三辊连轧管机的发展及分析对比
- 格式:pdf
- 大小:1.60 MB
- 文档页数:4
轧辊发展现状及未来趋势分析1. 轧辊的定义和应用领域轧辊是金属材料轧制过程中的重要工具,广泛应用于钢铁、有色金属、石油化工等行业。
它的主要作用是将金属材料通过轧制,改变其形态和尺寸,从而达到加工和制造的目的。
2. 轧辊的发展现状随着工业化进程的加快和技术的不断创新,轧辊行业取得了较快的发展。
一方面,随着钢铁需求的增加,轧辊市场规模持续扩大;另一方面,不断改进的生产工艺和材料技术为轧辊的质量和性能提供了更好的保障。
(1)标准化生产水平提升随着轧辊行业的技术进步和标准化生产的推广,轧辊的生产工艺和制造质量有了较大的提升。
现在的轧辊制造企业通过引进先进的制造设备和技术,能够生产出尺寸精度更高、表面硬度更均匀的轧辊产品。
(2)新材料的应用新材料的应用也为轧辊的发展带来了新的机遇。
高强度、高耐磨、高温抗变形的合金材料被广泛应用于轧辊的制造中,使轧辊的寿命和使用效果得到了显著提高。
同时,由于轧辊对材料的机械性能和化学成分要求严格,轧辊也推动了金属材料行业的发展。
(3)数字化生产的普及随着智能制造的不断发展,数字化生产在轧辊行业中逐渐普及。
通过数字化生产,轧辊制造企业能够实现对生产过程的精确控制和数据分析,提高生产效率和质量稳定性。
3. 轧辊发展趋势展望轧辊行业在面临新的机遇和挑战的同时,也呈现出一些明显的发展趋势。
(1)精确化和定制化需求的增加随着科技进步和商品经济的发展,人们对产品质量和服务水平的要求越来越高。
对于轧辊行业来说,未来将更加重视产品的精确度和稳定性,致力于满足客户的个性化需求。
因此,在产品设计、制造工艺和售后服务等方面都需要不断提升。
(2)绿色环保、节能降耗的要求在全球气候变化和环境保护意识的推动下,轧辊行业面临着绿色环保和节能降耗的压力。
未来,轧辊制造企业将更加注重绿色生产,减少对环境的污染,降低能源消耗。
(3)智能制造和人工智能的应用智能制造和人工智能技术的快速发展为轧辊行业带来了新的机遇。
三辊轧管机三辊轧管机是一种常见的金属加工设备,广泛应用于钢管、铁管等金属制品的生产中。
本文将详细介绍三辊轧管机的工作原理、结构组成、操作步骤以及主要应用领域等方面的内容。
一、工作原理三辊轧管机通过将金属坯料置于三个辊筒之间进行轧制,来实现对金属坯料的塑性变形,最终得到所需尺寸的金属管材。
其中,三个辊筒主要分为上、下两个工作辊和一个调整辊。
上、下工作辊转动,将金属坯料夹持在中间进行轧制,而调整辊的主要作用是调整金属坯料的进给和平衡整个加工过程。
二、结构组成三辊轧管机主要由主机机身、辊筒、传动系统、润滑系统和控制系统等组成。
主机机身是整个设备的主体结构,承载着辊筒和传动系统等重要组件。
辊筒是实现金属坯料轧制的关键部件,一般采用高强度合金钢制造。
传动系统通过电机、减速器和传动装置等实现辊筒的转动。
润滑系统负责对辊筒和传动装置进行润滑,以保证设备的正常运行。
控制系统则负责对整个设备的运行进行监测和控制。
三、操作步骤1. 将金属坯料放置在进料口处,调整辊筒的间隙,使其与金属坯料接触。
2. 启动三辊轧管机,在保证设备正常运行的前提下,逐渐提高辊筒的转速,使其夹持金属坯料并开始轧制。
3. 根据所需的管材尺寸,逐步调整辊筒的间隙,控制金属坯料的压缩和轧制过程。
4. 在轧制过程中,及时对设备进行润滑,确保运行平稳。
5. 当金属坯料完成轧制后,停止设备并取出轧制好的金属管材。
四、主要应用领域三辊轧管机广泛应用于石油、化工、天然气、航空航天等领域。
主要用于制造各种规格的钢管、铁管、无缝管等金属管材。
在石油行业中,三辊轧管机被用于生产石油输送管道,可有效提高管道的质量和密封性能。
在化工领域,三辊轧管机可制造各种规格的化工管道,用于液体、气体等介质的输送。
而在航空航天领域,三辊轧管机则用于制造飞机、导弹等航空器件所需的金属管材。
总结起来,三辊轧管机是一种常见的金属加工设备,通过对金属坯料的轧制,实现对金属管材的制造。
它具备工作原理简单、操作方便等优点,因此在石油、化工、航空航天等领域的金属管材生产中广泛应用。
束学道三辊斜轧束学道三辊斜轧是一种现代轧制技术,它的特点是采用三辊斜轧机对金属材料进行轧制加工,在轧制过程中采用高度自适应控制方式实现精度及生产效率的提升,是目前金属轧制加工领域的研究热点。
本篇文档将详细介绍束学道三辊斜轧的特点、应用及未来发展趋势。
一、束学道三辊斜轧的特点: 1. 采用三辊斜轧机束学道三辊斜轧采用三辊斜轧机进行金属加工,相对于传统的二辊式轧机,三辊斜轧机具有更高的加工效率和更佳的轧制成形性能。
同时,由于三辊式轧机中的上辊和下辊的呈弧形设计,轧制时的加工压力点趋近于一个单点,使轧制成形过程更稳定、精度更高。
2. 采用自适应控制方式束学道三辊斜轧采用高度自适应控制方式实现轧制精度的提升。
