激光填丝焊技术研究
- 格式:pdf
- 大小:825.44 KB
- 文档页数:3
激光焊接技术的研究现状及发展趋势一、本文概述激光焊接技术,作为一种先进的焊接工艺,自诞生以来便在多个领域展现出其独特的优势和应用潜力。
本文旨在全面综述激光焊接技术的研究现状,并探讨其未来的发展趋势。
我们将从激光焊接的基本原理出发,分析其在不同材料、不同工业领域的应用情况,总结当前激光焊接技术面临的挑战与问题,并预测其未来的发展方向。
我们还将关注激光焊接技术的创新点和发展热点,以期为读者提供一个全面、深入、前沿的激光焊接技术全景图。
通过本文的阅读,读者可以了解到激光焊接技术的最新进展,以及未来可能的技术突破和应用拓展,为相关研究和应用提供参考和借鉴。
二、激光焊接技术的研究现状激光焊接技术自诞生以来,便以其独特的优势在工业生产中占据了重要的地位。
作为一种高效、高精度、低热输入的焊接方法,激光焊接已广泛应用于汽车、电子、航空、冶金等多个领域。
目前,激光焊接技术的研究现状主要体现在以下几个方面。
激光焊接的工艺研究已经相当成熟。
研究人员通过不断优化激光功率、焊接速度、保护气体等参数,实现了对焊接过程的精确控制。
同时,针对不同材料的特性,研究人员还开发出了多种激光焊接方法,如脉冲激光焊、连续激光焊、激光填丝焊等,以满足不同行业的需求。
激光焊接设备的研究也在不断进步。
随着激光技术的快速发展,激光焊接设备的功率和稳定性得到了显著提升。
同时,设备的智能化、自动化水平也在不断提高,如机器人激光焊接系统的出现,大大提高了生产效率和质量稳定性。
激光焊接过程中的质量控制和检测技术也是当前研究的热点。
通过在线监测焊接过程中的温度、熔池形态等关键参数,可以实时调整焊接工艺参数,保证焊接质量。
同时,无损检测技术的应用也为激光焊接的质量控制提供了有力支持。
然而,尽管激光焊接技术在许多方面已经取得了显著的成果,但仍存在一些挑战和问题。
例如,对于某些高反射率或高导热性的材料,激光焊接的难度较大。
激光焊接的成本较高,也在一定程度上限制了其应用范围。

激光焊接技术的研究现状及发展趋势探究【摘要】激光焊接技术是一种高效、精密的焊接方法,被广泛应用于工业生产中。
本文首先介绍了激光焊接技术的基本原理,包括激光束的生成和聚焦等机理。
接着介绍了激光焊接技术的研究现状,包括其在材料连接、电子器件制造等领域的应用。
结合最新的研究成果,探讨了激光焊接技术在工业生产中的应用前景和发展趋势。
分析了激光焊接技术面临的挑战,如焊缝质量控制、成本降低等问题,并提出了未来的发展展望。
激光焊接技术的不断创新和改进,将进一步推动工业制造领域的发展,为提高产品质量和生产效率提供重要支持。
【关键词】激光焊接技术、研究现状、发展趋势、工业应用、未来挑战、基本原理、总结与展望1. 引言1.1 背景介绍传统的焊接方法存在着一定的局限性,如变形大、焊道狭窄、焊缝不均匀等问题。
而激光焊接技术通过高能密度的激光束,可以实现快速、高精度焊接,避免了传统焊接方法的缺点。
激光焊接技术被认为是未来焊接领域的发展方向。
本文将探讨激光焊接技术的基本原理、当前研究现状、工业生产中的应用情况,以及未来的发展趋势和挑战。
通过对激光焊接技术的深入研究,可以更好地了解这一技术的优势和局限性,为其未来的发展提供有力支持和指导。
2. 正文2.1 激光焊接技术的基本原理激光焊接技术的基本原理是利用高功率密度激光束对工件进行瞬时加热,使其局部熔化并在熔池中实现焊接。
激光光束经过透镜聚焦后在焊接区域形成一个极小的焦点,能量集中,可以快速提高工件表面温度,达到熔化和接合的目的。
激光焊接技术的基本过程包括预热、熔化、混合和冷却四个阶段。
预热阶段是指激光束在焊缝区域加热工件并提高表面温度;熔化阶段是指工件局部熔化形成熔池;混合阶段是指添加适量的填充材料,如焊丝,以填补焊缝;冷却阶段是指熔化部分冷却形成焊接接头。
激光焊接技术具有高能量密度、高效率、精密焊接等优点。
通过调节激光功率、加工速度和焊接参数,可以实现对不同材料的焊接操作,包括金属、塑料、陶瓷等材料。
铝合金双焦点激光填丝焊熔池特性研究摘要:本文针对常规激光焊接对待焊工件的装配精度要求高、工艺窗口窄的问题,以5A06铝合金为研究对象,开展单、双焦点激光对熔池动态行为及焊丝熔化过程的影响规律研究。
研究结果表明,双焦点激光焊接通过调控双焦点间距可有效改善熔池流动行为、控制匙孔形态、提高焊接过程稳定性。
随着双焦点间距的增加,熔池宽度增加,匙孔逐渐被拉长;当间距高于1.8mm时,熔池内部将形成两个独立的匙孔。
