第三节三辊轧管机
- 格式:doc
- 大小:1.15 MB
- 文档页数:4

三辊机工作原理
三辊机是一种常见的冷轧设备,主要用于将金属材料进行连续轧制。
其工作原理是利用三个辊子的不同运动轨迹和力的作用,将金属材料逐渐变薄并改变其形状。
三辊机主要由两个工作辊和一个压下辊组成。
工作辊位于上方和下方,而压下辊位于中间。
工作辊和压下辊之间的间隙称为轧制间隙。
当金属材料进入三辊机时,工作辊开始转动。
金属材料通过轧制间隙,在工作辊的作用下受到压力,并被挤压变形。
同时,压下辊也施加压力于金属材料,进一步加大了变形程度。
三个辊子运动的方式使得金属材料在轧制过程中发生塑性变形。
上工作辊和压下辊的转动速度通常是一样的,而下工作辊的转动速度可以略小于上工作辊。
这样,金属材料在通过轧制间隙之前会被拉伸一段距离,从而进一步增加了变形程度。
通过不断调整轧制间隙和辊子的转动速度,可以实现对金属材料的持续轧制,使其逐渐变薄并改变形状。
三辊机常用于冷轧带材、薄板和线材的生产过程中,是金属加工中常见的工艺设备。
三辊轧管机三辊轧管机是一种常见的金属加工设备,广泛应用于钢管、铁管等金属制品的生产中。
本文将详细介绍三辊轧管机的工作原理、结构组成、操作步骤以及主要应用领域等方面的内容。
一、工作原理三辊轧管机通过将金属坯料置于三个辊筒之间进行轧制,来实现对金属坯料的塑性变形,最终得到所需尺寸的金属管材。
其中,三个辊筒主要分为上、下两个工作辊和一个调整辊。
上、下工作辊转动,将金属坯料夹持在中间进行轧制,而调整辊的主要作用是调整金属坯料的进给和平衡整个加工过程。
二、结构组成三辊轧管机主要由主机机身、辊筒、传动系统、润滑系统和控制系统等组成。
主机机身是整个设备的主体结构,承载着辊筒和传动系统等重要组件。
辊筒是实现金属坯料轧制的关键部件,一般采用高强度合金钢制造。
传动系统通过电机、减速器和传动装置等实现辊筒的转动。
润滑系统负责对辊筒和传动装置进行润滑,以保证设备的正常运行。
控制系统则负责对整个设备的运行进行监测和控制。
三、操作步骤1. 将金属坯料放置在进料口处,调整辊筒的间隙,使其与金属坯料接触。
2. 启动三辊轧管机,在保证设备正常运行的前提下,逐渐提高辊筒的转速,使其夹持金属坯料并开始轧制。
3. 根据所需的管材尺寸,逐步调整辊筒的间隙,控制金属坯料的压缩和轧制过程。
4. 在轧制过程中,及时对设备进行润滑,确保运行平稳。
5. 当金属坯料完成轧制后,停止设备并取出轧制好的金属管材。
四、主要应用领域三辊轧管机广泛应用于石油、化工、天然气、航空航天等领域。
主要用于制造各种规格的钢管、铁管、无缝管等金属管材。
在石油行业中,三辊轧管机被用于生产石油输送管道,可有效提高管道的质量和密封性能。
在化工领域,三辊轧管机可制造各种规格的化工管道,用于液体、气体等介质的输送。
而在航空航天领域,三辊轧管机则用于制造飞机、导弹等航空器件所需的金属管材。
总结起来,三辊轧管机是一种常见的金属加工设备,通过对金属坯料的轧制,实现对金属管材的制造。
它具备工作原理简单、操作方便等优点,因此在石油、化工、航空航天等领域的金属管材生产中广泛应用。
三辊轧光机操作规程三辊轧光机操作规程第一章绪论第一条为了安全、稳定地使用三辊轧光机,确保操作人员的生命财产安全,保证设备的正常运行,制定本规程。
