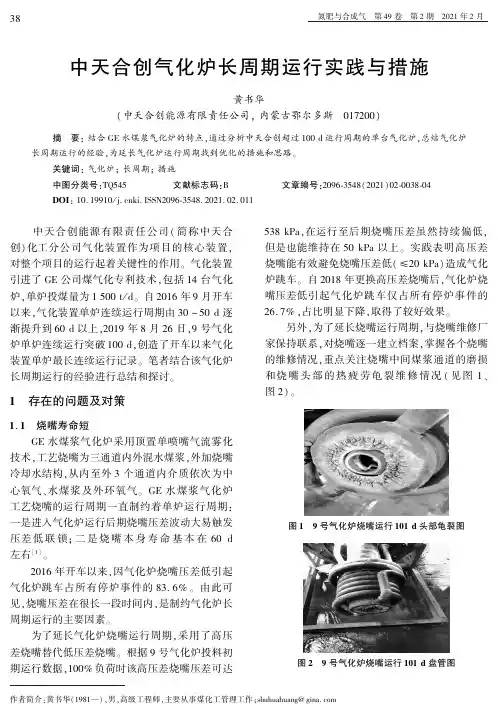
提高德士古气化炉运行周期的措施
- 格式:pdf
- 大小:1.86 MB
- 文档页数:3
冷却水系统,气化炉联锁跳车。
德士古气化炉预混式烧嘴在满负荷工况下,由以上两种原因,一般使用寿命在60 d 左右,很难超过90 d 。
3 德士古气化炉烧嘴延长寿命的措施3.1 烧嘴冷水盘管增加防护措施针对烧嘴冷却水盘管容易烧穿处增加保护措施。
冷却水盘管材质为INCONEL625,烧嘴冷却水夹套与烧嘴头部连接处容易烧穿,在原有设计基础上,在连接处安装一层耐火网,在下方再焊接安装一段保护套,对该薄弱点双重保护,避免热辐射直接作用到冷却水盘管与烧嘴焊接连接段[1]。
3.2 烧嘴煤浆喷头材质改进烧嘴磨损后,特别是煤浆喷头磨损后烧嘴压差会变小,这会影响煤浆雾化效果,碳转化率也会降低。
德士古气化炉烧嘴一般设计材质是与氧气接触的部分是INCONEL625材料,煤浆喷头材质是UMCo50。
为减缓煤浆喷头磨损,选用高硬度和耐磨性的材料制作煤浆喷头,改成复合陶瓷材质。
复合陶瓷具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能。
改进材质后,烧嘴运行时间明显增加。
实践证明,硬质合金材质的煤浆喷头有更好的耐磨性,这为德士古气化炉长周期运行创造了条件。
3.3 工艺烧嘴设计参数与操作参数相匹配控制在工艺烧嘴的规格不改变的情况下,操作人员的操作思维、工艺操作条件和气化炉运行状态促使烧嘴所工作环境变化也是决定气化炉烧嘴能否长周期稳定运行的关键因素。
1 德士古气化炉烧嘴简介德士古气化炉是用在水煤浆加压气化技术的气化炉种类之一,而气化炉是煤气化装置最核心的设备,工艺烧嘴是决定气化炉长周期运行的重要条件之一。
德士古气化炉烧嘴安装在气化炉顶部,是水煤浆、氧气进入气化炉的入口点。
其主要作用是将进入气化炉的水煤浆和氧气混合、雾化,结构为预混式三流道设计,中心管走中心氧气,内环隙走水煤浆,外环隙走环隙氧气,烧嘴头部有冷却水夹套及冷却水盘管,运行时通冷却水以保护烧嘴不被烧坏。
2 德士古气化炉烧嘴运行现状气化炉烧嘴是决定气化炉长周期运行的重要条件,常见的损坏形式有烧嘴冷却水盘管烧嘴和烧嘴喷头磨损,只要出现其中一条,就需要停炉更换烧嘴。
如何保证气化炉长周期运行气化炉是煤化工装置的核心和龙头,决定了全系统装置能否长周期、满负荷、安全、稳定地运行,也决定了产品的成本效益。
在调查中了解到,目前煤化工装置运行的无论是干煤粉还是水煤浆煤气化炉,单炉最长连续运行时间都达到了200多天,但各个类型炉型之间依旧有差别。
同样是水煤浆气化炉(包含备用炉),有连续运行300多天的,也有连续运行550天的。
业内专家指出,影响气化炉长周期运行的是综合因素,考量的是企业的综合实力,企业应当着重在烧嘴精度、喷嘴与气化炉流场结构、排渣系统的优化设计,提高灰水系统运行周期和保持煤质稳定上下功夫。
优选喷嘴材料和处理工艺喷嘴是气化炉的核心设备,喷嘴使用寿命是决定气化炉生产周期长短的关键因素,60%的气化炉停车都与喷嘴有关。
伊泰煤制油公司总经理刘尚利认为,喷嘴寿命周期在100~150天,到时候必须停下来更换,喷嘴损坏会直接造成气化反应氧碳比失调,使气化炉进料紊乱,甚至引发超温、过氧爆炸等严重事故。
因此,除了喷嘴加工精度外,使用中的监控和管理也非常重要的。
华东理工大学洁净煤技术研究所周志杰副教授认为,提高喷嘴的寿命需要对其结构设计优化,煤浆中的固体颗粒对喷嘴材料的磨损很大,应尽量降低煤浆流动速度,还要探索采用耐高温、耐磨材料或者堆焊耐磨合金加热处理工艺制造喷头。
陕西鑫立喷嘴研制开发有限公司技术部部长胡战卜则表示,烧嘴的运行与氧煤比、水煤浆流速等因素有关,要提高烧嘴及气化炉稳定运行周期,今后还应探索外氧气流和水煤浆流的最佳角度结构设计,使喷射结构和角度更合理,达到最好的混合、雾化效果,使水煤浆反应充分,有效气含量提高,煤渣含碳量降低。
在运行中为保护烧嘴,有煤化工企业通过在烧嘴前端浇注保温材料,使烧嘴盘管及外头端部与炉内火焰有效隔离,炉内火焰不会直接对冷却水盘管和外喷头进行烧蚀,减少烧嘴外头端部因受热冲击产生的龟裂,消除了冷却水盘管和外头角焊缝处受炉内高温气体的影响引起的热应力损坏,延长了烧嘴使用周期,保障了气化装置的长周期稳定运行。
德士古气化装置运行总结许令奇,陈迎(安徽淮化集团有限公司,安徽淮南 232038) 2002-11-16淮化"18·30”工程是新建的一套年产180kt合成氨、300kt尿素的生产装置。
其中气化部分采用美国德士古公司水煤浆加压气化工艺,是国内继山东鲁南化肥厂、上海焦化有限公司、渭河化肥厂之后投运的第四套水煤浆加压气化装置。
装置包括二套磨煤系统、三台气化炉及一套灰水处理系统。
气化炉为二开一备。
气化压力为4.0MPa,生产能力为1264km3/d的H2+CO气。
装置于2000年8月进行化工试车,至2002年4月已运行一年半时间,其间对系统进行了大小几十项改造,并成功地进行了义马煤中配入华亭煤、石油焦的试烧工作,运行显示该装置具有生产能力大,安全稳定,操作弹性大的优点,截止2002年4月,已累计生产合成氨250kt。
1 试车及气化装置运行情况1.1 制浆试车1999年11月对制浆系统首先进行试车,通过对磨机加棒级配的变化和对添加剂量的调整,制出了完全符合德士古气化要求的水煤浆,磨机试车制浆的级配见表1。
1.2 气化试车气化装置于2000年8月9日进行单台炉试车。
分二个阶段,第一阶段(2000.8.9~8.17)单台气化炉60%负荷运行,合成气放空到火炬,该阶段九天时间,3#气化炉投料5次,全部取得成功。
第四次停车时,在未换德士古烧嘴,未重新升温的情况下,连投成功。
化工试车第二阶段(2000.9.19~10.9),启动二台气化炉,合格煤气进入下游工序并打通合成氨流程,转入试生产阶段。