此外,焊丝在双焦点的作用下可形成两个相对独立的液桥,溶滴过渡稳定且飞溅较少,焊缝成形规则饱满,可有效提高焊接工艺对装配的适用性。
关键词:双焦点;激光填丝焊;熔池表面动态行为;匙孔。
1.引言激光焊接技术具有焊接效率高、可靠性好、自动化程度高等特点,已在美国、日本等发达国家的汽车、航空航天等工业领域得到迅速发展,被认为21世纪最有发展潜力的焊接技术之一[1, 2]。
但由于单焦点激光光斑尺寸小、能量密度大,在实际应用过程中对工件的装配精度要求高,对间隙的适应性较差,且无法满足具有较大熔合面积等特殊接头形式的焊接需求。
针对以上问题,激光双焦点焊接模式被提出,其是通过调整分光镜将一束光分成两束,同时可以调控光束分布形式及能量比例。
研究结果表明[3-4],双焦点激光焊接工艺窗口较宽,焊缝表面光滑,焊接过程稳定性高,有效抑制焊接过程中裂纹、气孔等焊接缺陷。
然而目前研究主要针对于双焦点自熔焊,适用于间隙尺寸大或厚板填充的填丝焊接研究相对较少,填丝焊无疑工艺更加复杂,除激光功率、焊接速度等工艺参数外,同时需要考虑送丝速度与焊接速度、激光功率的匹配性[5-7]。
本文采用双焦点激光填丝焊工艺开展研究,以铝合金为研究对象,主要考虑焦点间距和光丝位置等对填丝焊的焊缝成形以及焊接质量的影响。
文中利用高速摄像捕捉的手段对单、双焦点激光焊接过程中熔池动态行为及焊丝熔化过程进行了特征信息采集。
分析研究不同激光模式对于熔池稳定性的影响。
近年来,激光焊接作为一种新型焊接技术,已经在汽车、航空、航天、电子、造船等行业得到广泛的应用。
与传统熔焊方法相比,激光焊接具有焊缝深宽比高、热影响区窄、焊接变形小、生产效率高等特点。
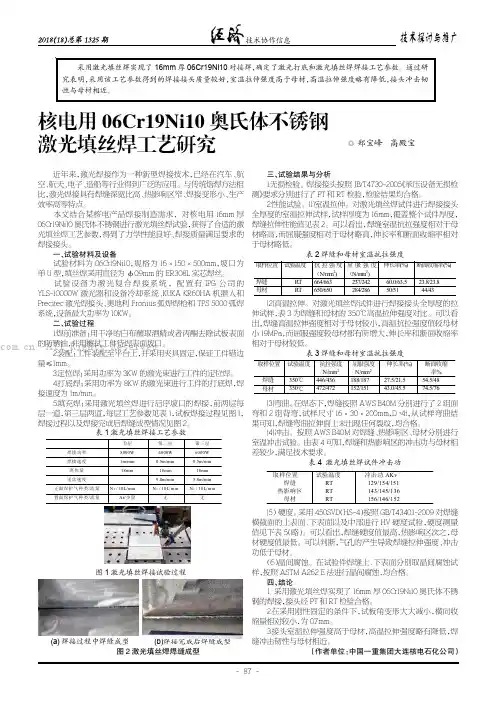
本文结合某核电产品焊接制造需求,对核电用16mm 厚06Cr19Ni10奥氏体不锈钢进行激光填丝焊试验,获得了合适的激光填丝焊工艺参数,得到了力学性能良好、焊接质量满足要求的焊接接头。
一、试验材料及设备试验材料为06Cr19Ni10,规格为16×150×500mm,坡口为单U 型,填丝焊采用直径为φ0.9mm 的ER308L 实芯焊丝。
试验设备为激光复合焊接系统,配置有IPG 公司的YLS-10000W 激光器和设备冷却系统、KUKA KR60HA 机器人和Precitec 激光焊接头、奥地利Fronius 弧焊焊枪和TPS 5000弧焊系统,设备最大功率为10KW。
二、试验过程1.焊前准备:用干净的白布蘸取酒精或者丙酮去除试板表面的防锈油,并用擦拭工件待焊表面坡口。
2.装配:工件装配至平台上,并采用夹具固定,保证工件错边量≤1mm。
3.定位焊:采用功率为3KW 的激光束进行工件的定位焊。
4.打底焊:采用功率为8KW 的激光束进行工件的打底焊,焊接速度为1m/min。
5.填充焊:采用激光填丝焊进行后序坡口的焊接,前两层每层一道,第三层两道,每层工艺参数见表1,试板焊接过程见图1,焊接过程以及焊接完成后焊缝成型情况见图2。
表1激光填丝焊接工艺参数图1激光填丝焊接试验过程(a)焊接过程中焊缝成型(b)焊接完成后焊缝成型图2激光填丝焊焊缝成型三、试验结果与分析1.无损检验。
焊接接头按照JB/T4730-2005《承压设备无损检测》要求分别进行了PT 和RT 检验,检验结果均合格。
2.性能试验。
(1)室温拉伸。
对激光填丝焊试件进行焊接接头全厚度的室温拉伸试样,试样厚度为16mm,覆盖整个试件厚度,焊缝拉伸性能值见表2。
hb 铝合金激光填丝焊接工艺以HB铝合金激光填丝焊接工艺为标题的文章导言:随着工业技术的不断发展,激光焊接技术在金属焊接领域中扮演着越来越重要的角色。
HB铝合金是一种常见的铝合金材料,具有轻质、高强度和耐腐蚀的特点,在航空航天、汽车制造和电子领域得到广泛应用。
本文将探讨HB铝合金激光填丝焊接工艺的特点、优势和应用。
一、HB铝合金激光填丝焊接工艺的特点HB铝合金激光填丝焊接工艺是指利用激光束对铝合金进行填充焊接的一种技术。
相比传统的铝合金焊接方法,HB铝合金激光填丝焊接具有以下特点:1. 高精度:激光焊接技术能够实现高精度的焊接,填充焊接的缝隙较小,焊缝质量更好。
2. 低热输入:激光焊接过程中,热影响区域较小,可以避免因过高的焊接温度导致材料变形或热裂纹的问题。
3. 高效率:激光焊接速度快,焊接效率高,能够提高生产效率和降低成本。
4. 自动化程度高:激光焊接设备可以与机器人等自动化设备配合使用,实现自动化生产,提高生产效率和一致性。