第二条本规程适用于三辊轧光机的操作、检修及保养工作。
第三条操作人员必须经过相关的培训及考核,获得相应的证书、资格后方可从事对三辊轧光机的操作工作。
第二章三辊轧光机的操作第四条操作人员在操作三辊轧光机前,应先进行安全检查,确保设备的完好无损。
第五条操作人员在操作过程中应保持专注,并遵守以下操作规定:1. 操作人员必须仔细阅读设备操作手册,并严格按照要求操作设备。
2. 操作人员必须明确了解设备的主要组成部分、工作原理及操作步骤。
3. 在操作过程中,操作人员必须保持清醒状态,严禁饮酒、吸烟或服用能影响判断力的药物。
4. 操作人员在开始使用三辊轧光机前,必须将安全防护装置完好无损地安装在机器上,并确保其正常使用。
5. 操作人员应按照设备操作手册的要求,正确调整三辊轧光机的工作参数,确保设备在正常工作范围内。
6. 操作人员在操作过程中应保持注意力集中,不得随意离开工作岗位,严禁私自调整、拆卸设备。
第三章三辊轧光机的检修第六条三辊轧光机的检修应由经过培训的专业技术人员进行,严禁未经培训的人员私自检修设备。
第七条三辊轧光机的检修人员在进行检修前,应先了解设备的具体情况,包括设备的型号、规格、组成部分等信息。
第八条三辊轧光机的检修人员在检修过程中应遵守以下规定:1. 三辊轧光机的检修必须在设备停机并断电的情况下进行,严禁带电检修。
2. 检修人员在检修期间应佩戴防护手套、眼镜等安全装备,确保个人安全。
3. 检修人员在检修过程中,应按照设备操作手册的要求进行检查和测试,确保设备的正常运行。
第四章三辊轧光机的保养第九条三辊轧光机的保养工作应定期进行,以确保设备的正常运行。
第十条三辊轧光机的保养工作应由专职人员负责,确保工作的连续性和完成性。
第十一条三辊轧光机的保养人员在保养过程中应遵守以下规定:1. 保养人员在保养前应仔细阅读设备的维护手册,了解设备的保养要点。
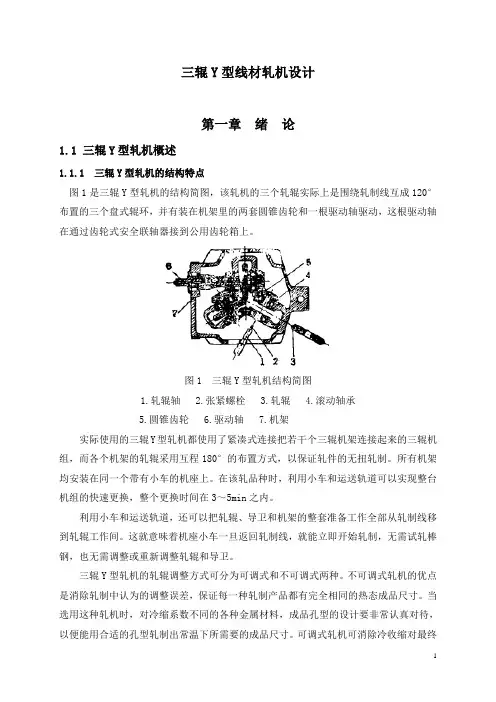
三辊Y型线材轧机设计第一章绪论1.1 三辊Y型轧机概述1.1.1 三辊Y型轧机的结构特点图1是三辊Y型轧机的结构简图,该轧机的三个轧辊实际上是围绕轧制线互成120°布置的三个盘式辊环,并有装在机架里的两套圆锥齿轮和一根驱动轴驱动,这根驱动轴在通过齿轮式安全联轴器接到公用齿轮箱上。
图1 三辊Y型轧机结构简图1.轧辊轴2.张紧螺栓3.轧辊4.滚动轴承5.圆锥齿轮6.驱动轴7.机架实际使用的三辊Y型轧机都使用了紧凑式连接把若干个三辊机架连接起来的三辊机组,而各个机架的轧辊采用互程180°的布置方式,以保证轧件的无扭轧制。
所有机架均安装在同一个带有小车的机座上。
在该轧品种时,利用小车和运送轨道可以实现整台机组的快速更换,整个更换时间在3~5min之内。
利用小车和运送轨道,还可以把轧辊、导卫和机架的整套准备工作全部从轧制线移到轧辊工作间。
这就意味着机座小车一旦返回轧制线,就能立即开始轧制,无需试轧棒钢,也无需调整或重新调整轧辊和导卫。
三辊Y型轧机的轧辊调整方式可分为可调式和不可调式两种。
不可调式轧机的优点是消除轧制中认为的调整误差,保证每一种轧制产品都有完全相同的热态成品尺寸。
