挤出模头设计
- 格式:ppt
- 大小:5.97 MB
- 文档页数:116
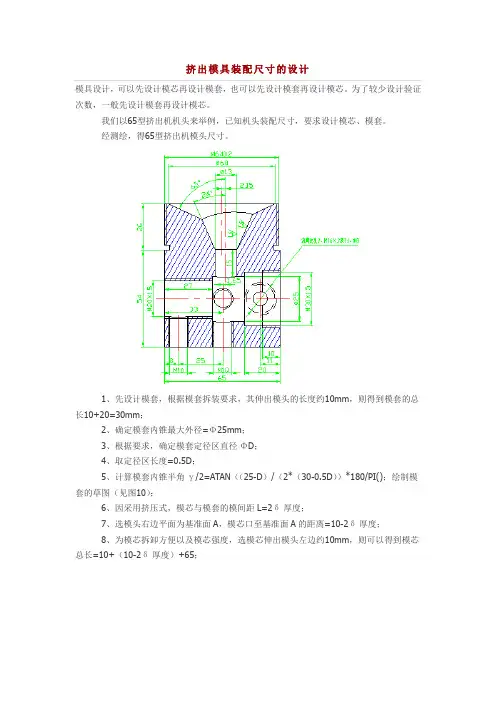
挤出模具装配尺寸的设计模具设计,可以先设计模芯再设计模套,也可以先设计模套再设计模芯。
为了较少设计验证次数,一般先设计模套再设计模芯。
我们以65型挤出机机头来举例,已知机头装配尺寸,要求设计模芯、模套。
经测绘,得65型挤出机模头尺寸。
1、先设计模套,根据模套拆装要求,其伸出模头的长度约10mm,则得到模套的总长10+20=30mm;2、确定模套内锥最大外径=Φ25mm;3、根据要求,确定模套定径区直径ΦD;4、取定径区长度=0.5D;5、计算模套内锥半角γ/2=ATAN((25-D)/(2*(30-0.5D))*180/PI();绘制模套的草图(见图10);6、因采用挤压式,模芯与模套的模间距L=2δ厚度;7、选模头右边平面为基准面A,模芯口至基准面A的距离=10-2δ厚度;8、为模芯拆卸方便以及模芯强度,选模芯伸出模头左边约10mm,则可以得到模芯总长=10+(10-2δ厚度)+65;9、绘制模芯草图(如图);10、为便于调节偏芯,模芯螺纹长度一般取8~10mm,即b=8mm;11、根据模头尺寸结构,取d4=18mm;12、根据第8条,我们知道模芯伸出模头左侧10mm,则a+b=27+10=37mm,a=37-b=37-8=31mm;13、为保证调偏螺钉能正面受力在模芯上,一般c取12~15mm,即c=15mm;14、根据线芯大小,我们确定模芯定径区直径d1=d线芯+(0.2~0.5)mm,取d1=d 线芯+0.2 mm,那么模芯外锥最小外径d2=d1+0.5*2=d线芯+1.2 mm;15、那么根据以上数据,我们可以得出模芯外锥部分的长度=L-a-b-c=10+(10-2δ厚度)+65-31-8-15=31-2δ厚度mm;16、根据锥角计算公式,求的模芯外锥角β= ATAN((18- d线芯+1.2)/(2*(31-2δ厚度))*180/PI()17、将计算出模芯的锥角β与计算的模套外锥角γ比较,看看其差值是不是符合我们设计要求,若在设计范围内,设计成功,绘制零件图;若有出入,再次循环以上内容,直至符合设计要求为止,但必须保证在满足角度的前提下,还必须满足装配上的要求。
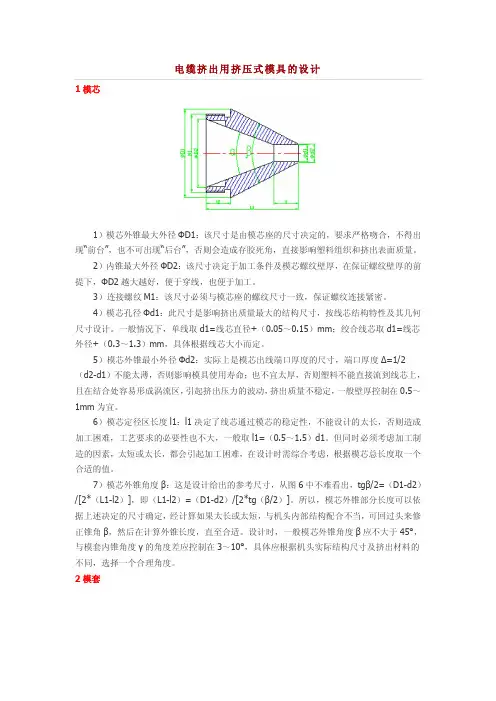
电缆挤出用挤压式模具的设计1模芯1)模芯外锥最大外径ΦD1:该尺寸是由模芯座的尺寸决定的,要求严格吻合,不得出现“前台”,也不可出现“后台”,否则会造成存胶死角,直接影响塑料组织和挤出表面质量。
2)内锥最大外径ΦD2:该尺寸决定于加工条件及模芯螺纹壁厚,在保证螺纹壁厚的前提下,ΦD2越大越好,便于穿线,也便于加工。
3)连接螺纹M1:该尺寸必须与模芯座的螺纹尺寸一致,保证螺纹连接紧密。
4)模芯孔径Φd1:此尺寸是影响挤出质量最大的结构尺寸,按线芯结构特性及其几何尺寸设计。
一般情况下,单线取d1=线芯直径+(0.05~0.15)mm;绞合线芯取d1=线芯外径+(0.3~1.3)mm,具体根据线芯大小而定。