二、HB铝合金激光填丝焊接工艺的优势HB铝合金激光填丝焊接工艺相比传统的焊接方法具有以下优势:1. 填充性能好:激光焊接可以实现铝合金材料的高质量填充,焊接接头强度高,抗拉强度和疲劳寿命都有所提高。
2. 焊接速度快:相比传统的TIG焊接方法,激光焊接速度更快,能够大幅度提高生产效率。
3. 无需后续处理:激光焊接工艺的焊缝表面质量好,通常不需要进行后续的表面处理,减少了生产工艺和成本。
4. 可焊接性广泛:HB铝合金激光填丝焊接工艺不仅适用于HB系列铝合金,还适用于其他铝合金材料的焊接。
三、HB铝合金激光填丝焊接工艺的应用HB铝合金激光填丝焊接工艺在各个领域都有广泛的应用,特别是在航空航天、汽车制造和电子领域。
具体应用包括以下几个方面:1. 航空航天领域:HB铝合金激光填丝焊接工艺可以用于航空航天领域的飞机结构件的焊接,如机身、机翼等,能够提高零部件的质量和强度。
2. 汽车制造领域:HB铝合金激光填丝焊接工艺可以用于汽车制造中的车身焊接,如车身框架、车门等,能够提高车身的强度和安全性。
铝合金薄板激光填丝焊接技术激光填丝焊接铝合金不但可以保持激光焊固有的优点,如能量集中、变形小等,还可以降低对接焊时的间隙裕度,减少焊接缺陷,提高接头性能等,从而扩大铝合金薄板激光焊接在航空航天工业中的应用。
铝合金是航空航天工业中的主要结构材料,它不仅具有高比强度、高比模量、良好的断裂韧性、疲劳强度和较低的裂纹扩展速率,同时还具有优良的成形工艺性和良好的耐蚀性。
在民用飞机中,铝合金占结构材料重量百分比高达70% ~ 80%。
在新一代军用飞机中,由于复合材料和钛合金用量的增加,铝合金的用量有所减少,但高纯、高强、高韧的高性能铝合金用量却增加了。
苏-27飞机上铝合金约占全机结构重量的60%。
激光焊接具有能量集中、焊接变形小、焊缝质量优良、生产效率高等优点,此外激光的柔性更增加了焊接工艺的灵活性。
在飞机制造中,激光焊接可以实现飞机结构以焊代铆以及替代常规焊接方法提高焊缝质量。
因此对铝合金的激光焊接技术研究成为各国特别是航空航天制造工业界的焦点。
1激光焊接如果不填丝,将存在如下局限性:1.焊接接头的化学成份完全取决于母材,性能不能按要求进行调整;激光焊接铝合金时,低沸点元素容易蒸发造成接头性能下降。
2.激光焊接对接头间隙要求严格,自熔焊所允许的间隙量最大不超过板厚的10%。
在实际生产中,尤其对于航空航天工业,不可避免地会遇到对薄板的对接激光焊,当薄板厚度为1.2mm或者更薄时,对接焊的间隙要求很难满足。
如果对薄板采用曲面对接焊,这一间隙要求更难达到。
虽然通过机械加工可以使被焊工件的装配间隙符合要求,但这势必增加成本,更不利于激光焊接在工业生产中推广应用。
3.激光焊接铝合金时过程不稳定,焊缝成形不理想,且由于熔池中高反射率和低表面张力,将会导致焊缝缺陷,如焊塌、气孔和软化等。
同时,铝合金对气孔有最大的敏感性,而氢是铝及铝合金熔焊时产生气孔的主要原因。
氢之所以能使焊缝形成气孔,与其在铝及铝合金中溶解度的变化特性有关。
铝合金激光填丝和电弧复合焊接技术研究的开题报告一、研究背景随着现代工业的发展,铝合金材料已经被广泛应用于航空、汽车、电子等行业。
而铝合金材料在使用过程中常常需要进行焊接,然而传统的焊接方法存在着一些问题,如焊接过程中的热影响区较大、焊接接头强度不高等。
因此,发展新型的焊接技术已成为铝合金材料相关领域中的热点问题。
目前,铝合金材料的焊接方法主要包括TIG焊、MIG/MAG焊、电弧焊等。
但这些传统的焊接方法无法有效解决上述问题。
近年来,激光填丝和电弧复合焊接技术在铝合金材料的焊接中逐渐得到了广泛应用。
二、研究内容和目的本研究主要针对铝合金材料的激光填丝和电弧复合焊接技术进行探究和分析,研究焊接参数、焊接质量和焊接强度等相关问题,从而探讨这种新型的焊接技术在实际工程应用中的可行性和优越性。
具体的研究内容包括以下几个方面:1. 建立铝合金材料的激光填丝和电弧复合焊接实验体系。
2. 分析焊接参数对焊接质量和焊接强度的影响,并确定最优参数组合。
3. 对比传统焊接方法和激光填丝和电弧复合焊接技术在焊接质量和焊接强度等方面的优缺点。
4. 探讨激光填丝和电弧复合焊接技术在实际工程中的应用前景和发展方向。
三、研究方法本研究采用实验法和理论分析相结合的方法进行研究,具体步骤包括:1. 选择适宜的铝合金材料和焊接设备,建立激光填丝和电弧复合焊接实验体系。
2. 设计焊接试样,分别采用传统焊接方法和激光填丝和电弧复合焊接技术进行焊接,记录焊接参数和焊接过程中相关数据。
3. 对焊接试样进行断口分析和拉伸试验,评估焊接质量和焊接强度。
4. 分析数据,确定最优焊接参数组合,并与传统焊接方法进行对比分析。