当选用这种轧机时,对冷缩系数不同的各种金属材料,成品孔型的设计要非常认真对待,以便能用合适的孔型轧制出常温下所需要的成品尺寸。
可调式轧机可消除冷收缩对最终产品尺寸的影响,实现“自由尺寸”轧制,但轧辊的调整应格外小心。
三辊Y型轧机的大部分轧辊都加工成平辊,不带任何槽孔,因此轧辊的加工是比较容易的。
轧辊的加工和修正通常在数控车床上进行,其特点是三个轧辊同时进行加工,而其加工时轧辊仍然安装在机架上,无需拆卸下来。
只有当轧辊完全磨损时,才有必要更换轧辊。
根据三辊Y型轧机的结构特点,该轧机主要用在棒线材轧制的中轧区和精轧区,以及棒材精密定径的场合。
三辊Y型轧机即可用于轧制也可用于定径,或者两者兼而为之,但机组的结构形式略有不同。

三辊机的工作原理
三辊机是一种常见的机械设备,用于卷取和展开薄板材料。
它的工作原理可以分为两个阶段:卷取和展开。
在卷取阶段,工作原理如下:
1. 薄板材料从供料装置进入三辊机的进料辊之间。
2. 进料辊施加一定的压力,使得薄板材料顺着卷取方向移动。
3. 当薄板材料进入第一个压辊和第二个压辊之间时,这两个压辊会施加更大的压力,使得薄板材料被卷取起来。
4. 卷取的薄板材料继续通过第二个压辊和第三个压辊之间的空间,并被逐渐压实成一个较大的卷材。
在展开阶段,工作原理如下:
1. 卷材被放置在三辊机的出料辊之间。
2. 出料辊施加一定的压力,并且以相反的方向旋转,使得卷材开始展开。
3. 当卷材通过第三个压辊和第二个压辊之间的空间时,这两个压辊会施加更大的压力,以确保卷材的平稳展开。
4. 展开的材料最后从第一个压辊和进料辊之间的空间中离开三辊机,准备进行后续的处理或使用。
通过不断循环进行卷取和展开的过程,三辊机能够高效地处理大量的薄板材料,并满足不同行业的需求。

三辊卷管机工作原理
三辊卷管机主要由三个辊子组成,分别为上辊、下辊和侧辊。
其工作原理如下:
1.准备工作:将需要卷管的材料放在三辊卷管机的进料台上;
2.调整辊子位置:根据材料的直径和卷管要求,通过手动或自动调节机构,将上辊和下辊的间隙以及上辊与侧辊的夹角调整到合适的位置;
3.进料:启动三辊卷管机,将材料送入机器,材料通过上辊和下辊之间的间隙,同时被上辊和侧辊夹紧;
4.卷管:当材料通过上辊和下辊的作用,进一步被侧辊牢固夹紧后,三辊开始转动,材料开始绕着侧辊旋转,同时被进料,逐渐形成卷管;
5.卷管完成:当材料完全被卷管后,停止三辊的转动,取出卷管好的材料。
三辊卷管机的主要工作原理就是通过三个辊子的协同作用,将材料夹紧并转动,使其逐渐形成卷管。
通过调整辊子的位置和间隙,可以满足不同直径和长度的材料卷管需求。
三辊轧管机调整参数的计算方法吕庆功朱景清马继仁张勇钢黄建凯王成(北京科技大学) (无锡西姆莱斯钢管有限公司)摘要分析了三辊轧管的变形特点和轧机结构特点,在此基础上根据空间投影关系推导了三辊轧管机调整参数的计算公式。
应用结果表明,该公式简便可靠,对提高调整精度、减少重调次数、提高生产效率有重要意义。