1.3 装置运行情况及技术指标气化装置从2000年8月9日第一次投料起,至2002年4月,3台气化炉共投料78次,累计运行23861h,单炉连续稳定运行时间为1154h,一年多来三台气化炉的开停车情况见表2,造成气化炉停车原因见表3。
运行过程中,针对出现的问题,对装置进行了几十项技术改造,积累了较为丰富的经验,并分别于2000年11月进行了义马煤配入50%华亭煤的试烧,2002年3月配入20%石油焦的试烧工作,皆取得了成功。
德士古气化炉经济运行浅析作者:王靖博殷春张受坤来源:《科学与财富》2018年第34期摘要:针对德士古气化炉运行中影响气化炉长周期稳定运行的因素,结合长期运行实践,进行分析,并给出了提高气化炉运行周期和经济性的优化运行措施。
采取优化措施后,有效提高了气化炉运行周期和产气率,同时降低了能耗,节约了生产成本。
关键词:德士古气化炉;运行周期;经济性第一章概述德士古煤气化工艺于1948年由位于美国加利福尼亚州南部的德士古公司蒙特贝拉研究中心的实验厂首创,经过几十年的研究与开发,发展到如今气化领域不可或缺的一项技术。
德士古气化工艺的商业化使用已有近50年的历史,这种工艺是将天然气、煤等含碳物质转化为一氧化碳和氢气的一种技术。
该工艺生产的工艺气,有多种用途,包括:(1)用于生产合成氨、甲醇、羰基化学品、醋酸及其它石化产品;(2)用于铁矿石的还原;(3)用于城市煤气;(4)作为采用联合循环发电技术进行发电的清洁燃料。
第二章德士古气化炉工艺流程简述由磨煤系统制备出浓度约60%的水煤浆,经高压煤浆泵和空分输送来的纯氧经三通道式烧嘴喷射到气化炉内,在高温(约1300~1400℃)下,水煤浆与氧气反应,产生合成气(主要成分为CO、H2、CO2),同时生成少量熔渣。
合成气与反应生成的少量熔渣沿着下降管进入激冷室,在此熔渣被冷却固化后沉降到气化炉激冷室锥底,经锁斗收集后排出。
合成气被冷却并吸收饱和水蒸气后出下降管,沿下降管与上升管之间的环隙上升,离开上升管后被激冷室顶部的折流挡板折流,由激冷室合成气出口排出,经文丘里洗涤器去洗涤塔进一步洗涤、除尘后,送往变换工序。
经气化工段产生的黑水送往闪蒸系统,经过高压闪蒸,低压闪蒸,真空闪蒸这三级闪蒸将黑水中的水和气体蒸发与杂质分离,回收热量和水分,水进一步循环使用。
2.1工艺方面气化炉出现带水时,加大气化炉激冷水的供应量和排出量,应加大气化炉排水调节阀的开度,但不易排水过大,以防止气化炉液位过低而跳车。
《装备维修技术》2021年第13期煤气化德士古气化炉的检修维护措施探究牛清亮(兖矿国宏化工有限责任公司,山东 邹城 273500)摘 要:本文简要介绍了德士古气化炉的概述,然后围绕制定适当检修计划、完善日常检修内容、加强激冷室的检修、强化耐火砖的检修、气化炉的检修维护五个方面,主要探讨了煤气化德士古气化炉的具体检修维护措施,以此提高德士古气化炉的质量,为工作人员提供充分参考。
关键词:煤气化;德士古气化炉;检修维护引言:近年来,随着我国经济的日益增长,煤气化工业的发展得到迅速提升,尤其是德士古气化炉在化工行业中具有重要作用,在对该设备使用的过程中,化工行业具有相应的特殊性。
因此,该设备极易出现故障,造成设备无法正常投入到使用中,工作人员需加大对德士古气化炉的检修以及维护,减少其发生故障的概率,延长设备的使用周期,以此为化工企业带来更大的经济效益。
1德士古气化炉概述德士古气化炉是一种两相并流气化的炉型,其结构按功能分为燃烧室以及激冷室。
其中,燃烧室是通过高温高压的环境,对水煤浆进行充分裂解、挥发,燃烧,气化,以此为该项工作提供相应的场所,以完成设备的工作内容。
在激冷室中,可有效将熔渣、粗煤气等进行洗涤、冷却,通过不断发挥德士古气化炉的优势,能够充分提高该设备的使用效率,确保化工厂具有较高的生产效率,以达到良好的使用效果。
在该设备的使用过程中,工作人员需对其原理进行全面分析,了解德士古气化炉的整体结构。
该装置通常会将水煤浆通过隔膜泵不断对其进行加压,通过工艺烧嘴后,将水煤浆与氧气喷入到炉内进行充分混合,以形成良好的状态。
在该形式下,水煤浆与氧气进行氧化还原反应,加强对水煤浆的充分分解,从而可有效达到良好的使用效果;当熔渣与粗煤气进入下降管中后,激冷水通过激冷环流出,在下降管内壁环形环形水膜,可有效保护气化炉内件,激冷水、熔渣和粗煤气通过下降管过进入激冷室液相,经过液相的洗涤、降尘后,粗煤气经过气泡切割器除沫后进入后系统,冷却后的熔渣进入到收集装置中,以此完成气化炉主要功能。
第39卷第9期2005年9月西安交通大学学报JOU RN A L OF XI c A N JIA OT O N G U N IV ERSIT YVol.39l9Sep.2005德士古煤气化工艺及装置的长周期安全运行分析国蓉,程光旭,郑宝祥,王毅(西安交通大学能源与动力工程学院,710049,西安)摘要:针对德士古煤气化系统运行周期短的问题,提出了危险与可操作性分析(H A ZOP)方法,依据拟定的引导词,选取6个分析节点,得到煤气化系统可能的故障原因及失效后果.与传统安全分析方法相比,所提方法的优势在于:将H AZOP与失效模式、效应和危害度分析(FMECA)方法结合起来,建立了工艺与设备相结合的综合分析方法.应用该方法,对煤气化操作工艺失常状态及设备的长周期运行可靠性进行了深入分析,确定了引起煤气化装置非正常运行状态的关键因素和设备故障的危害度.研究表明,气化炉(燃烧室、激冷室)是整个系统易发生故障的薄弱环节.