通过采用传感器实时采集各种轧制工艺参数以及金属加工状态数据,并将这些数据反馈给轧机的轧制控制系统,轧制工艺的加工参数可以被实时调整,从而实现轧制的自适应调节,最终实现轧制加工的精度和质量的提升。
3. 适用于多种金属材料加工束学道三辊斜轧适用于多种金属材料的加工,包括钢、铝、铜、镍等各种材质的金属板材或型材。
二、束学道三辊斜轧的应用: 1. 金属板材生产束学道三辊斜轧能够实现高精度金属板材的生产,能够应用于金属板材的生产制造领域,如汽车、船舶、建筑材料、电子产品等。
2. 金属型材生产束学道三辊斜轧还能够应用于金属型材的生产制造领域,如钢、铝、铜、镐等各种金属材质的型材的生产加工。
三、束学道三辊斜轧的未来发展趋势: 1. 智能化束学道三辊斜轧未来发展的趋势是实现智能化制造。
通过加强轧制工艺自适应控制系统的研究与开发,进一步实现轧制工艺的智能化、自适应化。
2. 环保化束学道三辊斜轧未来的另一个发展趋势是实现环保化生产。
通过产品设计结构的创新和制造工艺的改善,减少金属材料数量的使用,从而实现轧制加工中的产废、排废措施。
构建绿色轧制生产的体系,使轧制加工做到更环保。
3. 新材料开发束学道三辊斜轧未来发展的趋势还是新材料的开发。
三辊卷板机发展历史
三辊卷板机是金属板材加工生产中常用的一种设备,它能够将厚度较大的金属板材卷成所需要的形状。
下面将从三辊卷板机发展历史、结构和使用领域三个方面来介绍它的相关内容。
一、发展历史
三辊卷板机最早起源于欧洲,大约在19世纪初期的时候被发明出来,并随着工业化生产的发展而逐渐得到了推广和应用。
最初的三辊卷板机主要是由人力来驱动的,后来随着蒸汽和电力的应用,逐渐发展成了现代化的机械设备。
目前,三辊卷板机已经成为金属板材压制加工行业中不可缺少的一种设备。
二、结构
三辊卷板机主要由三个辊组成,其中一个传动辊为固定型,其它两个为活动型。
即两个工作辊围绕传动辊旋转,从而使待加工的金属板材随着辊子的旋转而卷成弯曲形状。
辊的表面通常采用硬质合金或其它材料进行包覆,以增强其耐磨性和抗压能力。
此外,三辊卷板机还包括支架、传动装置和润滑系统等部分。
三、使用领域
三辊卷板机广泛应用于金属板材加工生产过程中,特别是在制造厚薄不均的弧形或圆筒形零件时,其效果非常显著。
例如,它可以用于制造食品加工机械的筒壳、制冷器的压缩机壳体、发动机冷却器的散热器等。
此外,它也常用于工程机械、造船业、汽车制造、冶金等领域
中。
综上所述,三辊卷板机的发展历史源远流长,其结构简单、效率高,被广泛应用于金属板材加工和生产过程中。
未来,随着科技和工业的不断进步,它的应用领域还将不断地拓展和扩大。
分类号:B J84世界金属导报/2002年/03月/05日/第004版/轧钢・自动化新一代三辊减定径机组的发展及使用情况王世栋〔《钢技术》报道〕3辊技术于1954年被用于线棒材生产,现已演变成当今的减、定径机组(R S B)技术。
在80年代中期,这种不断发展实现了精密定径机组(P S B)和R S B的突破。
至今世界上已有41台这样的机组在运转或在建设中。
采用3辊减轻和(或)定径机组的线棒材轧机的年生产能力差不多达到1500万t,分布在35家公司中。
阿根廷3台(占7.3%),巴西1台(2.4%),英国1台(2.4%);法国2台( 4.9%),德国7台(17.1%),意大利3台(7.Ω%),俄罗斯1台(2.4% ),西班牙1台(2.4%),日本5台(12.2%),韩国2台(4.9%),台湾3台(7.3%),泰国1台(2.4%),南非1台(2.4%),美国10台(24.4 %)。
3辊R S B技术能很好地满足现代线棒材轧机的需求,例如:就允许偏差、表面和冶金性能而言,能够可靠而稳定地生产高质量产品。
高的生产灵活性(能够随时轧制任何品种或规格)。
最佳的操作经济性,因此可达到高的产品收得率,高的轧制利用率和低的操作费用。
3辊减定径机组的应用尽管机械费用较高,但是由于3辐道次具有如下优点,因此通常优先于2辊机架选择3辊技术:宽展较小,因此变形效率较高,能量消耗较少和温升较少。
沿轧件断面的变形均匀。
可自动补偿进口横断面的偏差。
对具有精确允许偏差的自由尺寸轧制来说,可调整道次的范围较宽。
轧辊和轧件之间的速度差较小,因此孔型磨损较小。
R S B把3辊道次的高延伸效率和特有的定径能力结合起来,因此可达到质量和经济性的极好结合。
它可以取代棒材精轧机或线材预精轧机中的多达4个机架,生产供线材精轧机组用的所有要求的轧前断面,供侧出料式卷线机卷取用的成品棒材产品,或者供传送给冷床用的直条产品。
在轧制成卷线材或棒材或者送至冷床的棒材的多用途线棒材轧机上,可以轧制上述产品任何组合的产品。
分类号:B J84世界金属导报/2002年/03月/05日/第004版/轧钢・自动化新一代三辊减定径机组的发展及使用情况王世栋〔《钢技术》报道〕3辊技术于1954年被用于线棒材生产,现已演变成当今的减、定径机组(R S B)技术。
在80年代中期,这种不断发展实现了精密定径机组(P S B)和R S B的突破。
