人的安全感真有一部分是经济基础决定的。
16、你心底坦荡善良,呵护着我善感柔弱的心灵;你待人宽容真诚,谅解着我幼稚任性的举动;你态度亲切温和,融化着我冰冷淡漠的外表;你精神乐观向上,开导着我悲观厌世的思想!亲爱的,真意谢谢你!17、又长了一岁了,希望能让自己变得成熟点,变得更幸福点,如果能减肥点,再加变得漂亮点就更好了!呵呵!其实生活是自己的,快乐和幸福都取决去自己吧!18、幸福的生活中少不了你的陪伴,高兴的快乐都是关于你的出现感谢有你,生活不在孤单;感谢有你,距离不在遥远;感谢有你,短信!19、一朵花坠落的速度连时间都放慢了脚步。
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C4545号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
45#钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
1. 45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPa 优质碳素钢牌号: 45化学成分质量分数%|C: 0.42~0.50化学成分质量分数%|Si: 0.17~0.37化学成分质量分数%|Mn: 0.50~0.80化学成分质量分数%|Cr≤: 0.25化学成分质量分数%|Ni≤: 0.30化学成分质量分数%|Cu≤: 0.25tianshanlouren 实习小编一级|消息| 我的百科| 我的知道| 百度首页| 退出我的百科我的贡献草稿箱我的任务为我推荐新闻网页贴吧知道MP3图片视频百科文库帮助设置首页自然文化地理历史生活社会艺术人物经济科学体育红楼梦世博金属热处理工艺百科名片金属热处理是将金属工件放在一定的介质中加热、保温、冷却,通过改变金属材料表面或内部的组织结构来控制其性能的工艺方法。
45号钢与Q235区别一、45号钢的硬度常规是多少度?和Q235有什么区别?(1)主要区别如下:首先,用途不同,Q235是普通结构钢,属工程用钢,主要用作钢构件,如角钢、槽钢、工字钢、钢板等;45号钢是优质碳素结构钢,属机械用钢,主要用作机械零件,如轴类、齿轮、高强度螺栓等。
再者,钢号表示方法不同,Q235钢号表示的是钢的力学性能-强度(屈服强度不低235MPa);45号钢好表示钢的化学成分(钢的含碳量为0.45%左右)。
还有钢的性能也不同,Q235属于低碳钢,其塑性较高,但强度较低,适合于拉伸、压延加工,如制作型材、板材等;45号钢属于中碳钢,可进行淬火处理,其热处理后强度和硬度高,故适合于制作机械零件,用于要求受力大及耐磨性好的场合。
(2)45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C4545号钢为优质碳素结构用钢,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
45#钢广泛用于机械制造,这种钢的机械性能很好。
但是这是一种中碳钢,淬火性能并不好,45号钢可以淬硬至HRC42~46。
所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,这样就能得到需要的表面硬度。