关键词三辊轧管机调整计算方法CALCULATING MEDOL FOR PARAMETER SETTINGON THREE-ROLL TUBE MILLL U ¨ Qinggong ZHU Jingqing MA Jiren(University of Scienee and Technology Beijing)ZHANG Yonggang HUANG Jiankai WANG Cheng(Wuxi Seamless Steel Tube Co.,Ltd.)ABSTRACT Calculating model for parameter setting on three-roll tube mill is deducted from special relationship,obtained in deformation characteristic and mill construction analysis of three-roll tube rolling.It has been proved in practice that this model is simple and reliable,and is meaningful for setting accuracy and reducing the resetting time therefore improving the productivity.KEY WORDS three-roll tube mill,setting,calculating mode1 前言三辊轧管机以轧制高精度中厚壁管著称于世。
新型 Assel 轧管机1937年,美国工程师W.J.Assel在俄亥俄洲Wooster市Wayne Co.钢管厂对伍斯特尔轧机(Wooster Mill)重新进行了改造设计,他将这种改造设计后的斜轧管机以其名字命名为阿塞尔轧管机(ASSEL Mill)。
由于这种斜轧管机采用了三个轧辊,因此一般称之三辊轧管机,而欧美各国则习惯于称它为阿塞尔轧管机(ASSEL Mill)。
阿塞尔轧管机(ASSEL Mill)的三个轧辊在机架中呈120度角布置,与长芯棒构成一个相对封闭的环状孔型。
轧辊轴线相对于轧制中心线垂直方向和水平方向均倾斜于一定角度,分别叫喂入角和辗轧角。
轧辊形状呈锥形,中间段有一个凸起叫做辊肩,轧制时与长芯棒完成集中变形,实现较大的压下量,延伸系数可达2左右。
第一部分主要工艺设备阿塞尔(ASSEL)轧管机主要包括四部分,即:一、前台入口端:它包括毛管移送系统,由一个杠杆式移送臂将毛管送入插芯棒位置;芯棒移送系统,芯棒通过法兰盘与小车联接,带有预旋转装置的芯棒小车在底座导轨上水平往返移动,芯棒小车的往返水平移动由双链轮传动系统驱动;为保证轧制时芯棒移动速度处于控制状态,由安装在导轨底座上的两个液压缸来限制芯棒小车在轧制过程中的前进速度,芯棒的冷却由配制在小车上的水管接头从小车尾部插入芯棒进行内水冷;在芯棒小车导轨中间的芯棒托辊托住芯棒,确保芯棒平稳插入毛管,在芯棒小车前进和后退过程中四个芯棒托辊依次抬起或依次落下,避免与小车相撞。
可调式三辊定心装置,分布在芯棒移送系统和轧机之间,它的作用一是抱毛管,二是抱芯棒,三是打开接受毛管;芯棒润滑系统,在芯棒小车止推器与最末可调式三辊定心装置之间,在芯棒插入毛管的过程中对芯棒工作带进行轧制前的润滑;升降输送辊、轧机前调整辊和夹送辊,确保毛管准确送入轧辊;挡管器,它是确保芯棒插入毛管的一个装置。
二、主机机架,由牌坊底座和旋转顶盖组成。
