《FANUC数控系统》PPT课件
- 格式:ppt
- 大小:4.97 MB
- 文档页数:72

FANUC 数控系统简介
一、FANUC数控系统的发展
1、FANUC 公司创建于1956年,1959年首先推出了电液步进电机,在后来的若干年中逐步发展并完善了以硬件为主的开环数控系统。进入70年代,微电子技术、功率电子技术,尤其是计算技术得到了飞速发展,FANUC公司毅然舍弃了使其发家的电液步进电机数控产品,一方面从GETTES公司引进直流伺服电机制造技术。1976年FANUC公司研制成功数控系统5,随时后又与SIEMENS公司联合研制了具有先进水平的数控系统7,从这时起,FANUC公司逐步发展成为世界上最大的专业数控系统生产厂家,产品日新月异,年年翻新。
2、1979年研制出数控系统6,它是具备一般功能和部分高级功能的中档CNC系统,6M适合于铣床和加工中心;6T适合于车床。与过去机型比较,使用了大容量磁泡存储器,专用于大规模集成电路,元件总数减少了30%。它还备有用户自己制作的特有变量型子程序的用户宏程序。
3、1980年在系统6的基础上同时向抵挡和高档两个方向发展,研制了系统3和系统9。系统3是在系统6的基础上简化而形成的,体积小,成本低,容易组成机电一体化系统,适用于小型、廉价的机床。系统9是在系统6的基础上强化而形成的具备有高级性能的可变软件型CNC系统。通过变换软件可适应任何不同用途,尤其适合于加工复杂而昂贵的航空部件、要求高度可靠的多轴联动重型数控机床。 精选文库
-- 2 4、1984年FANUC公司又推出新型系列产品数控10系统、11系统和12系统。该系列产品在硬件方面做了较大改进,凡是能够集成的都作成大规模集成电路,其中包含了8000个门电路的专用大规模集成电路芯片有3种,其引出脚竟多达179个,另外的专用大规模集成电路芯片有4种,厚膜电路芯片22种;还有32位的高速处理器、4兆比特的磁泡存储器等,元件数比前期同类产品又减少30%。由于该系列采用了光导纤维技术,使过去在数控装置与机床以及控制面板之间的几百根电缆大幅度减少,提高了抗干扰性和可靠性。该系统在DNC方面能够实现主计算机与机床、工作台、机械手、搬运车等之间的各类数据的双向传送。它的PLC装置使用了独特的无触点、无极性输出和大电流、高电压输出电路,能促使强电柜的半导体化。此外PLC的编程不仅可以使用梯形图语言,还可以使用PASCAL语言,便于用户自己开发软件。数控系统10、11、12还充实了专用宏功能、自动计划功能、自动刀具补偿功能、刀具寿命管理、彩色图形显示CRT等。
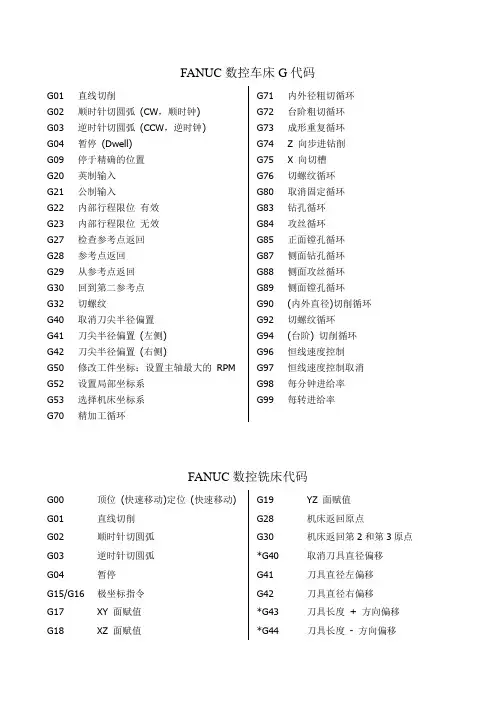
FANUC数控车床G代码
G01 直线切削
G02 顺时针切圆弧 (CW,顺时钟)
G03 逆时针切圆弧 (CCW,逆时钟)
G04 暂停 (Dwell)
G09 停于精确的位置
G20 英制输入
G21 公制输入
G22 内部行程限位 有效
G23 内部行程限位 无效
G27 检查参考点返回
G28 参考点返回
G29 从参考点返回
G30 回到第二参考点
G32 切螺纹
G40 取消刀尖半径偏置
G41 刀尖半径偏置 (左侧)
G42 刀尖半径偏置 (右侧)
G50 修改工件坐标;设置主轴最大的 RPM
G52 设置局部坐标系
G53 选择机床坐标系
G70 精加工循环 G71 内外径粗切循环
G72 台阶粗切循环
G73 成形重复循环
G74 Z 向步进钻削
G75 X 向切槽
G76 切螺纹循环
G80 取消固定循环
G83 钻孔循环
G84 攻丝循环
G85 正面镗孔循环
G87 侧面钻孔循环
G88 侧面攻丝循环
G89 侧面镗孔循环
G90 (内外直径)切削循环
G92 切螺纹循环
G94 (台阶) 切削循环
G96 恒线速度控制
G97 恒线速度控制取消
G98 每分钟进给率
G99 每转进给率
FANUC数控铣床代码
G00 顶位 (快速移动)定位 (快速移动)
G01 直线切削
G02 顺时针切圆弧
G03 逆时针切圆弧
G04 暂停
G15/G16 极坐标指令
G17 XY 面赋值
G18 XZ 面赋值 G19 YZ 面赋值
G28 机床返回原点