关键词:德士古煤气化;危险与可操作性分析;安全分析;长周期运行中图分类号:TQ54618文献标识码:A文章编号:0253O987X(2005)09O0994O04Long Period and Safety Running Analysis of Texaco CoalGasification Process and UnitsGuo R ong,Cheng G uangx u,Zheng B aox iang,Wang Yi(School of E nergy and Pow er Engin eering,Xi c an Jiaoton g U nivers ity,Xi c an710049,Chin a)Abstract:H azard and operability analysis(H AZOP)method w as proposed to solve the short-period run-ning problems of Texaco co al gasificatio n system.According to a set of guide w ords,six analysis nodes w ere chosen and some po ssible breakdow n causes and consequences of each deviation w ere obtained.A new com prehensiv e assessment appr oach w hich combined H A ZOP w ith failure modes,effects,and criticality a-nalysis(FM ECA)w as established to analy ze safety status of pro cess and unit,and then this appro ach w as used to analyze the r eliability and unusual o perating process o f the Texaco co al gasificatio n system.The advantages of this approach are that the most im portant effect factors o n operating process and criticality of the most dang er ous equipment could be fo und o ut m ore easily and quickly.It is show n that the assessm ent principle is suitable for the long period and safety running analysis of other coal gasificatio n process sys-tems.T he gasifier(consisting o f an upper refractory-lined reaction chamber and a low er quench chamber) is easier to break dow n than o ther equipm ent.Keywords:T ex aco coal gasif ication;H A ZOP;saf ety analy sis;long-p eriod r unning德士古(T ex aco)水煤浆气化技术是国内外成功应用的煤气化技术之一,但是统计国内外现有Tex aco煤气化装置的投料和停炉次数以及两次停车之间的平均运行寿命等几项数据发现,国内装置的整体运行水平比国际水平落后,尤其是两次停车之间的平均运行寿命低50%左右.由于煤气化工艺及装置长周期安全运行是确保企业安全生产和提高经济效益的基本条件,煤气化工艺及装置的长周期安全运行受到了高度重视,因此实现装置安、稳、长、满、优运行是企业迫切需要达到的目标,也是目前化学工程与技术领域的热点研究课题.笔者已经从工艺侧面或设备失效角度研究了煤气化系统的可靠性收稿日期:2004O11O18.作者简介:国蓉(1972~),女,博士生;程光旭(联系人),男,教授,博士生导师.基金项目:陕西省科学技术研究发展计划资助项目(2002K08O G17).问题[1,2],但尚未把工艺波动及设备失效与长周期安全运行结合起来考虑.危险与可操作性分析(H AZOP)是分析工艺失常的有效方法,失效模式、效应和危害度分析(FM ECA)也是国内外行之有效的设备可靠性分析方法之一.本文将H AZOP方法与FMECA方法结合起来,建立了综合分析方法,并针对T exaco煤气化工艺及设备的失效模式及故障分析,找出了其薄弱环节和潜在的危险源及造成的后果,为确保煤气化系统长周期安全运行提供了新的理论方法.1T ex aco煤气化系统的工艺流程和运行现状111工艺流程Tex aco水煤浆气化过程包括煤浆制备、煤浆气化、灰水处理等工序:将煤、石灰石(助熔剂)、添加剂和NaOH称量后加入到磨煤机中,与一定量的水混合后磨成一定粒度的水煤浆;煤浆由高压给料泵与空分装置来的氧气一起进入气化炉,在1300~1 400e下送入气化炉工艺喷嘴进行部分氧化生成粗煤气;粗煤气经喷嘴洗涤器进入碳洗塔,冷却除尘后进入CO变换工序;气化炉出口灰水经灰水处理工段4级闪蒸处理后,一部分灰水返回碳洗塔作洗涤水,经泵进入气化炉,另一部分灰水作废水处理[1]. 112运行现状国内某企业Tex aco煤气化装置的运行情况见表1.1996年开工时,气化装置的单炉平均连续运行时间仅为3139d,即使在情况最好的2001年,也只有22d.由停车原因分析可知,大约有4818%的非计划停车是因气化炉出现了问题.2T ex aco煤气化系统的H A ZO P方法与流程H AZOP即是通过一系列的分析会议对工艺图纸和操作规程进行分析.在这个过程中,由各专业人员组成的分析组按照规定的方式系统地分析偏离设计工艺条件的偏差,以确定是否会导致不希望的后果.