1. 45钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
45号钢是一种碳素结构钢,其硬度可以通过不同的测试方法来测量。
在国际标准中,常用的硬度测试方法有布氏硬度、洛氏硬度、维氏硬度等。
根据中国国家标准GB/T 700-2006《金属材料硬度试验方法》规定,45号钢的布氏硬度为232-262HB,洛氏硬度为195-235HBW,维氏硬度为195-235HV。
其中,HB、HBW和HV分别表示布氏硬度、洛氏硬度、维氏硬度。
需要注意的是,不同的测试方法和测试条件可能会导致硬度值的差异。
因此,在实际应用中,需要根据具体情况选择适当的测试方法,并进行合理的数据处理和分析。
1、虽然你已大步迈入奔五行列了,可在我心里你永远是25岁!生日快乐!2、智慧与美貌并存,潮流与前沿代表,人见人爱无与匹敌的拥有魔鬼身材天使面容的小寿星,在此我谨代表全天下祝愿你生日快乐,永远美丽!3、祝你美丽压群芳,善良传四方,温柔力无挡,青春一百年!生日定要快乐哟!4、让我真诚地祝愿你,祝愿您的生命之叶,红于二月的鲜花!5、生日收到我信息,开心幸福数第一,看看信息变美丽,气死玫瑰无法比,青春脸庞放光辉,玛瑙光彩往后退,浓密头发落双肩,无比娇艳胜天仙。
生日快乐!6、用一只画笔描绘你的貌美,用一段旋律唱出你的优雅,用一朵鲜花映出你的纯真可爱,用一滴浓墨写出你的阳光心情,祝你生日快乐!7、亲爱的你加了一岁,加了一份魅力,加了一份成熟,加了一份智慧。
8、愿我的祝福,如一缕灿烂的阳光,在您的眼里流淌,生日快乐!9、愿你一直身材苗条线条好,永远青春美丽不变老,四十岁的年龄,三十岁的心脏,二十岁的形象,十八的心态,永葆青春花期长。
祝你生日快乐!10、生日的烛光中摇曳一季繁花,每一支都是我的祝愿:生日快乐!11、虽然你不是天使,但却有着天使的美丽。
虽然你不是公主,但却有着公主的气质。
平凡而又不凡的你,散发着迷人的芳香。
生日快乐,我的朋友!12、祝你脸蛋越来越漂亮,身材越来越魔鬼,女人味越来越浓烈,笑容越来越迷人,气质越来越优雅,45岁生日快乐!13、在你的45岁生日之际,诚挚地献上我的三个祝愿:一愿你身体健康;二愿你幸福快乐;三愿你万事如意!14、你高贵的气质宛如香槟玫瑰,让人敬仰。
你优雅的体态宛如怒放的荷花,让人膜拜。
天地的精华孕育了多彩的你,在你生日之际,祝生日快乐!15、祝伊娇颜美若花,心悦笑靥少忧愁,心意世事梦成真,生辰之际媚年华,日光微暖覆华裳,快舞欢歌心飞扬,乐饮美酒醉悠然。
16、今天是你的生日,祝你生日快乐!我想把幸福快乐甜蜜温暖都送给你,愿你度过一个最美好的生日,希望你未来的每一天都像今天一样快乐!17、笑容绽放如花,我祝你永远十八,美丽动人给力,事业身体如意,要问我为什么话语如此甜蜜,因为今天是你生日,我想给你我的心意。
45号钢参数1. 化学成分:C:0.42-0.50%Si:0.17-0.37%Mn:0.50-0.80%S:≤0.035%P:≤0.035%2. 机械性能:屈服强度(σs):≥450MPa抗拉强度(σb):≥600MPa伸长率(δ):≥14%断面收缩率:≥45%冲击韧性(岛氏V型):≥63J(J/cm2)硬度:≤217HBW3. 焊接性能:45号钢具有良好的焊接性能,可以使用大部分常规的焊接方法,如电弧焊、气保焊、埋弧焊、激光焊等。
