解决O-Sepa选粉机冬季结露的改造措施
- 格式:pdf
- 大小:121.36 KB
- 文档页数:1

提⾼O-sepa选粉机选粉效率的有效途径提⾼O-sepa选粉机选粉效率的有效途径葛洲坝股份有限公司⽔泥⼚技术处杨丹安⽟丽江元华448032摘要:选粉机在粉磨系统的作⽤是及时的将⼩于⼀定粒径的细粉作为成品选出,提⾼粉磨效率,其选粉效率的⾼低是决定粉磨系统能⼒的主要因素之⼀。
通过对O-sepa选粉机的改造,不仅提⾼了选粉机的选粉效率,磨机的台时产量,也降低了吨⽔泥的能耗。
关键词:O-sepa选粉机选粉效率前⾔葛洲坝⽔泥⼚是中国最⼤的特种⽔泥⽣产基地,三峡⼯程⽔泥主供⼚家。
由于三峡⼯程采⽤较⾼的质量标准,⽔泥温控要求⽐较严,为满⾜其要求,我⼚投资将⽔泥输送系统由空⽓输送改造为⽪带输送。
此时选粉机的回粉充分暴露在我们的眼前,⾥⾯含有⼤量的成品,于是,选粉机的⼯作性能成了粉磨系统关注的焦点。
我⼚O-sepa N-2500型选粉机是⼭东建材机械⼚⽣产,于2000年安装,磨机规格为Ф3.8×13m。
在使⽤过程中,我们发现该选粉机并不象预期的那样能将细粉有效地分选出来,选粉效率低下,磨机台时产量也得不到发挥。
⼀、存在问题存在的主要问题为:1、回粉含有⼤量成品,选粉效率仅45%~50%左右;2、系统综合电耗⾼,⾼时达到49kwh/吨⽔泥。
选粉效率低也严重制约了磨机粉磨效率地发挥,影响⽣产能⼒,我们对系统进⾏了多⽅⾯地分析与研究,与选粉机⽣产⼚家进⾏了充分地交流,从⼴东引进⼀专利技术对转⼦等部件进⾏了改造,但选粉效率仍在50%左右徘徊,详见表1改造前选粉效率:由表1可见:选粉效率在50%左右,说明⼤量成品选不出去,再次进⼊了磨机,导致物料过粉磨,同时也产⽣了缓冲垫层和粘球现象,降低了粉磨效率,产量⽆法提⾼,平均吨⽔泥电耗也随之上升,严重时甚⾄达到了49kwh/t,严重影响了吨⽔泥的综合技术经济指标。
⼆、原因分析我⼚与武汉奥道克斯⾼科技有限责任公司专家经过现场测绘、取样,并进⾏系统的分析后,我们认为:选粉是⽔泥粉磨系统中⼀个独⽴的操作单元。

提高O-Sepa选粉机分级效率的措施及效果查显寿;薛建平;李邦宪【摘要】针对辊压机双闭路联合粉磨系统产能偏低的现象,将其改造成半终粉磨工艺,使其系统产量有所提高.但改造后,出现O-Sepa选粉机分级效率低,系统循环负荷大、提升机设备的电机超负荷运行等问题.通过对现有O-Sepa选粉机进行改造,提高其分级效率,从而使整个系统工艺参数得到优化的同时,又进一步提高了系统产量.【期刊名称】《水泥工程》【年(卷),期】2017(000)004【总页数】3页(P29-30,49)【关键词】高效选粉机;双闭路联合粉磨系统;半终粉磨系统【作者】查显寿;薛建平;李邦宪【作者单位】扬州海螺水泥有限责任公司,江苏扬州225321;扬州海螺水泥有限责任公司,江苏扬州225321;合肥水泥研究设计院,安徽合肥230051【正文语种】中文【中图分类】TQ172.6+33目前,水泥企业应用最多的是带辊压机的双闭路联合粉磨工艺。
据不完全统计,HL集团在线运行的双闭路联合粉磨生产线就有158条,但联合粉磨工艺系统普遍存在系统产能偏低的现象。