G30 机床返回第2和第3原点
*G40 取消刀具直径偏移
G41 刀具直径左偏移
G42 刀具直径右偏移
*G43 刀具长度 + 方向偏移
*G44 刀具长度 - 方向偏移 G49 取消刀具长度偏移
*G53 机床坐标系选择
G54 工件坐标系1选择
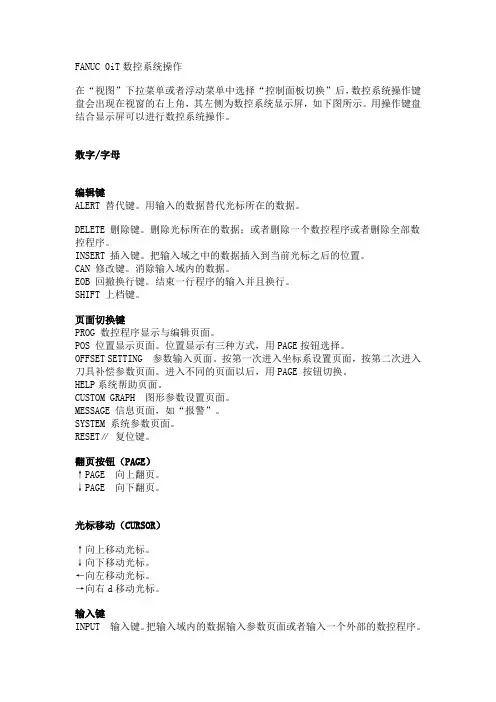
FANUC 0iT数控系统操作
在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统显示屏,如下图所示。用操作键盘结合显示屏可以进行数控系统操作。
数字/字母
编辑键
ALERT 替代键。用输入的数据替代光标所在的数据。
DELETE 删除键。删除光标所在的数据;或者删除一个数控程序或者删除全部数控程序。
INSERT 插入键。把输入域之中的数据插入到当前光标之后的位置。
CAN 修改键。消除输入域内的数据。
EOB 回撤换行键。结束一行程序的输入并且换行。
SHIFT 上档键。
页面切换键
PROG 数控程序显示与编辑页面。
POS 位置显示页面。位置显示有三种方式,用PAGE按钮选择。
OFFSET SETTING 参数输入页面。按第一次进入坐标系设置页面,按第二次进入刀具补偿参数页面。进入不同的页面以后,用PAGE 按钮切换。
HELP系统帮助页面。
CUSTOM GRAPH 图形参数设置页面。
MESSAGE 信息页面,如“报警”。
SYSTEM 系统参数页面。
RESET∥ 复位键。
翻页按钮(PAGE)
↑PAGE 向上翻页。
↓PAGE 向下翻页。
光标移动(CURSOR)
↑向上移动光标。
↓向下移动光标。
←向左移动光标。
→向右d移动光标。
输入键
INPUT 输入键。把输入域内的数据输入参数页面或者输入一个外部的数控程序。
手动操作虚拟数控铣床
回参考点
*置模式 《 旋钮在“+(回原点)”位置
*选择各轴 X°□ Z° ,按住按钮,即回参考点.
移动
手动移动机床的方法有三种:
方法一: 连续移动(∽)。这种方法用于较长距离的台面移动。
(1) 置模式旋钮在“JOG”位置:∧∧ (手动进给方式)
(2) 选择各轴,按方向钮,按住按钮机床台面运动,松开后停止运动。
方法二: 点动 ︹︹ (手动脉冲方式),这种方法用于微量调整,如用在对基准操作中。

Fanuc系统参数
一.16系统类参数
1. SETTING 参数
参数号 符号 意义 16-T 16-M
0/0 TVC 代码竖向校验 O O
0/1 ISO EIA/ISO代码 O O
0/2 INI MDI方式公/英制 O O
0/5 SEQ 自动加顺序号 O O
2/0 RDG 远程诊断 O O
3216 自动加程序段号时程序段号的间隔 O O
2.RS232C口参数
20 I/O通道(接口板):
0,1: 主CPU板JD5A
2: 主CPU板JD5B
3: 远程缓冲JD5C或选择板1的JD6A(RS-422)
5: Data Server
10 :DNC1/DNC2接口 O O
100/3 NCR 程序段结束的输出码 O O
100/5 ND3 DNC运行时:读一段/读至缓冲器满 O O
I/O 通道0的参数:
101/0 SB2 停止位数 O O
101/3 ASII 数据输入代码:ASCII或EIA/ISO O O
101/7 NFD 数据输出时数据后的同步孔的输出 O O
102 输入输出设备号:
0:普通RS-232口设备(用DC1-DC4码)
3:Handy File(3〃软盘驱动器) O O
103 波特率:
10:4800
11:9600
12:19200 O O
I/O 通道1的参数:
111/0 SB2 停止位数 O O
111/3 ASI 数据输入代码:ASCII或EIA/ISO O O
111/7 NFD 数据输出时数据后的同步孔的输出 O O
112 输入输出设备号:
0:普通RS-232口设备(用DC1-DC4码)
3:Handy File(3〃软盘驱动器) O O
113 波特率:10:4800
11:9600
12:19200 O O
其它通道参数请见参数说明书。 3.进给伺服控制参数