4. 用途:由于45号钢具有较高的屈服强度和抗拉强度,适用于生产高要求的轴类、受力件以及各种承压部件。
45号钢还广泛应用于机械制造、汽车制造、船舶制造等领域。
45号钢是一种常见的优质钢材,其机械性能和焊接性能都很优秀,适用范围广泛,受到了广泛的应用和认可。
除了前面提到的机械制造、汽车制造、船舶制造领域,45号钢在建筑材料、管道、金属制品等方面也有广泛的应用。
下面我们就一一介绍:1. 建筑材料将45号钢进行冷拔、冷轧、热轧等加工后,可以生产各种规格和形状的钢材,如板材、管材、角钢、梁等。
这些钢材广泛应用于建筑物的承重和支撑结构中,例如建筑柱、梁、桥梁和隧道结构等。
2. 管道45号钢的高强度和优良的焊接性能,使其成为制造管道的优质原材料。
45号钢制造的管道可用于输送天然气、石油和水等液体和气体。
3. 金属制品由于45号钢具有优良的机械性能和耐腐蚀性能,可以生产各种结构和形状的金属制品,如锻件、齿轮、螺丝、螺母、轴承、销、卡簧等,这些金属制品广泛应用于机械、汽车、机床和船舶等领域。
45号钢在众多工业领域中都有着广泛的应用,这种优质钢材的机械性能和耐腐蚀性能也得到了广泛的认可和使用。
由于45号钢适用性广泛,其生产和加工工艺也具有较高的技术要求。
我们需要继续对45号钢从材料设计、生产加工、质量控制等不同方面进行深入研究和优化,以更好地满足不同行业对于钢材的需求和要求。
我们也应该加强与其他国家的交流和合作,引进先进技术,提高我国的钢材生产和加工水平,推动钢材行业的发展和繁荣。
45度人生是什么意思
45度人生是一个网络热词,意思如下:
“四十五度人”,意思是只想躺平又做不到,想起身好好拼一把又三分钟热度,每天都在躺平和起身中反复,然后卡在中间45°的尴尬状态,还有一种说法就是360度人,无论怎么努力都会回到原点,又被现实破防了。
自从“内卷”“躺平”等网络热词面世以来,逐渐成为口头禅充斥在大家的生活中。
由此衍生的“45°人生”一词逐渐进入人们视野。
(45°人生指那些在躺平和内卷两种状态中不断变换,处于中间45度尴尬状态的人生)。
不少人表示,终于找到了一个符合自身定位的词语。
原来自己的人生有一个“学名”——“45°人生”。
在内卷与躺平中纠结那么久,还是它更适合我。
上又上不去,下又下不来,处在中间的我真的很尴尬,45°人生对于我来说是如此的贴切。
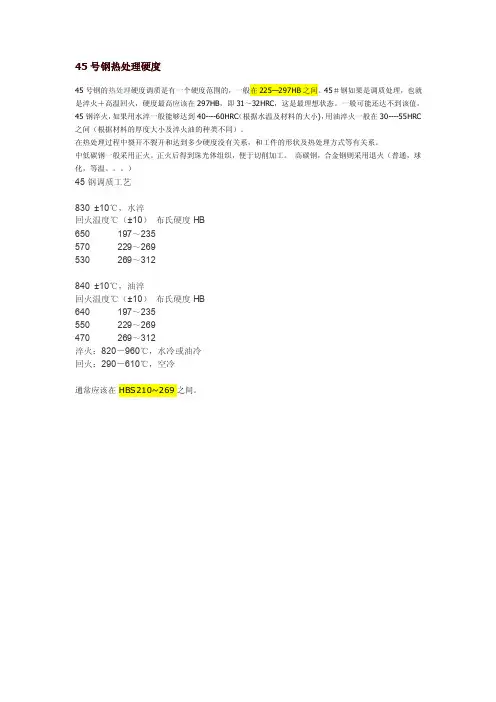
45号钢热处理硬度
45号钢的热处理硬度调质是有一个硬度范围的,一般在225—297HB之间。
45#钢如果是调质处理,也就是淬火+高温回火,硬度最高应该在297HB,即31~32HRC,这是最理想状态。
一般可能还达不到该值。
45钢淬火,如果用水淬一般能够达到40----60HRC(根据水温及材料的大小),用油淬火一般在30----55HRC 之间(根据材料的厚度大小及淬火油的种类不同)。
在热处理过程中裂开不裂开和达到多少硬度没有关系,和工件的形状及热处理方式等有关系。
中低碳钢一般采用正火。
正火后得到珠光体组织,便于切削加工。
高碳钢,合金钢则采用退火(普通,球化,等温。
)
45钢调质工艺
830 ±10℃,水淬
回火温度℃(±10)布氏硬度HB
650 197~235
570 229~269
530 269~312
840 ±10℃,油淬
回火温度℃(±10)布氏硬度HB
640 197~235