轧辊总成轧辊调整系统更换轧辊是,机架上盖通过两个液压缸打开,落在一个撑接支架上,以便三个轧辊通过吊车和换辊装置进行更换。
3辊轧机轧制工艺
三辊轧机轧制工艺是一种常用的金属材料加工工艺,适用于轧制各种形状的金属板材、带材、线材等。
三辊轧机由上辊、下辊和斜辊组成,其中上辊和下辊垂直放置,斜辊则与上辊和下辊呈一定的倾角。
轧制过程中,金属材料被夹在上辊和下辊之间,并经由斜辊的支撑和变形,使材料在轧辊的作用下得到塑性变形。
三辊轧机的轧制工艺可以分为两种基本形式:正压式和反压式。
正压式轧制工艺是指上辊施加压力,使材料通过上、下辊的挤压而变形。
反压式轧制工艺是指上辊不施加压力,通过下辊施加压力,使材料通过上、下辊和斜辊的挤压而变形。
在实际应用中,三辊轧机的轧制工艺可以根据不同的加工要求和材料特性进行调整和优化。
例如,可以通过调整轧制力、轧制速度和轧辊的形状等参数,以满足不同材料的轧制要求。
总之,三辊轧机轧制工艺是一种常用的金属材料加工工艺,通过上、下辊和斜辊的挤压作用,对金属材料进行塑性变形,以得到所需的形状和尺寸。
三辊机工作原理
三辊机是一种常见的金属冷加工设备,用于将金属坯料通过三个辊子的作用逐渐塑形成所需的形状。
它的工作原理可以简单地描述如下:
1. 调整辊子位置:首先需要将三个辊子调整到适当的位置,以适应金属坯料的厚度和所需的塑性变形。
2. 上辊提升:开始工作时,中间的上辊会向上升起,将金属坯料抬起并带动其开始在三个辊子之间传送。
3. 弯曲压下:金属坯料被传送至三个辊子之间后,辊子会分别向下施加压力,使金属坯料发生弯曲变形。
上辊提升的高度和辊子的压力可以调整,以控制金属坯料的塑性变形。
4. 传动和传送:辊子继续向前传动,金属坯料随之传送到下一组辊子处。
这个过程可以重复多次,直到金属坯料达到所需的形状。
通过调整辊子的位置和提升高度,三辊机可以实现不同形状的加工,例如弯曲、卷曲、缩径等。
此外,三辊机还可以用来提高金属坯料的密度和强度,改善其物理性能。
它广泛应用于制造业中的金属制品加工领域,如汽车零部件、管道、金属圈等的生产。
轧管机的结构和工作原理
轧管机是一种用于冷轧和热轧钢管的设备。
它采用的是三辊对称式结构,由于其具有较小的体积,重量轻,因此很常用于现代工业中。
轧管机的结构
轧管机由三测力传感器,三辊、主电机和电气控制系统等部分组成。
其中,三测力传感器是用来测量钢管在轧制过程中的压力;三辊则是
负责将钢管压制成不同形状和尺寸的工具;主电机控制三辊的运转;
电气控制系统则是用来控制机器各部分的运转,使其保持稳定。
轧管机的工作原理
轧管机的工作原理是利用三辊对称式结构来将钢坯轧制成钢管。
其中,第一根辊和第二根辊的速度相同,且与钢管之间的距离相同,以此来
保证钢管的尺寸和形状的一致性。
第三根辊的圆周速度比第一根、第
二根辊的速度要快,用来压制钢管,同时减小钢管的壁厚。
轧制钢管的过程一般分为如下几个步骤:
1、钢坯的预加热:钢坯经过预加热后,在轧管机中形成圆形轮廓,以便被轧制成钢管;
2、初轧:钢管经过第一次轧制后,切断必要的长度;
3、精轧:对初轧后的钢管进行多次的精细加工,直到达到所需大小和
尺寸;
4、冷却:最后,通过冷却机构将钢管冷却,以便后续加工。