在分析过程中,通过分析/分析节点0,分析组将列出引起偏差的原因、后果,以及针对这些偏差及后果已使用的安全装置,当分析组确信对这些偏差的保护措施不当时,将提出相应的改进措施[3O5].H AZOP中最关键的步骤就是将工艺参数与引导词组合成偏差,但只有组合后有意义的偏差才是值得分析的,例如:工艺参数/压力0适用的引导词是/M ore,Less,No ne0;/温度0适用的引导词是/M ore,Less0;/流量0适用的引导词是/M ore,Less, None,Reverse0;/液位0适用的引导词是/Mo re, Less,None0.在H AZOP研究中,笔者将需要审查的P&ID 图(Piping and Instrum entation Diag ram)分区分节,并根据拟定的引导词对P&ID图进行集思广益式的提问审查.审查工作以会议的形式进行,从多专业的角度对所研究的工艺过程进行分析.笔者针对T ex aco煤气化系统,选取6个分析节点,分析了53项偏差,得到了192项可能的原因及后果,并对各项原因提出了改进措施.限于篇幅,本文仅列出气化炉激冷室的H AZOP结果,见表2.表1气化炉非计划停车的数据统计及原因分析年份总停炉次数单炉平均运行时间/d气化原因引起的停炉次数设备故障次数电气故障次数仪表故障次数工艺失调次数其他原因引起的停炉次数199658313933174651 199740915921142140 199852916935179171 200049131501151131 1999571012330177330 20013022100832102 2002421216030156351 200349131701693130合计184973417306995第9期国蓉,等:德士古煤气化工艺及装置的长周期安全运行分析表2T ex aco煤气化炉激冷室的H AZOP结果引导词偏差原因后果措施No 激冷水流量为0¹控制阀失效,阀门关闭;º激冷水管堵塞;»激冷水源失效;¼控制器失效,阀门关闭;½泵设计的气蚀余量小;¾泵入口破旋板坏;¿泵电机断电;À泵连节轴断;Á泵叶轮脱落;Â过滤器堵死工艺气出口处温度过高¹安装备用控制阀或手动旁路阀;º设置备用激冷水源;»安装备用控制器;¼安装高温报警器,警告操作者;½安装高温紧急关闭系统;¾安装激冷水流量计和低流量报警器;¿更换或修复压缩泵;À清理过滤器M o re 激冷水流量偏高¹控制阀失效,开度过大;º控制器失效,阀门开度过大气化炉激冷室液位过高,工艺气含水量增加,保温失控¹更换控制阀、控制器;º教育操作者执行操作规程L ess 激冷水流量偏低¹控制阀失效而关小阀门;º激冷水管部分堵塞;»激冷水管线泄漏;¼水源部分失效;½控制器失效而关小阀门;¾泵入口阀开得太小;¿泵出口阀开得太小;À泵叶轮磨蚀过;Á泵入口管线结垢,流通面积变小;Â泵出口管线结垢,流通面积变小; l v过滤器部分堵塞工艺气出口处温度过高¹安装备用控制阀或手动旁路阀;º清理过滤器;»设置备用激冷水源;¼安装备用控制器;½安装高温报警器,警告操作者;¾安装高温紧急关闭系统;¿安装激冷水流量计和低流量报警器;À修复损坏的压缩泵As W ellA s 激冷室液位过高¹激冷水流量过高;º激冷水输送管线泄漏;»液位计故障)))信号强;¼黑水流量异常激冷室内部黑水循环量急剧增大,工艺气将严重带灰、带水¹检修并更换故障液位计;º检查并维修输送管线;»检修并确保高液位报警装置动作正常O ther T han 激冷水中含杂质¹水源被污染;º污水倒流工艺气冷却能力下降,有可能引起反应失控¹在激冷水管上安装备用止逆阀;º安装高温报警装置,以警告操作者泵启动过载¹出口阀开得大;º泵出口管线断开;»电机过载保护故障;¼电机绝缘不好工艺气无法激冷¹检查并修复故障电机;º安装备用泵激冷室压差异常¹激冷环压差异常;º导气管压差异常;»工艺气出口接管压差异常;¼气化炉压差异常系统工艺参数偏离正常,可能造成系统停车¹降低系统负荷,密切观察温度、压力等工艺参数的变化;º必要时停车检修3T ex aco煤气化装置的FM ECA 虽然通过H AZOP可得知气化炉的各种故障模式、原因及后果,但是诸如/各种故障模式对整个系统的具体危害度是多少?0/系统危险预防的关键部位是什么?0这类涉及到定量分析的问题,却无法用H AZOP技术得到答案.这是因为H AZOP是一种定性分析技术,虽然现在已有/半定量H AZOP 技术0等的出现,但都处于尝试阶段,未能实际应用于具体系统.比较H AZOP与FMECA方法可以发现,H AZOP的目的等价于FM ECA的功能定义,偏差相当于功能故障,H AZOP的原因相当于故障类型,后果相当于故障影响,因此H AZOP与FMECA 这两种分析方法具有相当的一致性,可结合起来用于系统的危险与可靠性分析[3].下面,笔者运用FMECA技术与H AZOP相结合来做定量分析,得到了各种故障模式的危害度大小,为利用H AZOP 和FMECA综合分析Texaco煤气化系统做了有益的尝试.311FMECA方法与步骤FMECA方法的定量分析是基于对故障模式的危害度所进行的评估,可采用危害度等级评定法或危害度定量计算法.当不知道历史运行数据、故障发生概率时,可采用危害度等级评定法,具体方法包括危险顺序数排序法等[6].当搜集到确切的故障数据时,可以采用定量计算的方法[7]:首先,将所研究的996西安交通大学学报第39卷对象划分为具有一定功能的子系统,设子系统i以故障模式j发生故障,致使该子系统发生故障的危害度为C ij,计算公式为C ij=A ij B ij K i(1)子系统i对整个系统的危害度为C i,计算公式为C i=E n j=1C ij(2)将式(1)代入式(2),得到C i=E n j=1A ij B ij K i(3)A ij=n jn i(4)式中:n为子系统i出现的故障模式的种类数;A ij为子系统i以故障模式j而引起该子系统发生故障的故障模式概率;n j为子系统i第j种故障模式出现的次数;n i为子系统i全部故障模式发生的次数;B ij 为子系统i以故障模式j发生故障造成该子系统损伤的概率,国标将此称为丧失功能的条件概率,B ij= 1表示该子系统肯定发生损伤,B ij=015表示该子系统可能发生损伤,B ij=011表示对该子系统很少发生损伤,B ij=0表示对该子系统无影响;K i为子系统i的基本故障率.