550 229~269
470 269~312
淬火:820-960℃,水冷或油冷
回火:290-610℃,空冷
通常应该在HBS210~269之间。
45岁⼥⼠的⽣⽇快乐温馨祝福语 ⽣⽇快乐,我的朋友,年龄不重要,重要的是内⼼。
下⾯是店铺为你整理的⼀些45岁⼥⼠的⽣⽇祝福语,供⼤家阅览! 45岁⼥⼠的⽣⽇祝福语【精选版】 1.⽣活与⽣命总有碰撞,只是时间划分了界限,总有年龄让你买票观影,快乐与幸福总是相互辉映,只是时间记住了想念,我的祝福第⼀个先到,⽣⽇快乐 2.今天你⽣⽇,⽇⽉同光辉,今天你幸福,全世界都祝福,今天你快乐,笑声传遍⼤江南北,不要怀疑,在我的世界⾥你的影响⼒就是这么⼤,⽣⽇快乐。
3.让⼀次等待和相遇擦出的⽕花为你点亮⽣命的⼜⼀次旅途,让我的祝福和问候烘烤的美味诱惑你永远灿烂的微笑,朋友,祝你⽣⽇快乐,健康平安。
4.快乐是今天的主题,幸福是有⼒的论据,愿望是论证的论点,实现是最后的观点,祝福是关键的总结,朋友,⽣⽇快乐,新的⼀岁,要给⼒哦。
5.笑容绽放如花,我祝你永远⼗⼋,美丽动⼈给⼒,事业⾝体如意,要问我为什么话语如此甜蜜,因为今天是你⽣⽇,我想给你我的⼼意。
6.我把蓝天作为画纸,轻风作为画笔,为你画出美好的⽣⽇祝愿;我捧着⽩云,奉上星星,送给正在看短信的你,祝福你⽣⽇快乐,好事连连。
7.今⽇天很蓝,阳光很暖,花⼉很艳,连鸟⼉的歌声都很甜,⾏⼈个个带笑脸,我也忙把短信编,送你问候和祝愿:祝你⽣⽇快乐,祝你幸福年年! 8.喧闹的派对笼罩欢乐的容颜,⾹醇的美酒传递幸福的⽢甜,绚丽的烛光映照开⼼的笑脸,甜蜜的蛋糕表达对你的祝愿:祝你⽣⽇快乐! 9.⼀年⼀度,⽣命与轮回相逢狭路,我满载祝福千⾥奔赴,⼀路向流星倾诉,愿你今天怀⾥堆满礼物,⽿⾥充满祝福,⼼⾥溢满温度,⽣⽇过得最酷! 10.我代表党和⼈民热烈祝贺你⽣⽇快乐!愿你在三个代表的重要思想指导下,认真贯彻⼤精神,与时俱进,再接再厉,迎接我的到来!祝你⽣⽇快乐! 45岁⼥⼠的⽣⽇祝福语【经典版】 1.送你⼀份超级爱⼼蛋糕,装满你整个的房间,找来爱⼼⼤使为你做⽣⽇专题报道,争取为你创⼀个⽆敌⽣⽇的世界记录,愿你今天拥有最⼤的快乐和骄傲 2.长长的距离,长长的线,长长的时间,长长的挂念,长长的⽇⼦,长长的祝愿,每逢今⽇送⾝边,祝愿:⽣⽇快乐,不⽌在今天,⽽是天天年年⽆边。

45岁生日感言45岁生日感言在平凡的学习、工作、生活中,我们心中难免会有一些新的想法,这时就可以通过写感言的方式将其记录下来。
那么好的感言都具备一些什么特点呢?以下是小编帮大家整理的45岁生日感言,欢迎阅读,希望大家能够喜欢。
45岁生日感言11、无论你今天要面对什么,既然走到了这一步,就坚持下去,给自己一些肯定,你比自己想象中要坚强。
早安!2、如果你因失去了太阳而流泪,那么你也将失去群星了。
祝自己生日快乐!3、尽可多创造快乐去填满时间,哪可活活缚着时间来陪着快乐。
祝自己生日快乐!4、不说人短,不思人过;不念人恶,不扬人错。
能过就是生活,能走就是道路。
莫嫌路颠簸,世界本曲折。
你好,早安!5、所以,未来的日子里,我要快乐,要让生活充满阳光,要实现我所有的梦想,要尽全力让所有爱我的和我爱的人快乐。
我要成长,要学会体谅和承担,要懂得如何善解人意而不再任意妄为,要让生活简单纯净。
我要忘记悲伤不再寂寞,要学着在难过和寂寞的时候找到快乐和欣然。