5. 根据实验结果,探讨激光填丝和电弧复合焊接技术的应用前景和发展方向。
四、研究意义铝合金材料的焊接一直是一个热门的研究课题,随着科技的进步,新型的焊接技术不断涌现。
本研究旨在探讨铝合金材料的激光填丝和电弧复合焊接技术的优缺点及其在实际应用中的可行性,对推进焊接技术的发展和铝合金材料行业的繁荣发展具有重要的意义。
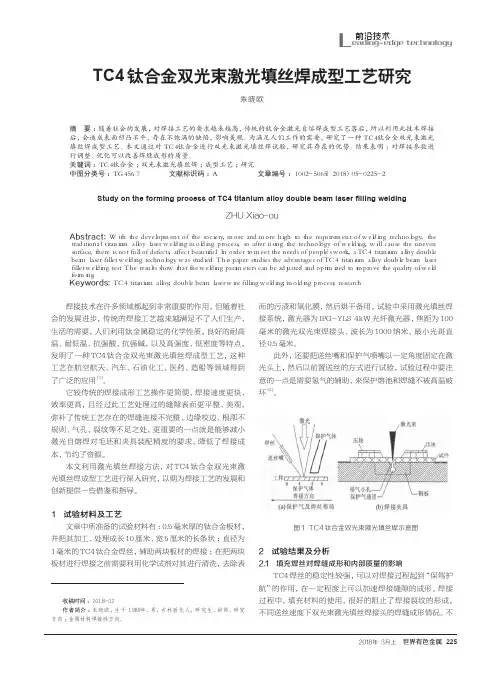
前沿技术L eading-edge technology TC4钛合金双光束激光填丝焊成型工艺研究朱晓欧(辽宁理工学院 工程技术学院,辽宁 锦州 121000)摘 要:随着社会的发展,对焊接工艺的要求越来越高,传统的钛合金激光自熔焊成型工艺落后,所以利用此技术焊接后,会造成表面凹凸不平,存在不饱满的缺陷,影响美观。
为满足人们工作的需要,研究了一种TC4钛合金双光束激光填丝焊成型工艺。
本文通过对TC4钛合金进行双光束激光填丝焊试验,研究其存在的优势。
结果表明:对焊接参数进行调整、优化可以改善焊缝成形的质量。
关键词:TC4钛合金;双光束激光填丝焊;成型工艺;研究中图分类号:TG456.7 文献标识码:A 文章编号:1002-5065(2018)05-0225-2Study on the forming process of TC4 titanium alloy double beam laser filling weldingZHU Xiao-ou(Liaoning Institute of Technology,College of Engineering and Technology,Jinzhou,China)Abstract: With the development of the society, more and more high to the requirement of welding technology, the traditional titanium alloy laser welding molding process, so after using the technology of welding, will cause the uneven surface, there is not full of defects, affect beautiful. In order to meet the needs of people's work, a TC4 titanium alloy double beam laser fillet welding technology was studied. This paper studies the advantages of TC4 titanium alloy double beam laser fillet welding test. The results show that the welding parameters can be adjusted and optimized to improve the quality of weld forming.Keywords: TC4 titanium alloy; double beam laser wire filling welding; molding process; research焊接技术在许多领域都起到非常重要的作用,但随着社会的发展进步,传统的焊接工艺越来越满足不了人们生产、生活的需要,人们利用钛金属稳定的化学性质,良好的耐高温、耐低温、抗强酸、抗强碱,以及高强度、低密度等特点,发明了一种TC4钛合金双光束激光填丝焊成型工艺,这种工艺在航空航天、汽车、石油化工、医药、造船等领域得到了广泛的应用[1]。
Electric Welding MachineVol.53 No.5May 2023第 53 卷 第 5 期2023 年5 月镀锌钢板激光填丝焊接工艺与接头力学性能研究周牧, 周林柱, 李金宝, 周川川, 谷昊, 姜一帆中国第一汽车集团有限公司 工程技术部,吉林 长春 130000摘 要:车身用镀锌钢板的厚度较薄,采用其他方法焊接制造容易产生较大变形,开发厚度较薄的镀锌钢板激光填丝焊接工艺具有重要工程实践意义。
针对车身用0.7 mm 厚异种镀锌钢板,开展激光填丝焊接工艺试验,系统研究关键工艺参数(激光功率、焊接速度、离焦量和送丝速度)对焊缝表面和横截面的影响规律,分析焊接接头的微观组织特征和力学性能。