至今世界上已有41台这样的机组在运转或在建设中。
采用3辊减轻和(或)定径机组的线棒材轧机的年生产能力差不多达到1500万t,分布在35家公司中。
阿根廷3台(占7.3%),巴西1台(2.4%),英国1台(2.4%);法国2台( 4.9%),德国7台(17.1%),意大利3台(7.Ω%),俄罗斯1台(2.4% ),西班牙1台(2.4%),日本5台(12.2%),韩国2台(4.9%),台湾3台(7.3%),泰国1台(2.4%),南非1台(2.4%),美国10台(24.4 %)。
3辊R S B技术能很好地满足现代线棒材轧机的需求,例如:就允许偏差、表面和冶金性能而言,能够可靠而稳定地生产高质量产品。
高的生产灵活性(能够随时轧制任何品种或规格)。
最佳的操作经济性,因此可达到高的产品收得率,高的轧制利用率和低的操作费用。
3辊减定径机组的应用尽管机械费用较高,但是由于3辐道次具有如下优点,因此通常优先于2辊机架选择3辊技术:宽展较小,因此变形效率较高,能量消耗较少和温升较少。
沿轧件断面的变形均匀。
可自动补偿进口横断面的偏差。
对具有精确允许偏差的自由尺寸轧制来说,可调整道次的范围较宽。
轧辊和轧件之间的速度差较小,因此孔型磨损较小。
R S B把3辊道次的高延伸效率和特有的定径能力结合起来,因此可达到质量和经济性的极好结合。
它可以取代棒材精轧机或线材预精轧机中的多达4个机架,生产供线材精轧机组用的所有要求的轧前断面,供侧出料式卷线机卷取用的成品棒材产品,或者供传送给冷床用的直条产品。
在轧制成卷线材或棒材或者送至冷床的棒材的多用途线棒材轧机上,可以轧制上述产品任何组合的产品。
技术交流55三辊连轧管机换辊结构研究探讨周超群,穆东,王建辉,欧阳建,覃宣(中冶赛迪工程技术股份有限公司,重庆401122 )摘要:介绍了三辊连轧管机的3种换辊型式,分析了三辊连轧管机的换辊动作过程,研究了三辊连轧管机 的换辊设备结构。
研究结果表明:三辊连轧管机目前有轴向换辊、单侧换辊和双侧换辊3种换辊型式;3种型式 中轴向换辊的换辊时间相对较长;要提高换辊效率,实现快速换辊的三个关键点为传动轴的啮合控制、传动轴驱 动回位及设备到位检测。
关键词:三辊连轧管机;轴向换辊;单侧换辊;双侧换辊;快速换辊DOI:10.19938/j.steelpipe. 1001-2311.2021.2.55.58 开放科学(资源服务)标识码(OSID):Comparative Research on Roll Stand ChangeoverTypes of 3-roll Mandrel MillZHOU Chaoqun, MU Dong, WANGJianhui, OUYANG Jian, QIN Xuan(CISDI Engineering Co., Ltd., Chongqing 401122, China)Abstract : In the article the three types of roll stand changeover of the 3-roll mandrel mill are described, and the rollchangeover movement procedure is analyzed. The structure of the roll-stand changeover device of the said pipe mill is studied. As a result it is concluded that three roll-stand changeover types for the 3-roll mandrel mill are currently adopted, i.e.,the axial changeover, the lateral changeover and the bilateral changeover, among which the axial changeover takes relatively rather long time; and that the three key aspects related to enhancing roll-changing efficiency so as to realize fast roll-changing operation are control of the drive spindle engagement, driving-back of the drive spindle, and the device-in- place detection.Key words : 3-roll mandrel mill; axial changeover; lateral changeover; bilateral changeover; fast roll-changing三辊连轧管技术的核心工艺为三辊连续纵向轧 制。
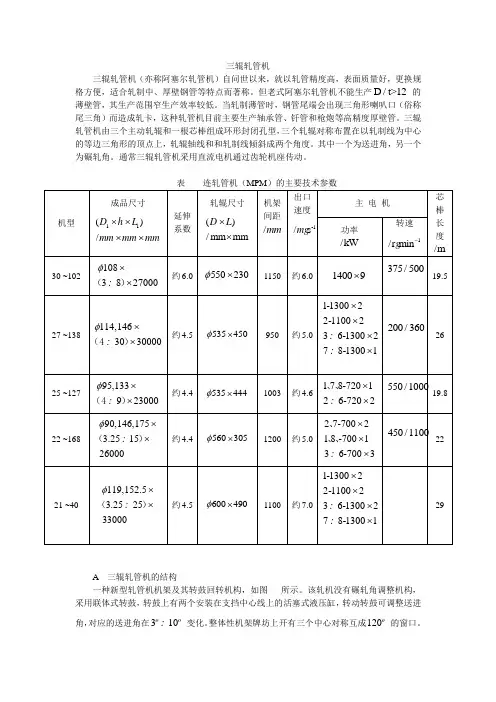