5)模芯外锥最小外径Φd2:实际上是模芯出线端口厚度的尺寸,端口厚度Δ=1/2(d2-d1)不能太薄,否则影响模具使用寿命;也不宜太厚,否则塑料不能直接流到线芯上,且在结合处容易形成涡流区,引起挤出压力的波动,挤出质量不稳定,一般壁厚控制在0.5~1mm为宜。
6)模芯定径区长度l1:l1决定了线芯通过模芯的稳定性,不能设计的太长,否则造成加工困难,工艺要求的必要性也不大,一般取l1=(0.5~1.5)d1。
但同时必须考虑加工制造的因素,太短或太长,都会引起加工困难,在设计时需综合考虑,根据模芯总长度取一个合适的值。
7)模芯外锥角度β:这是设计给出的参考尺寸,从图6中不难看出,tgβ/2=(D1-d2)/[2*(L1-l2)],即(L1-l2)=(D1-d2)/[2*tg(β/2)]。
所以,模芯外锥部分长度可以依据上述决定的尺寸确定,经计算如果太长或太短,与机头内部结构配合不当,可回过头来修正锥角β,然后在计算外锥长度,直至合适。
设计时,一般模芯外锥角度β应不大于45°,与模套内锥角度γ的角度差应控制在3~10°,具体应根据机头实际结构尺寸及挤出材料的不同,选择一个合理角度。
2模套1)模套最大外径ΦD3:根据模套座(或机头内筒直径)设计,一般小于筒径2~3mm,此间隙工艺调整偏心、确保同心度的必须。
模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一种生产工具。
模具在很大程度上决定着产品的质量、效益和新产品开发能力。
同样,挤出模具在制造和设计过程中,要兼顾性能和效率,以及成本诸多因素,以下总结了以下挤出模具在设计和制造中涉及到的原则,分享给大家。
挤出模具的设计包括以下诸多内容精度条件、几何形状设计、批量大小、成型设备、尺寸稳定性及表面质量等诸多内容。
第一:几何形状设计方面在设计时,经常要综合考虑尺寸稳定性及表面质量。
例如,制品设计和尺寸稳定性要求采用阴模(凹模),但是表面要求光泽度较高的制品却要求使用阳模(凸模),这样一来,塑件订购方会综合考虑到这两点,制品能在最佳条件下进行生产。
第二:批量的大小方面实验用,模具产量小时,可采用木材或树脂进行制造。
但是,如果实验用模具是为了获得制品有关收缩、尺寸稳定性及循环时间等的数据时,应该使用单型腔模具来实验,且能保证其能在生产条件下运用。
模具一般用石膏、铜、铝或铝-钢合金制造,很少用到铝-树脂。
第三:尺寸公差方面在成型过程中,塑件与模具接触的面要比离开模具部分的尺寸稳定性更好。
如果日后由于材料刚度的需要要求改变材料厚度,可能导致要将阳模转换为阴模。
塑件的尺寸公差不能低于收缩率的10%。
第四:塑件的光洁面就成型材料能够包住的范围而言,塑件可见面的表面结构应在与模具接触处成型。
如果可能的话,塑件的光洁面不要与模具表面接触。
第五:余量的控制如果使用机械式水平锯锯掉塑件的夹持边,在高度方向上,至少要有6~8mm的余量。
其他的修整工作,如磨削、激光切削或射流,也必须留有余量。
刀口模切割线间的间隙最小,冲孔模修整时的分布宽度也很小,这些都是要注意的。
第六:收缩和变形塑料易收缩(如PE) ,有些塑件易变形,无论如何预防,塑件在冷却阶段都会发生变形。
在这种条件下,就要改变成型模具的外形来适应塑件的几何偏差。
挤出成型模具结构设计方案挤出成型模具在塑料加工中扮演着至关重要的角色,其结构设计直接影响着制品的质量和生产效率。
