《数控加工工艺系统》PPT课件电子版本
- 格式:ppt
- 大小:1.12 MB
- 文档页数:65

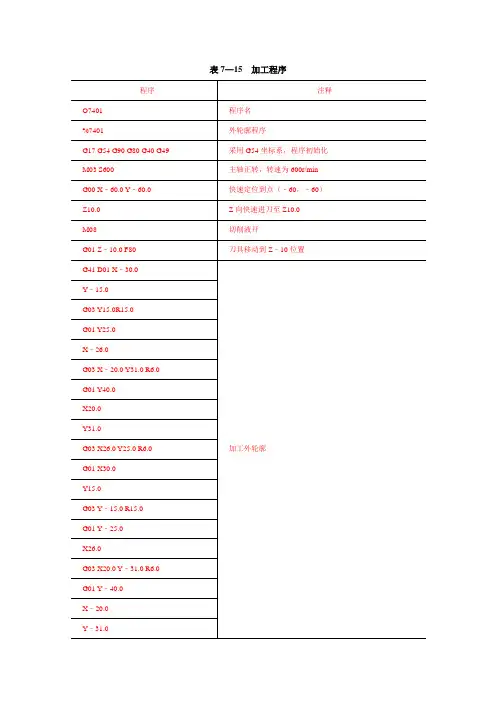
表7—15 加工程序
程序 注释
O7401 程序名
%7401 外轮廓程序
G17 G54 G90 G80 G40 G49 采用G54坐标系,程序初始化
M03 S600 主轴正转,转速为600r/min
G00 X﹣60.0 Y﹣60.0 快速定位到点(﹣60,﹣60)
Z10.0 Z向快速进刀至Z10.0
M08 切削液开
G01 Z﹣10.0 F80 刀具移动到Z﹣10位置
G41 D01 X﹣30.0
加工外轮廓 Y﹣15.0
G03 Y15.0R15.0
G01 Y25.0
X﹣26.0
G03 X﹣20.0 Y31.0 R6.0
G01 Y40.0
X20.0
Y31.0
G03 X26.0 Y25.0 R6.0
G01 X30.0
Y15.0
G03 Y﹣15.0 R15.0
G01 Y﹣25.0
X26.0
G03 X20.0 Y﹣31.0 R6.0
G01 Y﹣40.0
X﹣20.0
Y﹣31.0 G03 X﹣26.0 Y﹣25.0 R6.0
G01 X﹣30.0
X﹣60.0 Y﹣60.0 G40 退刀,取消刀具半径补偿
G00 Z150.0 抬刀
M30 程序结束
O7402 程序名
%7402 腰形槽程序
G17 G55 G90 G80 G40 G49 采用G55坐标系,程序初始化
M03 S600 主轴正转,转速为600r/min
G00 X﹣12.5 Y﹣21.651 快速定位到点(﹣12.5,﹣21.651)
M08 切削液开
Z10.0 Z向快速进刀至Z10.0
G01 Z﹣5.0 F50 刀具Z向进刀至Z﹣5.0
G41 D01 X﹣6.981 Y﹣24.005
加工腰形槽 G03 X﹣15.5 Y﹣26.847 R﹣6.0
X15.5 R31.0
X9.5 Y﹣16.455 R6.0
G02 X﹣9.5 R19.0
G01 X﹣12.5 Y﹣21.651 G40
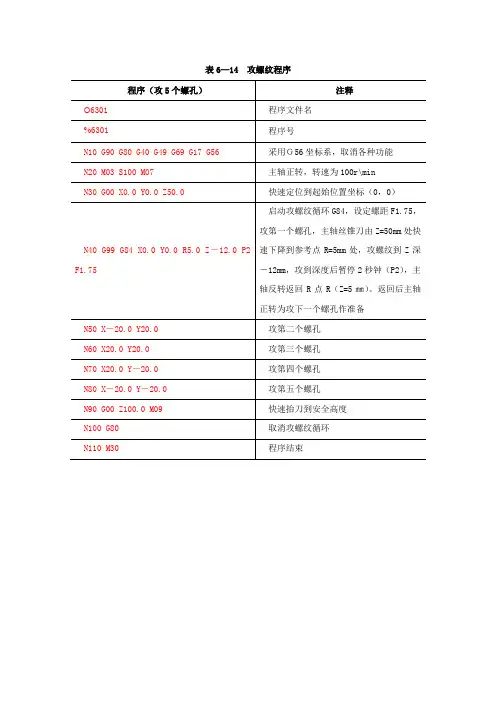
表6—14 攻螺纹程序
程序(攻5个螺孔) 注释
O6301 程序文件名
%6301 程序号
N10 G90 G80 G40 G49 G69 G17 G56 采用G56坐标系,取消各种功能
N20 M03 S100 M07 主轴正转,转速为100r\min
N30 G00 X0.0 Y0.0 Z50.0 快速定位到起始位置坐标(0,0)
N40 G99 G84 X0.0 Y0.0 R5.0 Z-12.0 P2
F1.75 启动攻螺纹循环G84,设定螺距F1.75,攻第一个螺孔,主轴丝锥刀由Z=50mm处快速下降到参考点R=5mm处,攻螺纹到Z深-12mm,攻到深度后暂停2秒钟(P2),主轴反转返回R点R(Z=5㎜)。返回后主轴正转为攻下一个螺孔作准备
N50 X-20.0 Y20.0 攻第二个螺孔
N60 X20.0 Y20.0 攻第三个螺孔
N70 X20.0 Y-20.0 攻第四个螺孔
N80 X-20.0 Y-20.0 攻第五个螺孔
N90 G00 Z100.0 M09 快速抬刀到安全高度
N100 G80 取消攻螺纹循环
N110 M30 程序结束
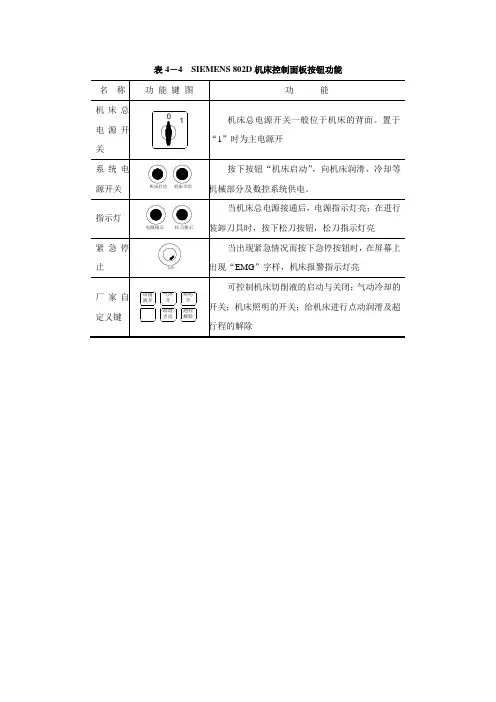
表4-4 SIEMENS 802D机床控制面板按钮功能
名 称 功 能 键 图 功 能
机床总电源开关 01 机床总电源开关一般位于机床的背面。置于“1”时为主电源开
系统电源开关 机床关闭机床启动 按下按钮“机床启动”,向机床润滑、冷却等机械部分及数控系统供电。
指示灯