进行FMECA时,若能搜集到所分析对象的历史运行数据并加以分析、提炼,就可以应用上述的定量计算方法确切地计算出故障的危害度,从而采取有效措施,确保装置的高效、稳定、长周期运行.312Texaco煤气化装置的FMEC A由表1的历史运行数据可知,气化炉是T ex aco 气化系统的关键设备,也是故障多发部位,它的非计划停车是影响整个系统长周期运行的主要因素,因此本文对煤气化炉建立FMECA模型,并进行了分析.依据FMECA的流程与步骤,首先将气化系统划分为6个子系统:气化炉燃烧室;气化炉激冷室;工艺烧嘴;O2输送管线;水煤浆输送管线;工艺气输送管线.然后,针对H AZOP的结果)))各子系统的每种故障模式,计算A ij和K i,定义B ij,得到C ij,进一步求和,可计算出C i,进而得到每种失效模式的危害度及部位失效危害度,分析结果见表3(限于篇幅,表中仅列出激冷室的分析结果),表中所列出的是针对气化炉激冷室所做的FM ECA结果,此部位的主要功能是工艺气降温,其基本故障率K i为11127@10-4h-1,由表中数据及式(2)计算得到其部位危害度为101335@10-4h-1.表3T exaco煤气化炉激冷室的FM ECA结果故障现象A ij B ij模式危害度/10-4@h-1激冷水流量为0010551.001620激冷水流量偏高0111101501625激冷水流量偏低011391.011567激冷室液位过高013331.031753激冷水中含杂质0105501501310泵启动过载011411.011589激冷室压差异常011661.011871FMECA的结果如下:(1)气化炉燃烧室和激冷室的部位危害度都较大,应重点监测其安全状态.(2)物流进出管线的磨损与腐蚀也是危险的失效模式,应及时采取措施消除其潜在故障,从而确保系统的正常运转.(3)原料煤中含砷使变换触媒失活和激冷室灰水呈酸性等问题,也是值得注意的,虽然这些问题不至于造成装置的非正常停车,但前者会降低反应活性,从而减缓反应的进行,后者会造成环境污染,因此应采取措施改善工艺条件,有效降低这些问题的不利影响.H AZOP发现,气化炉是煤气化系统的薄弱环节,而这一结论通过FMECA的定量计算得到了验证.4结论(1)针对T exaco煤气化系统,运用H AZOP技术得到了系统可能的失效原因及后果,并提出了改进措施.从分析结果来看,气化炉(燃烧室、激冷室)较其他设备更容易发生故障,也即为薄弱环节,气化炉燃烧室最主要的失效模式是温度过高和进料(O2和水煤浆)不足,而激冷室的失效形式是液位过高、激冷水流量不足和压差异常,所以要重点监测其/健康0状态.(2)基于FM ECA方法,建立了T ex aco煤气化系统失效分析的一般方法和步骤,认为采用FM E-CA不仅可以确定煤气化系统的薄弱环节或潜在的危险部位,而且可以提前制定设备检修计划和应采取的措施,从而提高装置运行的可靠性.(3)与单独使用H AZOP或FM ECA的方法相(下转第1002页)997第9期国蓉,等:德士古煤气化工艺及装置的长周期安全运行分析[3]Xu Yide,L in L iw u.Recent adv ances in methane de-hydro-ar omatization o ver tr ansit ion met al ion-modified zeo lite cataly sts under non-ox idativ e conditio ns[J].A ppl Cata l:A,1999,188(1O2):53O67.[4]齐随涛,杨伯伦.甲烷芳构化反应的研究进展[J].现代化工,2002,22(8):13O17.[5]M er iaudeau P,T iep L V,Ha V T T,et al.Ar omat-ization of methane ov er M o/H-ZSM O5catalyst:on t hepossible r eaction intermediates[J].J M o l Catal:A,1999,144(3):469O471.[6]O hnishi R,L iu Shetian,Dong Qun,et al.Catalyticdehy dr ocondensatio n o f met hane w ith CO and CO2to-war d benzene and naphthalene on M o/HZ SM O5and Fe/Co-modified M o/H ZSM5[J].J Catal,1999,182(1):92O103.[7]Iliuta M C,L arachi F,G randjean B P A,et al.M eth-ane no no xidative nromat izat ion ov er Ru-M o/HZ SM O5 in a membrane catalytic reacto r[J].Ind Eng ChemRes,2002,41(10):2371O2378.[8]Shu Y uy ing,X u Y ide,Wang Shet ian,et al.Pr omo-tio nal effect of Ru o n the dehydrog enat ion and ar omat-ization of methane in the absence of ox yg en o ver M o/H ZSM O5catalysts[J].J Catal,1997,170(1):11O19.[9]张贺,李钢,王祥生,等.