本文将探讨挤出成型模具的结构设计方案,旨在帮助提高生产效率和制品质量。
主要结构组成挤出成型模具主要由进料系统、螺杆、模腔和冷却系统组成。
进料系统负责将塑料颗粒送入螺杆,螺杆通过旋转和推进实现塑料的压缩和加热,而模腔则决定了最终制品的形状和尺寸。
冷却系统则用于快速降温和固化塑料制品。
结构设计要点1.螺杆设计:螺杆的设计直接关系到塑料在挤出过程中的压缩、混合和进料能力。
合理设计螺杆的螺距、螺槽深度和压力比可以有效提高生产效率和塑料的均匀性。
2.模腔设计:模腔的结构应考虑到制品的形状、尺寸和壁厚,以确保最终产品符合设计要求。
同时,必须考虑模腔的冷却系统,以避免制品变形和缺陷。
3.冷却系统设计:冷却系统的设计影响着挤出过程中塑料的温度控制和降温速度。
为了提高生产效率和制品质量,冷却系统应布局合理,确保塑料均匀、迅速地冷却固化。
4.材料选择:挤出成型模具的材料选择应考虑到耐磨性、耐腐蚀性和热传导性。
通常情况下,选择高强度、耐磨损的合金钢作为模具材料,以确保模具的寿命和稳定性。
结构优化建议1.流道优化:合理设计流道结构,减少塑料的流动阻力和压力损失,提高进料效率。
2.增加冷却通道:在模腔周围增加冷却通道,提高冷却效率,减少制品变形和翘曲。
3.模具光洁度:保持模具表面的光洁度,减少制品表面缺陷的产生。
4.辅助装置:考虑在模具中增加辅助装置,如拉伸机构或气动系统,以实现特定制品的形状和结构。
结语挤出成型模具结构设计是塑料加工生产中至关重要的环节,合理的设计方案可以提高生产效率、降低成本并保证制品质量。
通过本文的介绍,希望能对挤出成型模具的设计提供一定的指导和参考,以满足不同生产需求的要求。
典型的挤出模具设计挤出模具是一种常用于橡塑制品加工的模具,通过材料在模具中连续挤出,使其形成具有一定形状和尺寸的产品。
挤出模具广泛应用于塑料、橡胶、硅胶、硬质泡沫等各种材料的生产中,能够制造出各种管材、板材、条材、异型材等产品。
典型的挤出模具设计需要考虑材料特性、产品形状和尺寸等多个因素。
首先,挤出模具设计需要根据材料的特性来确定模具的结构和参数。
不同材料具有不同的流动性、熔体温度和粘度,对模具的设计产生不同的要求。
例如,一些材料具有较高的熔体温度和较高的黏度,需要采用加热设备和较大的流道截面积来确保材料能够顺利挤出。
而一些材料具有较低的流动性,需要增加收缩率和壁厚等参数来避免产品出现瑕疵。
因此,设计师需要了解材料的特性,合理确定模具的结构和参数。
其次,挤出模具设计需要考虑产品的形状和尺寸。
不同的产品形状对模具的设计产生不同的要求。
例如,圆形管材的模具需要设计圆形的出模口和流道,以保证挤出的产品具有良好的圆度和尺寸一致性。
而异型材的模具需要根据产品的形状和结构设计复杂的挤出口和流道,以确保产品能够顺利挤出,并且具有良好的表面质量和尺寸精度。
因此,设计师需要根据产品的形状和尺寸,合理确定模具的结构和参数。
再次,挤出模具设计需要考虑模具的制造和使用成本。
模具的制造和使用成本直接影响到产品的竞争力和市场占有率,因此设计师需要在满足产品形状和质量要求的前提下,尽量减少模具的制造和使用成本。
一方面,可以通过合理设计模具的结构和参数,减少模具的复杂度和制造难度。
另一方面,可以选择合适的材料和加工工艺,提高模具的耐磨性和使用寿命,降低维护和更换的频率。