总之,轧管机是一种非常常用的工业设备,其结构和工作原理相对简单,但能够高效地生产出各种规格和形状的钢管。
三辊轧管机
三辊轧管机(亦称阿塞尔轧管机)自问世以来,就以轧管精度高,表面质量好,更换规格方便,适合轧制中、厚壁钢管等特点而著称。
但老式阿塞尔轧管机不能生产D /t>12 的薄壁管,其生产范围窄生产效率较低。
当轧制薄管时,钢管尾端会出现三角形喇叭口(俗称尾三角)而造成轧卡,这种轧管机目前主要生产轴承管、钎管和枪炮等高精度厚壁管。
三辊轧管机由三个主动轧辊和一根芯棒组成环形封闭孔型,三个轧辊对称布置在以轧制线为中心的等边三角形的顶点上,轧辊轴线和和轧制线倾斜成两个角度。
其中一个为送进角,另一个为碾轧角。
通常三辊轧管机采用直流电机通过齿轮机座传动。
s m
/m 功率/kW min 827000
⨯) 6.0 1400375/500
19.5
114,1463030000
⨯
⨯)6-13008-1300⨯⨯
95,133923000
⨯
⨯)78-72016-7202
⨯⨯、、90,146,1753.251526000
⨯)
7-7002
8-70016-7003
⨯⨯⨯、、、2533000
⨯) 1-130022-11002
6-13008-1300⨯⨯⨯⨯
A 三辊轧管机的结构
一种新型轧管机机架及其转鼓回转机构,如图 所示。
该轧机没有碾轧角调整机构,采用联体式转鼓,转鼓上有两个安装在支挡中心线上的活塞式液压缸,转动转鼓可调整送进角,对应的送进角在3
10 变化。
整体性机架牌坊上开有三个中心对称互成120 的窗口。
在这三个窗口内安装着有自位球面垫的轧辊轴承座。
每个转鼓上均装有下压装置,可同时或单独调整轧辊位置。
为了保证三个轧辊在径向调整时对称于轧制线,每扇牌坊上的下压装置均用两套倾斜布置的同步接轴连锁在一起由电动压下传动装置驱动。
倾斜连接轴通过伞齿轮与下压装置及其传动装置相连接,当某个轧辊需要做单独调整时,可将连接轴上的离合器脱开。
图三辊管轧机机架及其转鼓回转机构装配示意图
a—三辊轧机机架;b—转鼓回转机构
1—倾斜连接轴连接铰链;2—轴承座;3—轧辊箱;4—轧辊轴;5—轧辊径向调整装置6—轧辊及轴承;7—机架;8—转鼓;9—支挡;10—支块;11—液压缸
通过增加管端的壁厚和降低轧制速度,可防止“尾三角”的出现。
前者是为了增大轧件的刚度,后者是为了改善金属的变形条件。
为此,在特朗斯瓦尔轧管机上,转盘的回转装置和锁紧装置均采压用液控制方式。
B 全开式三轧辊轧管机
这种轧机与其他类型的三辊轧管机不同的是,两个轧辊布置在工作机座的上方,如图所示。
整个机架由心轴,左、右机架上盖,下机架组成,在每片机架上装有一个轧辊。
下轧辊固定不动地装于底座上,两片上机架上盖可分别绕心轴转动,而使机架上盖翻转打开。
上机架左、右机架上盖间用圆柱销定位,用杠杆锁紧。
换辊前,用液压缸将杠杆抬起,用液压缸将右机架上盖翻开,而左机架上盖,则用位于机架里面的另一个液压缸翻开。
因此,三个轧辊就可以很方便的用吊车更换。
图全开式三辊轧管机
a—工作时;b—换辊时
1,7—心轴;2—右机架上盖;3—杠杆;4,9—液压缸;
5—圆柱销;6—左机架上盖;8—下机架
三辊轧管机的主要参数见表
/()
①全—全浮动式,半—半浮动式,回—退回式。