不同晶粒大小H ZSM O5载体对甲烷无氧芳构化反应的影响[J].催化学报,2003,17(1):70O74.[10]H amid S B D,Andeso n J R,Schmidt I,et al.Effectof the act ivation pr ocedur e o n the per for mance of M o/H-M F I catalysts fo r the no n-o xidative conversio n o fmethane to aromat ics[J].Catal T o day,2000,63(2O4):461O469.[11]L u Yuan,Xu Zhusheng,T ian Zhijian,et al.M ethanearomat izat ion in the absence of an added ox idant andthe bench scale reactio n t est[J].Catal L et t,1999,62(2O4):215O220.[12]L i Shuang,Zhang Chunlei,K an Q iubin,et al.T hefunction of Cu(Ò)ions in the M o/CuH-ZSM O5cata-lyst fo r methane conver sion under non-ox idativ e co nd-ition[J].A pp Catal:A,1999,187(2):199O206. [13]Q i Suitao,Y ang Bolun.M et hane aromat izat ion usingM o-based catalysts prepared by microw ave heating[J].Catal T o day,2004,98(4):639O645.[14]金钦汉,戴树珊,黄卡玛.微波化学[M].北京:科学出版社,1999.10O11.(编辑荆树蓉)(上接第997页)比,本文将两种方法结合起来,能够有效地将工艺与设备的可靠性结合起来,可考虑到化工系统的各种复杂因素,从而使得分析结果更加准确,分析速度更快,依据分析结果所提出的建议能够确保更好、更完全地解决单元级和系统级等各个级别上的问题.参考文献:[1]国蓉,程光旭,王毅.T exaco煤气化装置长周期运行影响因素分析[J].现代化工,2004,24(1):49O52. [2]国蓉,程光旭,赵勇平.T ex aco煤气化工艺技术经济指标的评价方法与评价系统设计[J].化工进展,2003,22(9):1001O1004.[3]廖学品.化工过程危险性分析[M].北京:化学工业出版社,2000.12O13,32O33.[4]K letz T A.HA ZO P-past and future[J].R eliabilityEng ineer ing and System Safet y,1997,55(3):263O266.[5]Sw ann C D,Pr esto n M L.T wenty-f ive year s o fHA ZO Ps[J].Journal of L oss P rev ention in the P rocessIndustr ies,1995,8(6):349O353.[6]程光旭,刘亚杰.催化裂化反应)))再生系统的失效模式、效应和危害度分析[J].化学工程,2003,31(2):55O60.[7]张海波,贾亚洲.数控系统故障模式、影响及危害度分析(FM ECA)[J].中国机械工程,2004,15(6):491O 494.(编辑荆树蓉)1002西安交通大学学报第39卷。
浅谈德士古气化炉稳定运行的要点作者/来源:日期:2008-11-5摘要:结合渭化德士古气化装置运行实际情况,从加强原料煤质量管理,选择适当的操作温度和抓好备炉工作等3方面论述了德士古气化炉稳定运行的要点。
关键词:德士古煤气化炉稳定运行要点我厂德士古水煤浆气化装置是目前国内运行中压力等级最高的一套装置,它的长周期稳定运行,不仅可以使我集团公司的生产水平再上新台阶,同时也为我国的煤化工发展提供有益借鉴。
结合我公司实际运行情况及本人多年操作经验,仅就德士古气化炉稳定运行的要点浅谈一下笔者的看法。
1.加强原料煤的质量管理,提高煤浆浓度为了进一步提高气化炉的生产能力,实现气化炉长周期,安全稳定运行,并达到高产、优质、低耗之目的。
首先要加强煤的质量管理,固定碳、化学活性、机械强度、热稳定性、灰熔点等指标入厂前要严格把关,力求提高;尽量降低硫份、灰分等杂质的含量。
把灰分的含量作为重点来抓,灰分应尽可能的低。
同时做好煤浆的制备工作,稳定煤浆浓度,并尽可能的提高煤浆浓度。
1.1加强煤的质量管理之所以将灰分作为重点,主要从以下几方面考虑:首先,灰分直接影响煤中的有效成分,进而影响煤气化的效率。
实践证明,灰分增高1%,在入炉煤浆量同样情况下,生产能力下降约1.8%,这样将严重制约我装置的高负荷运行。
其次,灰分中以SiO2为主,依据我们厂多年的原料煤分析情况,灰分高时,煤中煤矸石就多,SiO2就高,这样导致煤灰中CaO+Fe2O3+MgO/SiO2+AL2O3比值降低,而该酸碱比直接与灰的粘度和灰熔点有关,每当灰分升高时,我们炉温被迫提高,以保证渣能顺利排出,这样,势必增加氧耗,降低耐火砖的使用寿命,影响公司的经济效益。
再之,灰分高,灰中SiO2高,在细灰中含有大量砂粒状颗粒,这种颗粒坚硬,易沉降,管道易磨损甚至刺漏,或者沉降堵塞管道。
过去使用黄陵煤时,灰分高,管道磨蚀严重,有时需要停车处理,直接影响气化炉的正常运行。