三辊轧管机三辊轧管机(亦称阿塞尔轧管机)自问世以来,就以轧管精度高,表面质量好,更换规格方便,适合轧制中、厚壁钢管等特点而著称。
但老式阿塞尔轧管机不能生产D /t>12 的薄壁管,其生产范围窄生产效率较低。
当轧制薄管时,钢管尾端会出现三角形喇叭口(俗称尾三角)而造成轧卡,这种轧管机目前主要生产轴承管、钎管和枪炮等高精度厚壁管。
三辊轧管机由三个主动轧辊和一根芯棒组成环形封闭孔型,三个轧辊对称布置在以轧制线为中心的等边三角形的顶点上,轧辊轴线和和轧制线倾斜成两个角度。
其中一个为送进角,另一个为碾轧角。
通常三辊轧管机采用直流电机通过齿轮机座传动。
s m/m 功率/kW min 827000⨯) 6.0 1400375/50019.5114,1463030000⨯⨯)6-13008-1300⨯⨯95,133923000⨯⨯)78-72016-7202⨯⨯、、90,146,1753.251526000⨯)7-70028-70016-7003⨯⨯⨯、、、2533000⨯) 1-130022-110026-13008-1300⨯⨯⨯⨯A 三辊轧管机的结构一种新型轧管机机架及其转鼓回转机构,如图 所示。
该轧机没有碾轧角调整机构,采用联体式转鼓,转鼓上有两个安装在支挡中心线上的活塞式液压缸,转动转鼓可调整送进角,对应的送进角在310 变化。
整体性机架牌坊上开有三个中心对称互成120 的窗口。
在这三个窗口内安装着有自位球面垫的轧辊轴承座。
每个转鼓上均装有下压装置,可同时或单独调整轧辊位置。
为了保证三个轧辊在径向调整时对称于轧制线,每扇牌坊上的下压装置均用两套倾斜布置的同步接轴连锁在一起由电动压下传动装置驱动。
倾斜连接轴通过伞齿轮与下压装置及其传动装置相连接,当某个轧辊需要做单独调整时,可将连接轴上的离合器脱开。
图三辊管轧机机架及其转鼓回转机构装配示意图a—三辊轧机机架;b—转鼓回转机构1—倾斜连接轴连接铰链;2—轴承座;3—轧辊箱;4—轧辊轴;5—轧辊径向调整装置6—轧辊及轴承;7—机架;8—转鼓;9—支挡;10—支块;11—液压缸通过增加管端的壁厚和降低轧制速度,可防止“尾三角”的出现。
三辊连轧管机的结构发展及对比库宏刚;肖国章;常永乐;张培【摘要】介绍了三辊连轧管机的结构发展情况,对比分析了轴向换辊、侧向换辊和双侧换辊3种换辊方式的共同点与差异性,以及3种换辊方式连轧管机的主要技术参数,并对PQF与FQM连轧管机轧制机架的差异部分进行了阐述.从应用情况来看,小规格钢管生产机组采用轴向和侧向换辊两种方式都可;大规格钢管生产机组都选用轴向换辊方式.【期刊名称】《钢管》【年(卷),期】2015(044)003【总页数】4页(P59-62)【关键词】三辊连轧管机;PQF;FQM;轴向换辊;侧向换辊;双侧换辊【作者】库宏刚;肖国章;常永乐;张培【作者单位】宝鸡石油钢管有限责任公司,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;西安石油大学材料科学与工程学院,陕西西安710065;宝鸡石油钢管有限责任公司,陕西宝鸡721008【正文语种】中文【中图分类】TG333.8目前,热轧无缝钢管生产工艺主要有连轧管、自动轧管、阿塞尔轧管和CPE顶管等工艺。
其中,三辊连轧管工艺因生产效率高、产品精度高、易于实现自动化成为目前较先进的轧管工艺,三辊连轧管机组也成为了新建连轧管生产线的首选机型[1-14]。
1 三辊连轧管设备发展及其工艺流程1.1 三辊连轧管设备发展情况世界上最先成功开发出三辊连轧管机组及连轧辊轧制模型的两家企业分别是德国SMSMeer公司和意大利Danieli公司,分别开发出PQF(Premium Quality Finishing)和 FQM(Fine Quality Mill)连轧管机组,并且这两家企业的首台设备均应用在我国[15]。
截至目前,在全球投产的PQF连轧管机组数量约为20套,其中11套分布在我国;FQM连轧管机组数量约为14套,其中3套分布在我国。
PQF和FQM连轧管机组在我国的应用情况见表1。
随着三辊连轧管机组在国内应用数量的增多,国内的设备制造企业通过学习和创新研究,也相继开发出具有我国自主知识产权的三辊连轧管机,且已在国内外得到了应用。
单机架轧机机型对比分析随着现代工业的发展,单机架轧机已经成为钢铁、有色金属等热轧加工领域中不可或缺的设备之一。
本文将对现今市场上常见的两种单机架轧机机型——四辊轧机和三辊轧机进行对比分析。
1. 四辊轧机四辊轧机是其中一种较为常见的单机架轧机,它由两组对称的工作辊和两组辊胀辊组成。
四辊轧机通过工作辊的转动和辊胀辊的调整来完成金属材料的塑性变形。
一般而言,四辊轧机的工作原理是将金属材料置于工作辊之间,此时的材料较为松散。
辊胀辊在调整后向材料施加压力,从而使得材料变得更加紧密,工作辊在此基础上继续施加压力,使材料发生塑性变形。
整个过程中,辊胀辊起到了固定和加强材料的作用,而工作辊则是实际完成塑性变形的部分。
