第一节-直线度误差测量ppt课件
- 格式:ppt
- 大小:3.99 MB
- 文档页数:46



直线度误差的测量直线度误差一般是指机床导轨在全部长度上的实际直线度与理想直线的偏差值,它关系机床的精确度,影响加工工件的质量,对于高精度的数控机床来说,控制直线度误差在允许的范围内就显得更为重要。
直线度误差分为垂直面的直线度误差和水平内的直线度误差两种,这里通常指垂直面的直线度误差。
1、用百分表来打表的方法测量具体步骤见教材相关内容。
测量时应当注意几点:1.百分表的表杆触头要与被测表面垂直,否则会产生测量误差,不是准确的误差值。
2.移动表面要光滑平直,自身的直线度要高。
3.表杆触头起点位置时,转动表盘调整表针对准零位。
2.一般选用框式水平仪和光学自准直仪来测量,检测工具不同,但原理相似。
对于高精度的数控机床,要借助电脑和专用软件进行检测并给予修正。
这里主要介绍常用的水平仪的测量原理和使用方法。
测量直线度误差的水平仪为200 mm×200 mm的框式结构,其精度为0.02 mm/m,即当水平仪放在1m长的垫板上,一端垫起0.02 mm高时,其水平仪中的水泡必定向低端移动一个刻度,如果移动了两个刻度,则表面垫起的高度应为0.04 mm,一般导轨的长度较短,常以200 mm为一测量单位,即直接把水平仪的底面放在被检测的导轨上,由于底面长为200 mm,所以当水平仪上的气泡向低端移动一刻度时,此时水平仪底面两端的高度差应当为200×0.02/1000 mm=0.004 mm,而决不是0.02 mm,这一点应当注意。
3.将被测导轨按200 mm一段分成若干段,从左向右依次测量200 mm长一段两端的高度差,并列表记录。
表中数字正值表示右端高左端低,负值表示左端高右端低,最后按照所测的数值列出误差图形。
从图形中可以看出终点不在纵坐标的零线上,说明导轨的起点和终点不在同一水平线上,这时图形上的直线度误差反映不是真实情况,要想准确地计算直线度误差应当将两端点调成水平,才能得出实际值,否则应当对图形进行技术处理,通常采用技术处理图形的方法较为简单。

实验三 三坐标测量机测量直线度误差一、实验目的1.掌握形状误差评定的原理;2.了解三坐标测量机的测量原理与操作方法;3.熟悉使用三坐标测量机评定直线度误差的原理与方法。
二、实验内容使用三坐标测量机测量直线度误差,绘制直线度误差曲线三、直线度误差的评定直线度误差是指实际被测直线对其理想直线的变动量,理想直线的位置应符合最小条件。
最小条件是指实际被测直线对其理想直线(评定基准)的最大变动量为最小。
测量数据可以用指示表测量实际被测直线上各测点相对于平板(测量基准)的高度来获得,也可以用水平仪或自准直仪对实际被测直线均匀布点测量,测量两相邻测点之间的高度差来获得。
然后,按照最小条件或以首、尾两个测点的连线(即两端点连线)作为评定基准,由获得的测量数据用作图或计算的方法求解直线度误差值。
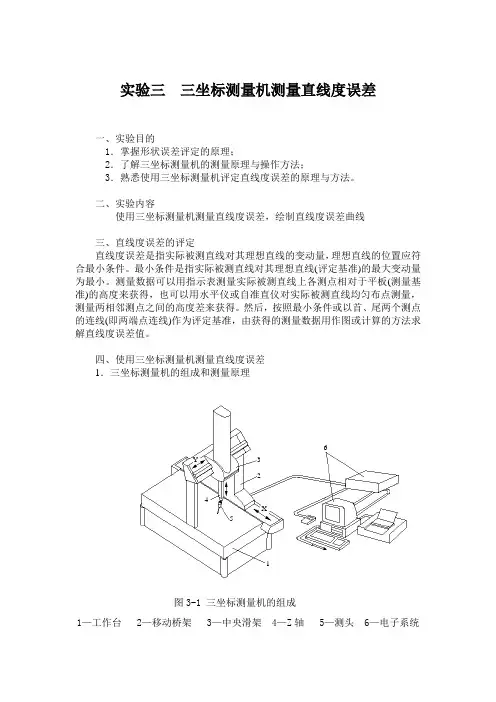
四、使用三坐标测量机测量直线度误差1.三坐标测量机的组成和测量原理图3-1 三坐标测量机的组成1—工作台 2—移动桥架 3—中央滑架 4—Z 轴 5—测头 6—电子系统 Z43615X2Y(一)CMM 的组成三坐标测量机(Coordinate Measuring Machining ,简称CMM )是典型的机电一体化设备,它由机械系统和电子系统两大部分组成。
(1)机械系统:一般由三个正交的直线运动轴构成。
如图3-1所示结构中,X 向导轨系统装在工作台上,移动桥架横梁是Y 向导轨系统,Z 向导轨系统装在中央滑架内。
三个方向轴上均装有光栅尺用以度量各轴位移值。
人工驱动的手轮及机动、数控驱动的电机一般都在各轴附近。
用来触测被检测零件表面的测头装在Z 轴端部。
(2)电子系统:一般由光栅计数系统、测头信号接口和计算机等组成,用于获得被测坐标点数据,并对数据进行处理。
(二)CMM 的工作原理三坐标测量机是基于坐标测量的通用化数字测量设备。
它首先将各被测几何元素的测量转化为对这些几何元素上一些点集坐标位置的测量,在测得这些点的坐标位置后,再根据这些点的空间坐标值,经过数学运算求出其尺寸和形位误差。