德士古气化炉的运行和技术改造刘鑫发布时间:2021-11-02T01:09:53.571Z 来源:基层建设2021年第23期作者:刘鑫[导读] 德士古水浆加压气化技术以水浆和纯氧为原料,然后中央氧加压蒸发在气流床反应器中进行复杂的高温高压反应,产生以水气为基础的合成原料气体(主要去除灰渣和冷却,将气体洗涤过程产生的黑水送至闪蒸和沉积阶段处理,以实现热回收、黑水富集、水中溶解酸性气体分析和灰化等目的,这一技术可为优化处理提供技术支持但是,在实际生产中,德士古水浆气化技术仍有许多缺点,如闭锁装置间歇排放污水时释放有毒和有害气体,面饼机组运行环境差,系统水资源浪费等陕西延长石油榆林煤化有限公司 719000摘要:德士古水浆加压气化技术以水浆和纯氧为原料,然后中央氧加压蒸发在气流床反应器中进行复杂的高温高压反应,产生以水气为基础的合成原料气体(主要去除灰渣和冷却,将气体洗涤过程产生的黑水送至闪蒸和沉积阶段处理,以实现热回收、黑水富集、水中溶解酸性气体分析和灰化等目的,这一技术可为优化处理提供技术支持但是,在实际生产中,德士古水浆气化技术仍有许多缺点,如闭锁装置间歇排放污水时释放有毒和有害气体,面饼机组运行环境差,系统水资源浪费等。
因此,有必要通过结合实践来改进德士古水浆气化技术。
本文在此基础上研究了德士古煤气炉的运行和技术改造,以供参考。
关键词:德士古气化炉;运行;技术改造引言德士古水浆气化技术是美国最初引进的传统技术,在重油气化、水浆供气供气、氧气加压床气化剂和流量气化技术的基础上进行升级。
德州水浆气化技术引进我国后,技术实践的成果显而易见,有力的动力注入了能源处理等工业产业的发展,积累的实践经验揭示了设备和灰渣等不利条件需要结合现代技术实践的有效性,提高德士古水浆气化技术的应用效率。
1德士古水煤浆加压气化技术工艺德士古煤气化工艺分为极端冷却工艺和报废工艺,完全报废工艺产生气体,以响应油炸圈对燃烧室水浆的雾化,然后通过对流废锅冷却,送往洗煤塔并对一氧化碳与氢的比例进行了调整,送到监测部分。
煤化工德士古气化炉运行不稳定因素分析摘要:德士古煤气化装置的安全运行,具有长周期、高负荷的特点,满足煤化工生产的技术要求。
更多的煤化工生产企业应用德士古煤气化装置,极大地提高了生产效率。
对煤气化装置运行过程中存在的问题进行分析研究,找到最佳的解决方案,提高设备安全运行的效率。
关键词:德士古煤气化;装置;运行问题;探讨前言德士古水煤浆加压气化是一种气流床加压气化技术,氧气和煤浆通过特制的工艺烧嘴,混合后喷入气化炉内。
在炉内水煤浆和氧气发生不完全氧化还原反应产生水煤气,为达到较高的转化率,采用部分氧化释放热能,维持气化炉在煤灰熔点温度以上反应,以满足液态排渣的需要,反应温度根据煤种不同一般为1250~1300℃,气化炉操作压力在3.9MPa左右。
1德士古煤气化装置介绍德士古水煤浆加压气化是煤气化工艺技术的典型应用,德士古煤气化装置是将水煤浆气化的生产装置,对煤种的适应性比较广。
针对灰分低、灰熔点低、黏温特性好的煤,特别适合德士古煤气化装置。
德士古气化炉的应用,以水煤浆为原料,应用流化床气化工艺技术措施,广泛应用于煤化工生产并获得较好的生产效率。
我国德士古气化炉更多地应用于水煤浆的气化生产中,对水煤浆的参数需要有具体的要求,才能满足德士古气化炉生产的技术要求。
水煤浆的浓度关系到德士古气化工艺的正常运行,属于重要的生产参数,煤的颗粒直径越小,水煤浆的浓度就会增大,黏度越大,碳的转化率就越高,气化率也越高。
因此,有效控制水煤浆的浓度,就能够达到更高的生产条件,提高德士古煤气化工艺的效益。
不同的煤种具有不同的要求,需要通过实验室的研究,选择最佳的水煤浆的浓度,达到预期的生产目标。
煤种的总水分包括内在的水分和外在的水分。
外在的水分为煤在存储过程中,煤粉表面的水分含量,对德士古气化工艺没有影响,只不过外在的水分含量越高,相应的增加了运输成本。
内在的水分含量则越低越好,如果水分含量高,会加剧氧气的消耗,降低水煤浆的浓度,影响到水煤浆气化的效率,也影响到煤气化工艺的顺利实施。
德士古气化装置运行初期存在的问题与解决措施【摘要】本文以陕西神木化学工业有限公司60万吨/年煤制甲醇项目,其中一期年产20万吨甲醇,二期40万吨甲醇的生产装置为例,对德士古气化装置投运初期存在的问题及其解决措施进行了探讨。
【关键词】德士古气化装置,投运初期【abstract 】this paper to shaanxi shenmu chemical industry company limited, 600000 tons per year coal to methanol project, including a period with the annual production capacity of 200000 tons methanol and the second stage of 400000 tons methanol production device as an example, the Texaco gasification unit early put the existing problems and solutions are discussed.【key words 】Texaco gasification unit, the early put into operation引言陕西神木化学工业有限公司60万吨/年煤制甲醇项目。
其中气化部分采用美国德士古公司水煤浆加压气化工艺,是国内已建成产能规模最大的煤制甲醇生产企业之一。
其气化装置在投运初期,先后出现低压煤浆泵出入口阀堵塞,气化炉耐火砖使用寿命短,煤浆入炉管线振动,德士古烧嘴使用寿命短,捞渣机链条脱落,粗渣过滤系统的改造。
本文针对这些问题进行了讨论。
一、煤浆泵进、出口阀堵塞1.1存在的问题煤浆泵不打量,手摸煤浆泵的进、出口阀感觉是凉的,用听棒听不到煤浆通过阀门的声音。
拆洗进、出口阀时发现,阀门几乎被煤浆沉降后形成的黏泥物完全堵塞。
第24期德士古水煤浆气化运行中出现的问题及处理张记福(大连大化集团有限责任公司合成氨厂生产科,辽宁大连 116200)摘要:对GE水煤浆气化开车以来遇到到问题进行逐个原因分析并解决。