相对而言,四辊轧机的稳定性更高,因为辊胀辊可以将材料固定在一个相对稳定的位置,从而减少了材料的偏移和旋转。
此外,由于四辊轧机具备两组工作辊和两组辊胀辊,因此可以实现更高的轧制力和更高的轧制速度。
2. 三辊轧机三辊轧机和四辊轧机很相似,它也由工作辊和胀辊组成,不同的是三辊轧机只有一组胀辊。
这个胀辊可以通过上下移动来实现不同的压力调节,从而实现对金属材料的塑性变形。
三辊轧机通常被用于较为轻薄的金属板或条材的加工,因为这些材料在加工过程中不会产生较大的变形。
而对于较重的金属材料,三辊轧机则不太适用,因为胀辊无法稳定固定材料。
另外,三辊轧机可以将金属材料当作柱状物轧制,这就需要将材料贯穿胀辊的中心孔中,从而实现对材料的轴向变形。
这种方法在加工较长的杆或管材时非常有效。
3. 对比分析从这两种单机架轧机机型的内部构造来看,四辊轧机具有更高的稳定性和较高的加工力度,可以应对较为重的工艺材料。
而三辊轧机虽然不能像四辊轧机一样塑性变形材料,但是可以实现一些特殊的加工和轧制。
从加工效果方面来看,四辊轧机具有更多的优势,因为它可以施加更高的轧制力,使材料在变形过程中更均匀。
相对而言,三辊轧机在轧制效果上比较有限,主要应用于金属材料的切割、弯曲等加工。
2023年三辊压光机行业市场前景分析近年来,随着工业生产的不断发展,各种机械设备的需求量也越来越大。
其中,三辊压光机作为一种常见的设备,在金属板材加工、造船、桥梁建设等领域都有广泛的应用。
本文将从三个方面出发,分析三辊压光机行业市场前景。
一、国内外市场分析三辊压光机产业具有明显的地域集聚优势,主要分布在沿海地区。
目前,国内较具影响力的三辊压光机生产厂家有中国重机集团、南通威狮压力机械有限公司、贵州工业大学等。
此外,三辊压光机的出口市场也非常广泛,主要出口到俄罗斯、印度、东南亚等国家和地区。
根据市场调查结果,目前中国三辊压光机产能已占全球的三分之一以上,而且国内市场规模还在不断扩大。
二、市场需求分析三辊压光机及其相关设备在许多领域都有广泛的应用需求。
随着工业生产的不断发展和现代化建设的加速推进,对于金属制造业的设备需求越来越大。
三辊压光机的加工能力越来越强,不同的规格和型号逐渐被广泛应用于各个领域,如汽车、石油、造船、桥梁等。
同时,三辊压光机还被广泛应用于模具行业中,大大提高了生产效率。
随着人们对生活质量和技术品质的要求越来越高,市场对于三辊压光机及其相关设备的需求也越来越大。
三、未来发展趋势分析随着现代化建设的加速推进和科技水平的不断提高,未来三辊压光机产业市场需求将进一步扩张。
其中,自动化、智能化的三辊压光机将成为市场发展的趋势。
这种设备能够完全自动化运行,能够提高生产效率,同时降低用工成本。
在技术方面,高强度金属板的开发和应用也将成为未来的一个重点。
随着科学技术的不断进步,应用领域也会更加广阔。
预计未来三辊压光机市场还有较大的增长潜力,而且市场竞争将会更加激烈。
总之,在当前世界经济全球化、制造业的大规模转移和技术进步的大潮中,三辊压光机的市场需求将会不断扩张,而且具有广阔的发展前景。
尤其随着中国制造产业国际化进程不断推进,三辊压光机产业将会更加活跃。
三辊压光机市场分析报告1.引言1.1 概述:三辊压光机作为一种重要的金属加工设备,在工业生产中发挥着重要的作用。
它通过三个辊子的滚动压制作用,能够对金属材料进行加工和压光,使其表面变得光滑平整。
本报告旨在对三辊压光机市场进行深入分析,从定义、工作原理、应用领域到市场现状、发展趋势和竞争格局等方面进行全面研究。
通过本报告的发布,希望能够为相关行业提供重要的参考和指导,为三辊压光机的发展和市场定位提供有力支持。
1.2 文章结构文章结构部分的内容:本报告主要分为引言、正文、市场分析和结论四个部分。
引言部分将对三辊压光机进行概述,并介绍本报告的结构和目的。
正文部分将分别对三辊压光机的定义、工作原理和应用领域进行深入分析。
市场分析部分将对三辊压光机市场现状、发展趋势和竞争格局进行全面的研究和分析。
结论部分将总结市场分析报告的主要观点,展望未来的发展趋势,并提出相应的建议。
通过以上结构,本报告将全面深入地分析三辊压光机的市场情况,为相关行业提供有益的参考和借鉴。
1.3 目的:本报告的主要目的是对三辊压光机市场进行深入分析,包括市场现状、发展趋势和竞争格局等方面的综合研究。
通过对市场的调查和分析,我们将对三辊压光机的应用领域、市场现状以及未来发展趋势进行全面的了解,并为相关企业和投资者提供决策参考。
同时,本报告也旨在促进相关行业的发展,为行业内企业和个人提供有益的信息和建议。
希望通过本报告,能够为三辊压光机行业的健康发展和市场竞争力提升做出贡献。
1.4 总结总结部分:通过本次市场分析报告,我们了解了三辊压光机的定义、工作原理以及应用领域。
在市场分析部分,我们对三辊压光机市场现状、发展趋势和竞争格局进行了分析。
从整体来看,三辊压光机市场正处于快速发展阶段,市场需求持续增长。