我要坚持我自己的信念,肯定自己的力量和能力,坚信我的梦想经过努力后一定会成为现实,不畏惧所有怀疑和阻碍,我要努力让我的未来更加明朗、更加美好。
6、你的出生给这个世界带来了欢笑,你的出生给这个世界带来了祥和,你的出生给这个世界带来了幸福,为了这个世界的美好,你的生日一定要快快乐乐的哟。
7、我加了一岁,加了一份魅力,加了一份成熟,加了一份智慧。
8、一生一世,时间和生命的精彩在轮回中相逢。
这一刻,我虔诚的在佛前为你祈祷祝福:愿你的人生都像今天这般七彩斑斓,你的耳边永远充满甜蜜的喝彩,心里流淌着幸福的旖旎。
9、拥有一个健康的体魄将使你的生活更具活力;拥有一个清醒的头脑将使你的人生更具理智;拥有一群朋友将使你的生活更具快乐;拥有一颗爱心将使你的生活更具和谐。
祝自己生日快乐!10、胸怀更宽广些,懂得进取与淡薄,生活的态度与责任,面对世事变迁生命无常的.淡定从容,要做一个坚强、善良、正直、健康、活力的女孩子。
“4×5”是一个数学表达式,表示4乘以5的意思。
读作“四乘以五”,写作“4×5”。
4×5指的是4乘以5,是乘法运算,乘法运算定义为“两个数相乘后得出的积”。
因此,4×5的计算结果是20。
4×5这个表达式可以用数学符号表达,也可以用文字表达,文字
表达形式为“4乘以5”。
4×5这个表达式读作“四乘以五”,写作“4×5”,是一个简单的数学表达式,可以用于简单的乘法运算。
4×5的计算结果是20,是4与5的乘积,是一个较容易求出的四则运算
计算结果。
4×5读作“四乘以五”,写作“4×5”,是一个常用的数学表达式,有助于我们更加清晰准确地表达我们计算的数学公式,也为我们提供了计算方便。
45#钢在一般工艺条件下不能进行焊接,因为随着含碳量的增加,钢材的可焊性变差,低碳钢具有较好的可焊性,含碳量超过0.35%的钢材可焊性较差容易产生焊接裂纹。
当采取一些特殊的工艺措施后,45#钢也可以进行焊接,一般是焊前预热,小的焊接规范,焊后缓冷以及焊后消除应力退火等措施是可以进行焊接的,但是容易产生淬硬组织,在焊缝和热影响区都容易产生马氏体组织和较大的焊接残余应力。
钢的分类钢是含碳量在0.04%-2.3%之间的铁碳合金。
为了保证其韧性和塑性,含碳量一般不超过1.7%。
钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。
钢的分类方法多种多样,其主要方法有如下七种:1、按品质分类(1) 普通钢(P≤0.045%,S≤0.050%)(2) 优质钢(P、S均≤0.035%)(3) 高级优质钢(P≤0.035%,S≤0.030%) 2.、按化学成份分类(1) 碳素钢:a.低碳钢(C≤0.25%);b.中碳钢(C≤0.25~0.60%);c.高碳钢(C≤0.60%)。
(2)合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%)。
3、按成形方法分类:(1) 锻钢;(2) 铸钢;(3) 热轧钢;(4) 冷拉钢。
4、按金相组织分类(1) 退火状态的a.亚共析钢(铁素体+珠光体)b.共析钢(珠光体)c.过共析钢(珠光体+渗碳体)d.莱氏体钢(珠光体+渗体)。
(2) 正火状态的:a.珠光体钢;b.贝氏体钢;c.马氏体钢;d.奥氏体钢。
(3) 无相变或部分发生相变的5、按用途分类(1) 建筑及工程用钢:a.普通碳素结构钢;b.低合金结构钢;c.钢筋钢。