结果表明,激光功率、焊接速度、离焦量和送丝速度有较好匹配时,可以获得焊接飞溅少、表面光滑的焊缝;焊接接头拉伸试样在强度较弱的母材发生断裂。
关键词:镀锌板; 激光填丝焊; 工艺特征; 微观组织; 力学性能中图分类号:TG456.7 文献标识码:A 文章编号:1001-2303(2023)05-0064-06Study on Process Characteristic and Mechanical Properties of LaserWelding with Filler Wire for Dissimilar Galvanized Steel SheetsZHOU Mu, ZHOU Linzhu, LI Jinbao, ZHOU Chuanchuan, GU Hao, JIANG YifanEngineering Technology Department, China FAW Group Corporation Limited, Changchun 130000, ChinaAbstract: The thickness of galvanized steel sheet for car body is relatively thin, and it is easy to produce large deformation when welding and manufacturing by other methods. Therefore, it is of great theoretical and practical significance to develop the laser filler wire welding process for thinner galvanized steel sheet. In this paper, the experimental research on laser wire filling welding process is carried out for different kinds of galvanized steel sheets used for car bodies. The influence of key process parameters (laser power, welding speed, defocusing amount and wire feeding speed) on the weld surface and cross section was systematically studied. The microstructure characteristics and mechanical properties of welded joints were ana ‐lyzed. The results show that when the laser power, welding speed, defocusing distance and wire feeding speed are well matched, the weld with less spatter and smooth surface can be obtained. The tensile specimen of welded joint broke in the base metal with weak strength. This study will provide a theoretical basis and technical support for high-quality welding and manufacturing of galvanized steel sheets.Keywords: galvanized sheet; laser filler wire welding; process characteristics; microstructure; mechanical property引用格式:周牧,周林柱,李金宝,等.镀锌钢板激光填丝焊接工艺与接头力学性能研究[J ].电焊机,2023,53(5):64-69.Citation:ZHOU Mu, ZHOU Linzhu, LI Jinbao, et al.Study on Process Characteristic and Mechanical Properties of Laser Welding with Filler Wire for Dissimilar Galvanized Steel Sheets[J].Electric Welding Machine, 2023, 53(5): 64-69.0 前言镀锌钢板具有优良的耐腐蚀性能,大量应用于汽车结构件和零部件的制造[1-2]。