在生产实践中我们发现,将联合粉磨工艺系统改造为半终粉磨工艺来生产,可提升系统的产量10%以上。
以下以YZHL公司#5水泥磨为例,介绍联合粉磨工艺改半终粉磨工艺后出现的问题(主要是O-Sepa选粉机效率低问题)和措施。
YZHL公司#5水泥磨主机配置见表1,改造成半终粉磨工艺的流程见图1,目前相关生产数据见表2。
物料经辊压机挤压后喂入V型选粉机进行分级,较细的粉状物料由旋风筒收集。
联合粉磨生产工艺是将旋风筒收集的物料喂入球磨机先粉磨再分选;改造成半终粉磨工艺后,是将旋风筒收集后的物料与出球磨机的物料一起喂入O-Sepa选粉机进行分选,分选后得到的粗粉喂入球磨机再进行粉磨。
改造之前,联合粉磨工艺的系统产量为210t/h,改造成半终粉磨工艺后的系统产量提高到255t/h(P·O42.5水泥)。
改进型O-S EPA选粉机选粉的效率增产节能效果1、概述O-Sepa选粉机是上世纪从日本引进的,国内大中型粉磨系统采用比较多。
经国内众多水泥企业实际使用的调查结果表明,O-Sepa选粉机存在的主要问题是选粉效率低,单位产品的能耗高,技术经济指标落后。
对O-Sepa选粉机的结构进行认真的分析和实验,发现O-Sepa选粉机在结构上存在严重的缺陷,造成了选粉效率普遍偏低,一般选粉效率在40%~60%,少数厂家选粉效率在20%~30%,极少数有厂家选粉效率达到60%,造成磨机过粉磨现象严重,降低了磨机产量,增加了电耗。
南京旋立重机公司和南京工业大学粉体科学与工程研究所联合开发的O-Sepa选粉机改造新技术,该项目由我国著名粉体科学与工程学术带头人张少明教授担任技术总负责人,彻底解决了O-Sepa选粉机效率低、电耗高等问题,节能效果效果明显。
改造后,产量普遍提高10%左右,选粉效率从45%提高到80%左右,电耗大幅度下降,这一重大粉磨技术改造成果,受到众多使用O-Sepa选粉机企业的欢迎。
2、目前O-Sepa选粉机存在的主要问题O-Sepa选粉机是上世纪日本小野田公司率先研发,在选粉原理上有了进一步的突破,其优点非常突出,被称为继离心式选粉机、旋风式选粉机之后的第三代选粉机,目前广泛应用于水泥企业的圈流粉磨工艺。
与第二代旋风式选粉机相比,水泥强度有了提高,产品质量有了保证。
但近年来,随着我国水泥行业实行ISO水泥新标准和单条水泥生产线产能不断扩大,在使用过程中出现了一些问题。
这些缺陷制约了O-Sepa选粉机效益的发挥,主要表现在以下几点:1)选粉效率低。
传统O-Sepa选粉机物料分散不充分、不均匀,是影响选粉效率的一个重要因素,主要是因为物料在选粉机内主要靠转子顶部撒料盘的离心力抛出分散,一般O-Sepa 选粉机有2~4个进口,但其本身在分配到各进料口的料量已经就有差距。
因撒料区域是在转子的边缘(20mm),所以物料落到撒料盘后,在转子转速较高的情况下部分物料在刚落下就被甩出撒料盘,物料不能在整个截面上均匀分布,因而导致分级区内气体流场稳定,并直接影响到分选效果。
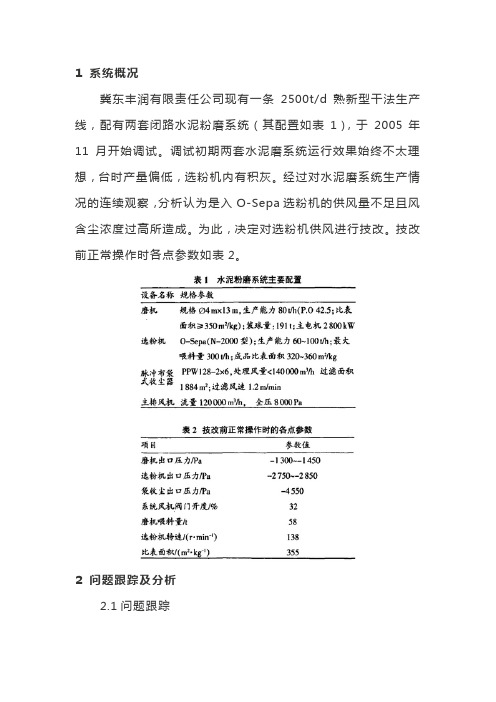
1 系统概况冀东丰润有限责任公司现有一条2500t/d熟新型干法生产线,配有两套闭路水泥粉磨系统(其配置如表1),于2005年11月开始调试。
调试初期两套水泥磨系统运行效果始终不太理想,台时产量偏低,选粉机内有积灰。