随着制造业的发展,三辊压光机在钢铁、有色金属、建筑材料等多个领域有着广泛的应用前景。
在未来发展方面,我们可以看到三辊压光机市场将继续保持增长态势,同时面临着日益激烈的竞争。
2023年三辊压光机行业市场分析现状三辊压光机是一种用于道路施工和土地平整的重型设备,常用于压实土壤、石料和其他基础材料。
随着国家基础设施建设的不断推进,三辊压光机市场前景广阔。
本文将对三辊压光机行业市场进行分析,包括市场规模、竞争格局、技术发展动态以及行业发展趋势等方面。
一、市场规模目前,全球三辊压光机市场规模较大,主要集中在发展中国家和地区。
根据市场研究报告,2019年全球三辊压光机市场规模约为50亿美元。
而据预测,到2025年,全球三辊压光机市场规模将达到70亿美元左右。
在中国,三辊压光机市场也呈现快速增长的态势。
中国政府近年来加大对基础设施建设的投资力度,尤其是“一带一路”倡议的实施,进一步推动了三辊压光机的需求。
根据中国市场研究报告,2019年中国三辊压光机市场规模约为10亿元人民币。
预计到2025年,中国三辊压光机市场规模将达到30亿元人民币以上。
二、竞争格局三辊压光机市场竞争格局主要分为国内市场和国际市场两个层面。
在国内市场,主要竞争品牌有中国一汽解放、三一重工、徐工机械、中联重科等。
这些企业在技术研发、生产能力和销售渠道方面具有一定优势。
在国际市场,主要竞争品牌有卡特彼勒、沃尔沃、松下等。
这些国际知名企业在产品品质、技术创新方面相对有优势。
目前,三辊压光机市场竞争激烈,厂商通过优化产品结构、提高产品质量、加强售后服务等方面竞争力,力争在市场中占据一席之地。
三、技术发展动态近年来,随着科技的发展,三辊压光机的技术也在不断创新和突破。
传统的三辊压光机主要依靠机械方式进行施工,但现在越来越多的三辊压光机开始引入电子和自动控制技术。
这些技术的应用使设备操作更加简单方便,提高了施工效率。
同时,环保和能源节约也成为三辊压光机技术发展的重要方向。
很多企业开始研发采用电动或混合动力的三辊压光机,以减少对环境的污染,降低能耗,提高设备的可持续发展能力。
四、行业发展趋势未来,三辊压光机市场将呈现以下几个发展趋势:1. 市场需求增长:随着城市化进程的加快和基础设施建设的不断推进,三辊压光机的市场需求将持续增长。
2024年三辊卷板机市场发展现状引言三辊卷板机作为一种重要的金属加工设备,在金属加工行业中发挥着重要的作用。
本文将对2024年三辊卷板机市场发展现状进行分析和总结,以期为相关行业提供参考和指导。
市场概况三辊卷板机市场近年来呈现出良好的发展态势。
随着金属加工技术的不断推进和行业需求的增长,三辊卷板机市场规模不断扩大。
市场中涌现出了一大批具有自主知识产权的三辊卷板机制造企业,提供了丰富的产品选择。
技术发展趋势随着科技的进步和市场需求的变化,三辊卷板机也在不断进行技术创新和改进。
以下是当前三辊卷板机技术发展的几个趋势:1.自动化:传统的三辊卷板机操作需要大量的人工干预,而现代的三辊卷板机开始采用自动化控制系统,实现自动化操作和生产线控制,提高了工作效率和产品质量。
2.多功能性:近年来,市场对三辊卷板机的需求越来越多样化。
为满足客户的不同需求,一些企业开始研发具有多功能的三辊卷板机,可以实现多种金属加工工序,提高了设备的使用灵活性和效率。
3.数字化:随着数字化技术的不断进步,三辊卷板机开始引入数字化控制和监测系统。
数字化技术可以实时监测设备的运行状态和工艺参数,并进行智能调整和优化,提高了设备的稳定性和生产效率。
市场竞争格局目前,在三辊卷板机市场上存在着激烈的竞争。
主要的竞争因素包括技术实力、产品质量、售后服务等。
在市场竞争格局中,一些知名企业凭借其强大的技术研发和市场运营能力占据了较大的市场份额。
同时,一些新进入者也通过技术创新和市场拓展获得了一定的市场份额。
市场发展前景三辊卷板机市场有较好的发展前景。
一方面,金属加工行业的发展对三辊卷板机的需求不断增长,特别是在汽车、船舶、建筑材料等领域。
另一方面,随着技术的不断进步和市场需求的变化,三辊卷板机将不断进行技术创新和改进,提高设备的性能和智能化水平。
因此,三辊卷板机市场有望继续保持稳定增长。
总结通过对2024年三辊卷板机市场发展现状的分析,可以看出,该市场呈现出较好的发展态势。
2024年三辊压光机市场前景分析1. 引言三辊压光机是一种常用于压实土壤、沥青和混凝土的工程机械设备。
随着城市化进程的不断加快和基础设施建设的扩大,三辊压光机市场已经迅速崛起。
本文将对三辊压光机市场前景进行深入分析,为相关企业和投资者提供参考。
2. 市场现状及发展趋势2.1 市场现状目前,全球三辊压光机市场呈现出良好的增长势头。
主要驱动因素包括:•基础设施建设的增加:随着城市化进程的加快,许多国家和地区都在大力投资基础设施建设,为三辊压光机市场提供了广阔的发展空间。
•道路修建和维护需求:道路的修建和维护需要大量的土地压实工作,三辊压光机可以提高工作效率并保障工程质量,因此受到道路建设公司的青睐。