第16卷第1期精密成形工程2024年1月JOURNAL OF NETSHAPE FORMING ENGINEERING105304不锈钢局部干法水下激光填丝焊接工艺及焊缝性能研究赵亮,朱加雷*,赵志博,赵友亮,李桂新,李松钊,黄钰珊(北京石油化工学院机械工程学院,北京 106217)摘要:目的采用自主研制的水下激光填丝焊接装备,在304奥氏体不锈钢板材表面进行U形坡口激光填丝焊接试验,为304不锈钢水下修复工作提供技术参考。
方法在功率为5 600 W、焊接速度为6 mm/s、送丝速度为205 cm/min、保护气体流量为15 L/min、排水气体流量为30 L/min的条件下进行焊接试验,并对空气和水下环境下的焊缝进行对比检测分析。
通过光学显微镜分析2种环境下焊缝的显微组织;对2种焊缝进行拉伸、弯曲等力学性能测试;采用显微硬度计测试1 kg载荷下不同区域的显微硬度;使用VersaSTAT 3F电化学工作站测定在3.5%(质量分数)的NaCl溶液中2种焊缝的开路电位和极化曲线。
结果2种环境下的焊缝均无明显裂纹、气孔等缺陷;显微组织主要由奥氏体和铁素体组成,但2种环境下焊缝的奥氏体晶粒大小和铁素体形状均略有差别,焊缝拉伸断口均为典型的韧性断裂形貌且抗拉强度符合304不锈钢标准。
2种环境下焊缝的微观组织和晶粒大小不同,水下焊缝硬度高于空气的。
通过分析2种环境下焊缝的开路电位和极化曲线,可知水下焊缝的耐腐蚀性略高。
结论所开发的局部干法水下激光填丝焊接工艺可以满足实际工程中水下焊接维修的要求,其焊缝性能可以满足304不锈钢空气环境下的焊接质量标准。
关键词:局部干法;激光焊接;304不锈钢;水下焊接;电化学腐蚀DOI:10.3969/j.issn.1674-6457.2024.01.012中图分类号:TG456.7 文献标志码:A 文章编号:1674-6457(2024)01-0105-07Local Dry Underwater Laser Wire Filling Welding Process andWeld Properties of 304 Stainless SteelZHAO Liang, ZHU Jialei*, ZHAO Zhibo, ZHAO Youliang, LI Guixin, LI Songzhao, HUANG Yushan(School of Mechanical Engineering, Beijing Institute of Petrochemical Technology, Beijing 106217, China)ABSTRACT: The work aims to conduct an U-shaped bevel laser filler welding test on the surface of a 304 austenitic stainless steel plate with self-developed underwater laser filler welding equipment, to provide technical reference for underwater repair of收稿日期:2023-10-06Received:2023-10-06基金项目:国家自然科学基金联合基金(U22B20127);北京市科技计划(KZ202210017023);北京市属高校分类发展项目(11000023T000002199202)Fund:The National Natural Science Foundation of China (U22B20127); Beijing Science and Technology Plan (KZ202210017023); the Classified Development Projects of Beijing Municipal Institutions (11000023T000002199202)引文格式:赵亮, 朱加雷, 赵志博, 等. 304不锈钢局部干法水下激光填丝焊接工艺及焊缝性能研究[J]. 精密成形工程, 2024, 16(1): 105-111.ZHAO Liang, ZHU Jialei, ZHAO Zhibo, et al. Local Dry Underwater Laser Wire Filling Welding Process and Weld Properties of 304 Stainless Steel[J]. Journal of Netshape Forming Engineering, 2024, 16(1): 105-111.