因此,设计师需要综合考虑多个因素,合理选择模具的结构、材料和加工工艺,以实现最佳的经济效益。
最后,挤出模具设计还需要考虑产品的生产效率和质量稳定性。
生产效率和质量稳定性是企业提高竞争力和降低成本的关键。
模具的设计应充分考虑产品的生产工艺和生产效率,提高生产效率和降低不良品率。
挤出成型工艺参数包括挤出成型是一种常见的塑料加工方法,通过将塑料物料加热至熔融状态后在挤出机中进行挤压,从而获得所需的塑料制品。
在挤出成型过程中,各项工艺参数的设置直接影响着成型产品的质量和生产效率。
以下是挤出成型工艺参数的一般包括:1. 挤出温度:挤出温度是指塑料物料在挤出机内的加热温度,通常需要根据所用塑料的种类来确定合适的挤出温度。
过高或过低的挤出温度都会导致产品质量下降。
2. 挤出速度:挤出速度是指挤出机内挤出头的旋转速度或者挤出压力的大小,对于不同形状和尺寸的挤出制品,需要调整合适的挤出速度以保证产品的均匀性和一致性。
3. 挤出压力:挤出压力是指塑料物料在挤出机内受到的挤出压力,通常需要根据挤出产品的形状和尺寸来确定合适的挤出压力,以确保产品的外观和尺寸精准度。
4. 模头设计:模头是塑料挤出的重要组成部分,模头的设计直接影响到挤出产品的成型效果和质量。
合理的模头设计能够减少产品缺陷和材料浪费。
5. 冷却方式:挤出成型后的塑料制品需要进行冷却固化才能得到最终的形态和性能,冷却方式的选择对产品的性能和表面质量有重要影响,例如水冷却、风冷却等。
6. 拉伸速度:对于一些需要拉伸的塑料制品,拉伸速度是一个重要的挤出影响参数,适当的拉伸速度可以使产品达到理想的拉伸强度和尺寸稳定性。
7. 压力控制:在挤出成型过程中需要对挤出机的压力进行控制,确保产品形状和尺寸的一致性,同时减少挤出过程中的产生的缺陷。
挤出成型工艺参数的合理设置对于塑料制品的成型质量和生产效率至关重要,只有充分了解和掌握这些参数的特点和调整方法,才能更好地实现挤出成型过程的优化和产品质量的提升。
希望以上内容能对您了解挤出成型工艺参数有所帮助。
1。
基于UG的管材挤出模头参数化设计与研究的开题报告一、研究背景与意义随着工程制造技术的进一步发展和应用,管材挤出模头的使用越来越广泛。
现有的管材挤出模头设计大多依赖经验和传统的手工设计方法,效率低下,且难以满足特殊要求的生产制造需求。
因此,采用参数化设计方法,提高管材挤出模头的设计效率和生产制造的精度和稳定性,成为了当前研究的重要方向。
二、国内外研究现状国内外已有很多关于管材挤出模头设计的研究。
国内研究主要集中在挤出工艺、优化设计算法等方面,如利用FEM有限元分析方法,分析管材挤出过程中的流场分布、挤压力分布等参数,通过对参数的调整以达到优化设计的目的。
国外研究更加注重实际工程应用,如通过对管材挤出过程的全面理解和掌握,设计出可靠且高效的管材挤出模头,实现对管材挤出过程的实时监控和自动化控制等。
三、研究内容和方法本研究基于UG平台,采用参数化设计方法,对管材挤出模头进行研究。
具体包括:1. 确定挤出模头的三维模型,根据模头材料、挤出管材的材质和规格等参数,确定模头的基本结构和形状。
2. 建立管材挤出模头的参数化模型,将模头参数化,包括模头内外部结构参数、配料比例、孔径等参数,实现模头设计的自动化和智能化。