•农业现代化的推动:农业机械自动化程度不断提高,农田的土壤改良和压实工作也越来越重要,三辊压光机在这方面也扮演着重要角色。
2.2 发展趋势随着科技创新和市场需求的变化,三辊压光机市场将出现以下发展趋势:•智能化和自动化:随着人工智能和自动化技术的发展,三辊压光机也将越来越智能化和自动化。
通过引入传感器和控制系统,提高设备的稳定性和易操作性,降低人力成本。
•能源效率和环保要求提高:全球对环保问题的关注度不断提高,市场对节能环保型设备的需求也越来越大。
三辊压光机制造商需要提高设备的能源效率,并采用更环保的材料和技术来减少废气和废水的排放。
•产品创新和多样化需求:市场竞争日益激烈,产品创新成为厂商获取竞争优势的关键。
针对客户不同需求,三辊压光机制造商需要推出更多样化且功能更强大的产品线,以满足用户的特殊需求。
3. 市场竞争格局目前,全球三辊压光机市场竞争激烈,主要厂商包括:•美国卡特彼勒公司•日本小松株式会社•中国徐工集团有限公司•德国博马公司•瑞典沃尔沃集团以上厂商凭借其优质的产品质量、全球销售网络和多年的市场经验,占据了三辊压光机市场的重要份额。
他们通过技术创新、产品升级和价格竞争等手段来提高市场占有率。
除了传统厂商之外,一些新兴企业也开始涉足三辊压光机市场。
·轧钢·
三辊连轧管机的发展及分析对比
陈碧楠
(中冶赛迪公司轧钢事业部重庆 400013)
【摘 要】叙述了三辊连轧管机的发展情况及主要优势,重点阐述了三辊连轧管机的结构特点,并着重对轴向换辊式和侧向换辊式三辊连轧管机进行了分析比较。
【关键词】三辊连轧管机 PQF FQM轴向换辊式 侧向换辊式
1 前言
三辊连轧管工艺是当今世界上最先进的轧管工艺,三辊连轧管机也是目前世界上新建热轧无缝钢管生产线的首选机型。
连轧管机从其出现到现在,经历了四代的发展,在2003年以前,均为两辊式(简称MPM轧机)。
2003年世界上第一套三辊连轧管机组在我国天津钢管公司建成投产,标志着连轧管工艺装备跃上了一个新的高峰。
随后,因其在生产工艺、产品质量、生产成本、生产灵活性等诸多方面的明显优势,而得到了迅速发展,成为世界上新建热轧无缝钢管生产线的首选机组,到目前为止,世界上已建成的三辊连轧管机组已达10套以上。
2 三辊连轧管机的主要优势
两辊式连轧管机由于轧辊孔型底部与近辊脊的孔型侧壁处的回转半径差较大,轧制时速度差大,对变形不利。
为了解决这一问题,发展了三辊式轧辊可调的连轧管机(见图1)。
图1 钢管在两辊和三辊连轧管机中的变形
三辊连轧管机由于采用封闭式孔型设计,使金属在同一截面上的变形更加均匀;且3个轧辊呈120°角布置,保证了芯棒在孔型中的更好对中。
因此三辊连轧管机具有以下优势: 壁厚公差明显改善; 钢管表面更光滑;可轧制更多的钢种;金属收得率、产量更高;可轧制更薄的钢管;工具消耗显著降低;具有更高的效率及适应能力;芯棒成本显著降低;温度均匀;可在更低的温度下轧制等。
3 三辊连轧管机的发展及结构简介
目前,世界上只有2家公司成功开发了三辊连轧管机,即SMS-MEER/INNSE的PQF轧机(Premium Quality Finishing的缩写)和DANIELI的FQM轧机(Fine Quality Mill 的缩写)。
从2003年,SMS-MEER/INNSE在天津的第1套PQF轧机投产至今,三辊连轧管机已经发展到了第2代。
即第1代的轴向换辊式(也称“隧道式”,图2)和第2代的侧向换辊式(图3)。
图
2 轴向换辊式三辊连轧管机
图3 侧向换辊式三辊连轧管机
轴向换辊式三辊连轧管机主要由工作机架、芯棒支撑架、圆形隧道、传动系统及换辊装置组成。
所有的工作机架和芯棒支撑架均安装在圆形隧道内。
每个工作机架由3个互成120°的轧辊组成一个相对独立的轧制单元,3个轧辊在压下机构的控制下构成1个完整的孔型,并可对孔型进行调整。
相邻机架的轧辊交错60°布置。
工作机架不承受轧制力,轧制力由起牌坊作用的圆形隧道承受。
每个轧辊由传动系统单独驱动。
换辊装置布置在连轧管机和脱管机之间,换辊时,整个机架列从圆形隧道
内轴向抽出,然后换辊小车横移实现换辊[1]。
侧向换辊式三辊连轧管机的组成和轴向换辊式类似,只是牌坊不再是圆形隧道形式,不再封闭,而是由多块厚钢板和连接横梁焊接成的一个钢结构件。
换辊装置布置在操作侧,换辊时,设置在牌坊上的操作侧压下液压缸摆开,让出空间,实现机架的侧向抽出,然后再通过换辊小车横移实现换辊(图3所示即为工作机架已从侧面抽出牌坊)。
4 两种三辊连轧管机的分析对比 4.1 FQM 和PQF 的结构分析
图4 FQM 机架结构示意
图5 PQF 机架结构示意
FQM 和PQF 机架结构示意分别如图4、5所示。
从图中可明显看出,两者的结构是不同的,最大的不同在于轧辊轴承座在机架内的安装方式。
FQM 的轴承座直接卡在机架凹槽内,压下液压缸与轴承座相联,通过轴承座带动轧辊升降,实现孔型调节(与传统的板带轧机类似)。