*通信作者(Corresponding author)106精密成形工程 2024年1月304 stainless steel. Welding tests were conducted at the power of 5 600 W, welding speed of 6 mm/s, wire feeding speed of 205 cm/min, protective gas flow rate of 15 L/min, drainage gas flow rate of 30 L/min. Welds in the air environment and the under-water environment were subject to comparative testing and analysis. The microstructures of the welds in both environments were analyzed with an optical microscope; The mechanical properties of the two welds were tested in tensile and bending; The distribution of microhardness in different areas under 1 kg load was tested with a microhardness tester; And the open-circuit po-tentials and polarization curves of welds in different environments were determined through the V ersa STAT 3F electrochemical workstation in 3.5% NaCl solution. The welds in the two environments had no obvious cracks, pores and other defects; Their microstructure was mainly composed of austenite and ferrite, but their austenite grain size and ferrite shape were slightly differ-ent. Their weld tensile fractures were typical toughness fracture morphology and tensile strength in line with the standards of 304 stainless steel; Due to the different microstructure and grain size of the welds in two environments, the hardness of the welds in the underwater environment was higher than those in the air environment. By analyzing the open-circuit potential and polarization curves of the welds in both environments, it is shown that the corrosion resistance of the welds in the underwater environment was slightly higher. In conclusion, the developed local dry underwater laser wire filling welding process can meet the actual project underwater welding repair requirements, and its weld performance can meet the 304 stainless steel air envi-ronment welding quality standards.KEY WORDS: local dry method; laser welding; 304 stainless steel; underwater welding; electrochemical corrosion304不锈钢具有良好的加工性能,在耐腐蚀性和抗晶间腐蚀性能方面有非常优异的表现,常用于食品、矿山、石油、核电以及海洋船舶等领域[1-5]。