关键词:煤浆;激冷水;锁斗;环保;烧嘴;问题中图分类号:TQ546 文献标识码:A 文章编号:1008-021X(2017)24-0123-01 大连大化集团煤气化技术采用的是GE专利,操作压力为8.7MPa,温度为1372℃,气化炉内径为2.8m,单炉满负荷日处理煤量700吨,气化炉两开一备,配备两套磨机,两套闪蒸,两炉可以并进一套闪蒸。
自2009年9月开车以来,出现了一系列问题,办法总比困难多,这些问题都一一得到解决,具体问题如下:1 煤浆问题气化炉开车以来,曾遭遇过两段时间连续性的因氧煤比高高联锁停车,查趋势都是煤浆流量突然下降引起,第一段时间曾定性为高压煤浆泵原因,第二段时间发现是煤浆问题。
煤浆粒度偏离设计要求,设计要求小于200目的占40%~50%,而实际小于200目的只有30%左右,煤浆温度太低至30℃。
根据这两段时间的停车教训,对磨煤及煤输送进行了调整,主要由以下几个方面:(1)煤输送方面要控制煤块粒度,不允许煤块大于设计煤块粒度25mm,以免影响粒度;严格控制煤输送皮带上方电磁铁的运行,以免铁片进入煤浆垫高压煤浆泵单向阀。
(2)控制磨煤进水温度,以控制煤浆温度不低于35℃。
(3)每年要更换磨机棒一次,将旧棒全部抽出,筛选细棒断棒后按要求装填。
(4)控制煤浆添加剂加入量,固定添加剂加入量,加入量为干煤量的千分之一点五。
(5)控制磨机磨煤量为20~40吨,以免粒度偏离。
(6),控制煤浆粘度800~1200mPa·S,浓度58%~62%,粒度小于200目的比例为40%~50%。
(我厂磨机是棒磨机湿法磨煤,江阴亚特生产,参数为:筒体规格5.8×3.4m,转速为14.6r/min,装棒量为70吨。
关于德士古气化装置运行管理经验的总结摘要:近年来,德士古气化技术在我国得到了较多的应用。
但从实际应用情况来看,装置运行方面还存在一定的问题。
因此需要做好相应的运行管理工作,以更好的提高德士古气化技术的应用效果。
本文,笔者即从气化炉的带水、闪蒸系统的积渣、黑水管线的磨损等方面,对德士古气化装置运行管理予以简要的分析。
关键词:德士古气化装置运行管理引言德士古气化工艺作为一种先进的煤气化技术,在我国的应用范围较为广泛。
但实际运行发现,受到工程设计和操作经验不完善等因素的影响,存在开停车次数仍较多等情况,无法很好的满足高负荷、长周期稳定运行的需要。
因此,提高装置的运行管理水平至关重要。
下文即从气化炉的带水、闪蒸系统的积渣、黑水管线的磨损等方面对相关管理经验进行探讨。
一、气化炉带水1.气化炉带水时的现象分析。
气化炉带水时会出现以下一些现象:气化炉液位呈现出剧烈的波动;文丘里压差波动较大,压差呈现出增加的情况;支撑板温度下降;洗涤塔液位上升,在进塔水量出现显著减少之后,仍然无法对液位上升予以有效的控制;出气化炉黑水减少,气体洗涤效果不佳。
2.气化炉带水原因。
分析气化炉带水的原因,主要是因为气化炉的操作压力较高,高温合成气从燃烧室通过下降管进入激冷室之后,温度迅速下降,出现快速冷却现象。
但是,下降管和上升管会组成的两(三)相流上升环隙,加上受到折流挡板的影响,便会出现各种气化炉带水现象。
3.改善措施。
3.1设备方面。
加高上升管下部锯齿,以保证高温合成气的稳定流出。
并结合开车震动等问题,对托架予以妥善的固定。
在激冷环前黑水管线上设置过滤器,以避免出现堵塞,并便于对过滤器进行清洗。
对于所使用的激冷环的材质也要进行改善,提高其材质等级。
3.2工艺方面。
合理控制生产负荷和液位,出现带水现象要及时采取措施影响带水条件,以减少排水量。
对各种仪表和阀门等要定期进行校验和检查,保证其精准性。
4.改善效果分析。
进行工艺和设备改造之后,可以有效减少高负荷生产状态下气化炉的带水现象,保证甲醇和合成氨系统的长周期稳定运行。
提高气化炉备炉质量保障气化炉长周期稳定运行工作方案我公司气化装置使用的是德士古水煤浆气化炉,是目前国内运行压力等级最高的一套装置,它的运行情况直接影响全系统的运行,结合公司实际运行情况,就仪表专业方面提出以下几点措施。
一、工作目标杜绝检修质量事故,检修点的静密封泄漏率为零,检修质量合格率100%;气化炉稳定运行周期达到85天,力争达到90天。
二、工作实施及任务分解(一)每个运行周期的设备运行状态数据收集分析各专业技术员要在每一个气化炉运行周期对该系列的现场设备运行状态进行收集整理、现场核实确认,形成每个周期的设备运行状态、参数记录,并进行分析,制定停炉期间检修措施,要求在气化炉停炉前2天完成(非计划停炉应在停炉后的第2天完成)。
(二)召开备炉方案评审会,讨论确定备炉方案由牵头部门组织各中心技术管理人员在停炉前1天,对气化炉的备炉方案进行讨论,确定检修方案,确定内容和工期。
同时对该气化炉上个周期备炉检修存在的问题进行总结,对问题制定整改措施。
(三)严格落实气化炉备炉检查工作,形成相关记录各专业技术员或班组成员根据责任分工,在每一个气化炉备炉期间按检查项目内容要求,对现场设备进行检查,形成检查记录。
技术员对检查发现的问题,制定检修方案措施。
(四)严格落实气化炉备炉过程质量验收工作各专业在备炉检修作业过程中,严格按照质量验收分工表落实质量验收工作,机电仪技术部每周对现场质量管控落实情况进行检查,在设备月度综合检查标准化检修板块中进行通报。
(五)严格落实气化炉备炉新增项目审批及工期变更审批各专业在检查过程中发现问题或遗漏项目,需增加检修项目,应按标准化检修要求,完成新增项目的审批手续,确保备炉项目内容的严肃性和检修各方信息的对等性,防止因新增项目造成现场备炉工期出现偏差等问题的出现。
(六)严格落实气化炉备炉竣工资料归档各专业在每台气化炉备炉工作完成后1周内各专业按检修标准化指导手册完工资料的要求完成备炉资料的归档,中心留存一份,一份交机电仪技术部存档,以备后期查阅分析。