松刀指示电源指示 当机床总电源接通后,电源指示灯亮;在进行装卸刀具时,按下松刀按钮,松刀指示灯亮
紧急停止 急停 当出现紧急情况而按下急停按钮时,在屏幕上出现“EMG”字样,机床报警指示灯亮
厂家自定义键 切削液开气冷 开照明 开润滑点动超程解除 可控制机床切削液的启动与关闭;气动冷却的开关;机床照明的开关;给机床进行点动润滑及超行程的解除 模式选择按钮 MDA[VAR]JogRet PointAutoSingle Block “VAR(步进增量)”模式。点击VAR键可选择步进增量,配合轴的方向键进行点动增量进给操作;
“JOG(手动)”模式。在该模式下可进行手动切削连续进给、手动快速进给、程序编辑、对刀等操作;
“RetPoint(回零)”模式。在该模式下可进行回参考点操作;
“AUTO(自动)”模式。可使机床进行自动运行程序;
“Single Block(单段加工)”模式。自动运行模式下的单段运行;
“MDA”(录入)模式。手动数据(如参数)输入的操作;
注:以上模式按钮除“SBK”与“AUTO”可复选外,其余按钮均为单选按钮,只能选择其中的一个
主轴功能 Spindle RightSpindle StopSpindle Left “Spind Right”:主轴正转按钮
“Spind Stop”: 主轴停转按钮
“Spind Left”: 主轴反转按钮
注:以上按钮仅在“JOG”或“VAR” 模式下有效
“JOG”进给及其进给方向 +Y-Z-XRAPID+X-Y+Z “JOG”模式下,按下指定轴的方向键不松开,即可指定刀具沿指定的方向进行手动连续慢速进给。进给速率可通进给速度倍率旋钮进行调节
![数控加工工艺项目化教程第四版 电子教案 (2)[5页]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/fb5f090b580102020740be1e650e52ea5518ce94.webp)
1
《数控加工工艺》电子教案
教学任务:项目一之任务二 曲面轴的数控加工工艺设计
教学时数:2课时
教学目标:
1.知识目标:掌握曲面零件轴的数学处理方法和编程尺寸设定值的确定;了解切槽刀及切槽加工工艺;了解螺纹刀并掌握螺纹车削加工工艺。
2.技能目标:能够对曲线轮廓进行处理并会获取零件各基点值;能够正确选定车削加工螺纹时的切削用量;在项目一的学习基础上进一步培养学生对工艺设计的整体思路和步骤的理解,达到能够进行较复杂的曲面轴件的数控加工工艺设计。
教学重点:尺寸的数学处理、较长轴件的装夹、螺纹车削工艺。
教学方法:讲授法、多媒体演示法、小组讨论法
教学步骤:(任务描述)
曲面轴如图1-39所示,零件材料为45钢,毛坯尺寸为Φ55mm×172mm,单件生产。设计该零件的数控加工工艺。
图1-39曲面轴
(提出问题)
1.该零件相对项目1的轴件在尺寸精度上,几何结构上有何变化?在普通车床上容易加工么?难点在哪?
2.图纸中M30×2 以及A4/8.5的含义是什么?
(引入相关知识学习)
1.圆弧曲面的车削加工
(1)圆弧曲面切削路线
①凹圆弧切削路线
②凸圆弧加工的切削路线
(2)零件图形的数学处理及编程尺寸设定值的确定 2
①编程原点的选择;轴类零件编程原点选在右端面的回转中心上。
②编程尺寸设定值的确定,编程尺寸一般平均尺寸代替,最后根据试加工结果进行修正。
③应用实例
(3)外圆弧曲面轴类零件数控车削刀具选择
车削圆弧表面或凹槽时,要注意车刀副后刀面与工件已车削轮廓表面会否干涉。
为避免干涉也可采用直头刀杆车削。
2.较长轴类零件的定位与装夹(二)
见教材表1-13实心较长轴外圆加工的装夹方式:一夹一顶、内梅花顶尖装夹、双顶尖、双顶尖中心架(或跟刀架)。
如果需要顶尖,则轴上一定有一个中心孔,了解一下中心孔的类型和结构(见知识拓展),此处回答了提出问题关于“A4/8.5的含义是什么”。