(2) 结构钢a.机械制造用钢:(a)调质结构钢;(b)表面硬化结构钢:包括渗碳钢、氨钢、表面淬火用钢;(c)易切结构钢;(d) 冷塑性成形用钢:包括冷冲压用钢、冷镦用钢。
b.弹簧钢 c.轴承钢(3) 工具钢:a.碳素工具钢;b.合金工具钢;c.高速工具钢。
45的英文你知道45的英文怎么说吗?一起来学习一下吧!45的英文:forty-five词组习语:at nine forty-five1.九点四十五分Three forty-five1.三点四十五分forty-five degree angle1.度角forty - five1.到四十五岁2.四十五分hree forty-five1.三点四十五分forty-three years old1.43岁45的英文例句:1. I dare you to sit through forty-five minutes with someone like Vincent!我想你绝不敢和文森特这样的人一起坐上45分钟!2. On the foreign exchanges, the US dollar is up point forty-five.在外汇交易中,美元上涨了0.45个百分点。
3. Daphne Farlow, at forty-five, still looked and spoke like an overgrown schoolgirl.45岁的达芙妮·法洛外貌言谈都还像个稚气未脱的小女生。
4. The tremor occurred in Bucharest, where buildings trembled spasmodically forforty-five seconds or so.布加勒斯特发生了轻微的地震,建筑物间歇性地晃动了约45秒钟。
5. Menstruation may cease when a woman is anywhere between forty-five and fifty years of age.女性停经是在45至50岁期间。
6. In June 1945, Britain still had forty-five per cent of its workforce in the Services and munitions industries.1945年6月,英国仍然有45%的劳动力在部队服役或就职于军火工业。
45#钢锭冶炼浇铸工艺
一、初始条件
1、锭型:2吨圆锭:430/380×2000
19寸方锭:锭重:1.6吨
24寸方锭:锭重:4.8吨
2、化学成分要求
3、产量:按公司计划量进行
二、工艺流程
原材料、辅料准备——配料——电炉初炼——LF炉精炼——真空脱气——钢锭浇铸——模冷——脱模——精整——检验入库
三、工艺要求及操作要点
1、原材料、辅料应符合如下要求
①废钢应清洁、无油污和杂质,块度与单重符合电炉冶炼要求(单重<2t,长度<1200mm,宽度<600mm)。
②炼钢生铁要求清洁、干燥,成分明确并符合标准(生铁单重≯45kg/块,3kg以下的碎铁不超过10%)。
③合金炉料(Si-Fe、Mn-Fe),应保证成分明确,清洁、干燥,符合技
术标准。
④萤石、石灰等造渣料应保证质量,按烘干工艺充分干燥。
⑤平板砖、铸管砖、水口、石英砂、耐火泥等材料必须符合浇铸用的质量要求,使用前应充分干燥。