3. 针对管材挤出过程中可能出现的问题,如流道阻力、挤压力不均等情况,对模头的优化设计算法进行研究和探索,使模头在挤出过程中能够稳定运行且产出合格的产品。
4. 利用有限元分析方法,对管材挤出模头进行模拟分析,分析流场分布、挤压力分布等相关参数,验证管材挤出模头设计的可行性和有效性。
四、预期成果和意义通过本研究,预期能够得到以下成果:1. 建立管材挤出模头的参数化设计模型,提高设计效率,降低设计难度。
2. 提出管材挤出模头的优化设计算法,优化模头内部结构参数和孔径等参数,使模头在挤出工艺中的性能得到更好的发挥。
3. 通过有限元分析方法,分析模头的挤出过程中的流场分布、挤压力分布等相关参数,验证管材挤出模头的设计的可行性和有效性。
pok挤出工艺参数
POK(挤出挤压)工艺是指塑料挤出加工过程中的一系列参数和设定,这些参数对于生产塑料制品的质量和性能具有重要影响。
以下是一些常见的POK挤出工艺参数:
1. 温度,挤出机的加热区域通常分为若干个加热段,每个段都有相应的温度控制。
通常需要设定合适的挤出温度以确保塑料料料在挤出过程中能够达到适当的流动性和塑性。
2. 压力,挤出机的压力控制是非常重要的,挤出压力的设定需要根据具体的塑料材料和产品要求来调整,以确保挤出过程中塑料能够顺利地通过模头并保持一定的压力以获得理想的挤出效果。
3. 螺杆转速,螺杆转速对于挤出工艺也是至关重要的参数,它直接影响着塑料的流动速度和挤出量。
合适的螺杆转速能够保证挤出均匀,过高或过低的转速都可能导致挤出不良。
4. 模头设计,模头的设计对挤出工艺也有重要的影响,包括模头的结构、出口形状、压力分布等因素都需要合理设计以满足产品的挤出要求。
5. 冷却,挤出后的塑料制品需要进行冷却固化,冷却的速度和
方式都会影响最终产品的性能和外观。
6. 物料配比,不同的塑料配比会影响挤出后的产品性能和外观,需要根据具体要求合理调配原料比例。
综上所述,POK挤出工艺参数涉及到温度、压力、螺杆转速、
模头设计、冷却方式和物料配比等多个方面,合理设定这些参数对
于保证挤出产品的质量和性能至关重要。
挤出模具设计要点欧洲特别是德国是塑料门窗异型材的发祥地,塑料挤出技术和理论也比较发达,许多挤出模的设计思想都源于此。
文献[1]提出了著名的横向流动最小化(Cross Flows Minimized)原则。
认为熔体流过一系列的截面,把截面再分为不同的小段,通过调整截面形状尺寸,使截面上各个区域上的质量流率成比例,其比例大小为该截面区域占截面总面积之比。
该思想比较经典,与挤出模机颈段建模方法中的面积测绘法有异曲同工之妙。
文献[2]进一步发展了这种思想,总结了调节流动平衡的方法和数值分析的三种途径,讨论了横截面计算和单独流动对挤出流动的影响。
波兰Sarsaw 理工大学的K.Wilczynski在《A computer model for a polymer single-screw extrusion》中提出了一个针对单螺杆挤出成型过程的计算机模型SSEM。
SSEM能模拟挤出成型的全过程,可根据给定的工艺参数预测流动特性。
在实验中对其设计及模拟的正确性进行了检验,试验对比显示模拟结果与实测数据相差4%~10%,其设计具有较高的可信度。