zl114a铝合金激光填丝焊接工艺及显微组织研究
以“14a铝合金激光填丝焊接工艺及显微组织研究”为标题,本文通过分析14a铝合金激光填丝焊接工艺及其显微组织来探讨焊接
及显微结构之间的关系。
首先,我们对14a铝合金激光填丝焊接工艺进行了介绍。
14a铝合金激光填丝焊接工艺是一种特殊的高技术的焊接工艺,采用激光光束将填丝和填丝渣融合成一体,达到焊接的目的。
相比于传统的焊接工艺,激光填丝焊接具有焊接速度快,焊痕美观、小的热影响区,可以降低金属材料的残余应力,节约更多的焊接材料,降低焊接成本,从而提高焊接质量和效率。
此外,本文还研究了14a铝合金激光填丝焊接工艺的显微组织结构。
激光填丝焊接处理后形成了两个层,一个是熔池,一个是抗拉根状区域。
熔池的形状圆润,有细小的晶粒,且基体和晶粒之间的界面尖锐。
抗拉根状区域由少量塑性变形和脱落熔渣形成,形成了一个复合结构,具有优异的力学性能,这也证明了14a铝合金激光填丝焊接工艺在高速焊接加工中的应用性。
最后,本文对14a铝合金激光填丝焊接工艺及其显微组织进行了深入的研究,以便对14a铝合金激光填丝焊接工艺及其显微组织有更深刻的理解,并希望能够指导实际的工程应用和可靠性设计。
此外,本文也指出了激光填丝焊接工艺在节约能源、提高效率、降低成本方面的优势,可以为工业界的焊接应用提供参考。
综上所述,14a铝合金激光填丝焊接工艺及其显微组织具有优良
的性能,有助于提高焊接材料和能源利用率,更好地满足工业需求。
第5期0引言镀锌板的镀锌层不但有良好的导电性,而且有优秀的保护作用,镀锌板良好的抗腐蚀性能使得其在多个领域受到欢迎,包括建筑、轻工、汽车、农牧渔业等。
然而镀锌板中锌层的存在,使得镀锌板的焊接有很大局限性。
镀锌板焊接中,镀锌层和内部钢物理性能存在非常大的差异(钢的熔点1300℃,沸点2861℃,镀锌层熔点420℃,沸点908℃[1])极易产生气孔、飞溅、间隙过大,焊接后成形不良等。
激光焊接属于高能束焊接技术,具有能量密度高、热变形小、焊缝深宽比大、焊接速度快、镀锌层损耗小等特点,非常适于精密焊接。
激光填丝焊接能有效抑制镀锌板气孔的产生及拼接中存在的间隙问题。
激光摆动填丝焊接是一种新型的激光焊接方法,目前已在板材拼焊、提高焊件装配间隙的容忍性等方面取得了较好应用,但是对摆动填丝对镀锌板焊接研究很少提及。
本文以1.5m m 镀锌板为研究对象,重点研究了在不同间隙下镀锌板最优工艺参数及形貌。
1实验材料、设备及方法1.1实验材料镀锌钢板尺寸为50m m ×100m m ,其主要成分含量如表1所示。
1.2实验设备安川G P25,O SPR I LD W 400摆动焊接头(75/200),PR I M A 4000W 光纤激光器芯径100μ,万顺兴送丝控制系统。
1.3实验方法在实验前期确定优化的焊接参量,焊接速率V =1.2m /m i n ,离焦量=0m m ,摆动光斑为圆形光斑,摆动大小(圆形光斑直径)=1.5m m ,摆动速度(摆动频率和幅度)=150m m /s ,M G 50-6铁丝丝径1.2m m 。
实验过程中采用高纯氩气(99.999%)保护,其流量为25L /m i n 。
通过依次改变激光摆动填丝焊接参量(板材间隙、激光功率、送丝速度)来研究其对镀锌板成形的影响,并按所得规律选取最优工艺参量进行,对实验所得焊缝进行焊接成形形貌和宏观微观金相分析等手段进行分析定义气孔率P 为焊缝截面气孔面积A 与截面总收稿日期:2023-04-13;修订日期:2023-05-241.5m m 镀锌板激光摆动填丝焊接工艺研究蒋文祥1,黎兴宝1,2,史主德1,2,吴许祥1,2,王成1,2,施海涛1,2,周正信1,陈锐1,2(1.江苏亚威机床股份有限公司,江苏扬州225200;2.江苏省金属板材智能装备重点实验室,江苏扬州225200)摘要:以1.5m m 镀锌板为研究对象,为解决镀锌板激光焊接间隙大(0.3m m ~1.0m m )和飞溅产生气孔问题,采用摆动填丝进行焊接,通过改变激光功率、送丝速度、摆动速度、摆动直径等影响因素进行激光填丝焊接试验,探究出最优镀锌板激光摆动填丝焊接工艺参数。