PQF 的轴承座通过杠杆与机架铰接,压下液压缸与杠杆相联,通过装在杠杆上的轴承座带动轧辊绕铰点摆动,实现孔型调节。
正是因为轴承座安装方式的不同形成了各自的特点:沿径向的线形孔型调节是FQM 最突出的特点,可以使孔型调节更简单、更直接,并且在同等
调节情况对壁厚精度的影响更小[2]
;PQF 由于采用了杠杆式结构,因此换辊时,可以将单个轧辊组件摆出机架,将带轴承座的轧辊与杠杆分离,实现单个轧辊组件的快速更换,如图6所示。
图6 PQF 轧辊组件更换示意
图7 侧向换辊式PQF 轧机压下缸位置图
4.2 两代PQF 结构分析对比
轴向换辊式PQF 和侧向换辊式PQF 轧机是PQF 发展过程中的两代产品(也即2种机型),各有特
点,并不能简单的认为第2代的侧向换辊式能完全
替代第1代的轴向换辊式。
侧向换辊式的最大优势在于换辊时间短且灵活,可实现单机架更换;但牌坊不可能再是封闭式的,于是牌坊的刚性将降低。
同时三辊连轧机辊子布置方式及传动形式决定其传动系统占据了轧机四周的空间,因此要实现侧向换辊,必须将侧面的换辊空间让出来,以利工作机架的侧向进出。
PQF 的侧向换辊是通过换辊侧液压压下缸摆动实现的(图7),这样就造成同一机架中3个轧辊的压下缸形式不同,1个为摆动缸,2个为固定缸,使得在轧制过程中3个轧辊的变形不完全相同。
表1是SMS-MEER/INNSE 给出的两种方式对比表,供同行今后在选择三辊连轧管机时参考。
SMS-MEER/INNSE 在研制出侧向换辊式PQF 轧机后,一直着力于推广新机型,大力宣传侧向换辊式的优势。
但值得注意的是,SMS-MEER/INNSE 一直没有将侧向换辊式用于大机组(如460 mm 机组),在大机组的选型上仍然采用的是轴向换辊式。
这能否从一个侧面说明,侧向换辊式还是存在其固有的一些弊端,比如牌坊刚性、摆动压下缸的精度等等。
由于侧向换辊式PQF 轧机刚推向市场,国内目前投产的仅天津258 mm 机组和鞍山180 mm 机组(安徽天大273机组正在试运行),且投产时间不足1年,因此对侧向换辊式PQF 轧机还有一个认识和完善的过 程。
表1 两种三辊连轧管机对比表
轴向换辊式 侧向换辊式 牌坊重量 轻 重,+4% 工作机架重量
重 轻,-14% 总重量(仅对1个机架)
略轻 略重,+1% 连轧机最后机架到脱管机第一机架的距离 min. 11 m 无限制(~10 m) 轧机模数 低
高,+4%
辊子变形 轧制时,同一机架中3个辊子的变形完全相同固定压下缸和摆动压下缸间的变形不同,变形差δ=6% 换辊
z 复杂(检测元件多) z 换辊时间长
z 简单(检测元件少) z 换辊时间短
z
灵活、可更换单个机架 “轧卡”事故的处理
轴向抽出处理
z 侧向抽出处理
z
机架打开并摆开一根杠杆
芯棒支撑架 移动式(换辊时需和机架一起移动) 固定式
外形尺寸
小
大,宽/高=+1.5 m/+1.3 m 连轧机和脱管机间的辊道
复杂、移动式(换辊时要侧向移动)
简单、固定(与MPM 轧机相同)
固定式液压压下缸位于工作位
5 结语
综上所述,三辊连轧管机的发展经历了2个阶段,从最早的轴向换辊式发展到了侧向换辊式,SMS-MEER/INNSE已经将侧向换辊PQF轧机推向市场,有文献报道,DANIELI也已经研制出侧向换辊FQM。
事实上,三辊连轧管机一经问世,人们就期望在保持轧机原有精度不变的前提下,用侧向换辊代替轴向换辊,以减少换辊时间,使设备的操作和维护更加简便。
目前侧向换辊式PQF是否真正实现了人们的愿望?其产品质量是否会因压下缸摆动而受影响?业内人士对此一直有争议。
侧向换辊式FQM是否会带给我们新的创意?推向市场后的结果会如何?一切都将有待于今后的实践去证明!
参考文献
[1] 李群.从MPM到PQF[J].钢管,2007,36(6):19-24
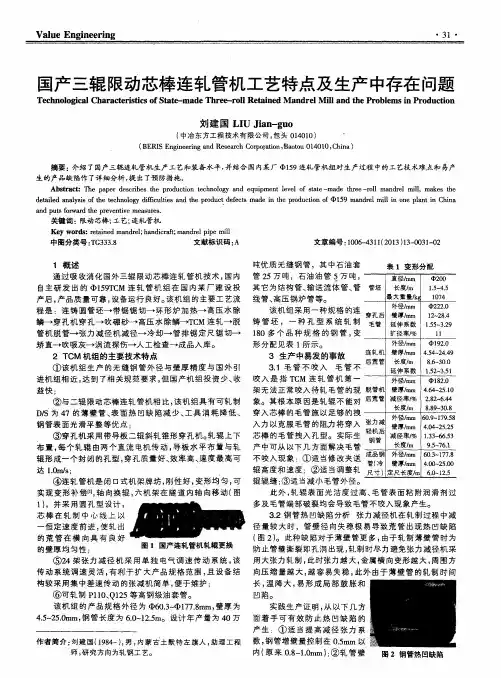
[2] 陈江林.新 一代Φ159三辊式限动芯棒连轧管机
[J].四川冶金,2009,31(2):26-31
(收稿日期:2010-11-04)
~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~ ·简讯·
中冶赛迪总承包的达钢5号高炉投产
2010年10月6日,中冶赛迪总承包建设的达钢5号高炉工程成功点火。
现场举行了点火仪式,中冶赛迪总经理余朝晖与达钢集团公司总裁江善明共同为高炉点火。
10月7日,高炉炼出第一炉铁水。
中冶赛迪于2009年8月5日签订达钢5号高炉总承包合同,2009年8月22日开始打桩。
中冶赛迪克服场地狭小、施工与生产交叉等诸多困难,从打桩到投产历经13个月,在中冶赛迪总承包的同类高炉中建设周期最短。
高炉投产后,中冶赛迪将继续做好工程后续服务和收尾工作,为高炉达产保驾护航。
达钢领导充分肯定了5号高炉工程建设,表示将总承包任务交给中冶赛迪是正确的选择,并希望双方今后加强多方面合作。