英国Dundee大学的G S H Chan和K K B Hon在《Integration of computing techniques for plastics extrusion die design》中介绍了他们应用DUCT软件根据给定的模头进口截面与模头出口截面尺寸自动生成流线型挤出流道。
为使DUCT软件设计简单,文献中作了两个假设,即模头进口截面形状恒为圆形和模头出口截面尺寸等于异型材产品截面尺寸,即不考虑离模膨胀问题。
文中总结了以前两种生成流道的常规算法,对其作了巧妙的修改与组合,思路非常新颖。
Queen's University of Belfast的Sun Da-Wen和华南理工大学的彭玉成指出,目前异型材挤出制品应用很广,但其模具设计很复杂,现有的文献介绍实际设计经验的很少,因而他们在《Practical method to design hollow profile dies》中提出了一种简单的设计异型材挤出流道轮廓的方法,其依据条件是熔体在挤出模模头出口流速一致,该方法利用过渡线理论(transitional line method)与变流道厚度法理论(variable channel thickness method)对组成整个挤出流道的每一块模块型腔轮廓进行计算,并且在设计中考虑了各模块组合成整体型腔的平衡问题。
P E管材挤出模头的一般知识(总2页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除PE管材挤出模头的一般知识在目前的管材市场上,PE管材以较高的速度正在赶上和超过PVC管材的用量。
在生产中和现在或将来的项目中很有必要了解生产PE管材的重要部件—挤出模头。
现在常用的两种挤出模头为螺旋芯棒式模头和筛篮式模头。
现就这两种模头分别作以论述,供大家参考。
在管材挤出线中,无论PVC管材还是PE管材,模头对于产品质量都起着非常关键的作用,其作用是使挤出机挤出来的熔融物均匀地通过整个模头断面。
管材模头与挤出产品的要求相适应,对于整条生产线的工作效率与经济性,具有决定性的作用。
对模头的两点基本要求是:1、模头必须适应所加工的材料;2、模头必须严格按照挤出量和管材的断面尺寸进行设计。
一、聚烯烃模头的发展过程对聚烯烃的挤出,从支架式模头发展到后来常用的螺旋式模头和筛篮式模头。
其目的都是尽可能消除由模头支架所引起的合模线,使进入模头的物料很好的混合,熔体更加均化。
1、支架式模头模头的分流体部分为支架式,生产小口径管材的模头为十字支架式,生产大口径管材的模头多为六条筋或八条筋。
这种模头的最大缺点就是如果前边的压缩段的压力太小的话,合流线有时消除的就不太好。
从而必须有足够高的压力使这些分离的料流再融合。
这要求具有相对高强度的结构,因此模头的整体重量很高。
这种模头一般多用于PVC管材的挤出。
2、带破料板的支架式模头最简单的方法是将一破料板放在支架之后,由支架所引起的几道料流被分成众多更小的料流。
因此,机械应力从支架部分向前推移,而合模线大体上被大量小的料流消除。
这种PE模头多用于低密度聚乙烯、小口径管材生产中。
以前我公司在西厂生产的低密度PE 排水灌溉用管材所用模头就为此种模头。
现在这类模头已经趋于淘汰,在一些私营小厂还在用。
3、螺旋芯棒式模头和筛篮式模头带破料板的支架式模头在现有的中高密度聚乙烯管材生产中已很少使用。