⑥保护渣、绝热保温帽口应符合钢锭浇铸规定要求,并充分干燥。
2、配料要求
①严格按本钢种控制成份进行配料。
②计量要准确,装料要紧密,要易于导电。
3、电炉初炼要求
①装料前放石灰一斗(200kg),然后按装料程序进行装料。
②冶炼过程中,严格按照工艺规程进行操作。
③控制好供氧量,炉料全部熔清,分析炉中成份,确保初样碳不低于
0.40%,保证脱碳量≥0.20%。
④合理供电曲线,控制好熔清和氧化期,温度变化,缩短氧化期冶炼时间。
⑤如果钢水过氧化,放钢前必须随钢流插电极脱氧或采用其它方法脱氧。
⑥拉渣条件:终点C≥0.15%,S≤0.08%,P≤0.01%,温度达到1640~1650℃,调查况,确保渣系流动性,以利于拉渣干净。
⑦放钢时必须每炉随钢流加入Al条10kg/炉,增碳剂、石灰200kg/炉于钢包内(钢包使用前必须充分烘烤)。
⑧放钢过程中,氩压不易过大,以钢水裸露渣面为准。
⑨钢包合金配加按该钢种成分下限配加。
⑩严禁放钢时下渣于钢包内,防止回磷。
4、精炼炉操作要点
①座包、通电、补加适量萤石、石灰和脱氧材料还原。
②控制好吹氩压力,初炼放钢:0.6~0.8MPa,进入LF炉为0.4~0.5MPa,精粹阶段:0.3~0.4MPa,浇注时为0.2~0.4MPa,总的原则是钢水表面翻小泡为好,不能大翻,否则增加钢中夹杂物含量,影响吹氩效果。
③能电还原20分钟后,视渣白,温度达到1530~1560℃,取样分析,在取样过程中观察炉渣情况,根据渣况补加适量石灰、萤石、脱氧材料,以调整好炉渣流动性并保持还原气氛,并根据合金含量微调成分。
④视成分、温度达到要求后加钛铁15kg/炉。
⑤吊包前喂丝铝丝60米。
⑥吊包温度:1610~1630℃,进VD炉。
5、VD炉操作要求
①VD炉提前预约蒸气,待钢包进入真空罐后,按设备要求,将罐盖、包盖复位密封,进入真空脱气6分钟。
②真空度达67Pa时,保持真空时间不小于10分钟。
③破空测温,加及大包覆盖剂,软吹氩时间大于10分钟,达到钢种浇铸温度1560~1580℃,吊包到下工序。
6、浇铸
①浇铸前准备工作
a、检查钢锭模内表面是否清洁、干净。
b、检查平板砌筑,帽口摆放是否符合要求,石腊草圈是否到位,保护渣加入是否符合。
c、摆模时,模底砖要塞紧塞平。
d、检查模子是否摆准、摆正。
e、摆好模之后外露接缝用压铁四号泥压好。
②浇注
a、浇注前测量钢水量,减少测量失误。
b、开浇前对准浇口,钢包水口与喇叭口相差200mm为准。
c、开浇前5分钟,用麻绳将吊好的保护渣放入钢锭模内(要求保护渣离内模底15~20mm),保护渣的加入量为2.4kg/吨,操作过程中,如发现保护渣发红时,可补加适量,保持保护渣不发红为止,浇注完毕,立即用碳化稻壳加满帽口并以见不到发红为止。
d、在喇叭口上方安装好黄纸板做成的将军帽,若不能自动开浇时移至平板外流开浇,但要控制钢流,待水口预热至能达到自动开浇时,关闭滑板,移动钢包对好浇口,再实现自动开浇。
e、浇注速度控制。
根据钢水温度控制好注速,做到“高温慢浇、低温快注”的原则,以钢水在钢锭模内上升平衡为准,具体时间如下:
③钢锭冷却制度
钢锭冷却制度应根据钢锭模周围情况而定,钢锭模周围得过来,可采用模冷,反之,采用缓冷(砂冷)模冷时间为:
7、脱模后精整,检验、入库。
8、各工序完毕后,应清理好现场,做好原始记录。