经过对水泥磨系统生产情况的连续观察,分析认为是入O-Sepa选粉机的供风量不足且风含尘浓度过高所造成。
为此,决定对选粉机供风进行技改。
技改前正常操作时各点参数如表2。
2 问题跟踪及分析2.1问题跟踪经过对设备进行现象跟踪、数据采集和停机检查,发现该水泥粉磨系统存在以下主要问题:(1)N2000型O-Sepa选粉机的一、二次风通风道经常积灰严重,使风道通风不畅,导向叶片间隙有大量积灰,部分严重的已被积灰糊死,且人工清扫处理后,短时间内积灰又粘附在导向叶片之间。
(2)入O-Sepa选粉机的一次风阀门前也连续发生堵料现象,严重时将近一半的管道截面被堵死。
(3)选粉机回粉取样分析时发现其中含有大量的成品,选粉机选粉效率仅为40%~50%,对应的循环负荷率高达400%左右。
每次停磨进入检查时均发现一仓内堆积有过多回粉,甚至部分回粉停磨后可冲到二仓。
(4)磨机工况不稳定,经常饱磨,并且磨尾伴随着有大量吐渣,每班(8h)平均要清理2t左右排渣。
入磨物料组分为熟料、石膏、矿渣、石灰石四组分生产P·O 42.5水泥时,台时产量只有60 t/h,而且在不改变拉风和选粉机转速的前提下,成品比表面积忽高忽低,不易控制(成品控制指标是≥350m2/kg)。
(5)开大排风机阀门,给选粉机增加风量时,磨内风速也加大,回粉量会变得更多,比表面积下降。
这样选粉机需要更多的风量与磨机风速不要过大产生了矛盾。
2.2原因分析(1)从O-Sepa选粉机选粉原理来看,有三个关键技术点“分散”、“分级”、“收集”。
其中,“分散”指进入选粉机的物料尽可能地抛散开来,颗粒间形成一定的距离,并且撒料盘撒出的物料要形成均匀而连续的料幕;“分级”指物料分散后在选粉室有限的停留时间内,利用各种形式的气流进行分选,把物料中的粗、细颗粒尽量分开并送到各自出口;“收集”指选粉机捕捉粗粉和细粉的能力。


目录中文摘要 (1)ABSTRACT (1)0 前言 (1)1 O-SEPA选粉机的结构 (2)2 O-SEPA选粉机的工作原理及特点 (3)3 O-SEPA选粉机的技术改进 (3)4O—SEPA选粉机的的调节 (3)4.1 O-SEPA高效选粉机各次风量的调整 (3)4.2 O-SEPA高效选粉机转子转速的调节 (4)4.3 O-SEPA选粉机的调整对辊压机影响 (5)5 O-SEPA选粉机常见的问题及解决办法 (6)5.1主轴陶瓷片脱落 (7)5.2 密封圈结尘 (7)5.3 内衬陶瓷片部分脱落 (7)5.4磨损严重,产量降低 (7)5.5 常见问题的分析 (8)5.6 匹配分析 (8)6 结语 (9)7致谢 (10)参考文献………………………………………………………………………… .10O-SEPA选粉机应用与实践摘要:O-SEPA选粉机因其原理先进、分级机理明确,具有操作简单,细度调节方便,选粉效率高,能耗低等特点,可提高系统产量30%~50%。
本文主要介绍了O-SEPA选粉机的结构和工作原理、生产过程中的调节、常见故障及处理方法。
关键词:选粉机结构原理调节Abstract:O-SEPA separator because of the advanced theory, grading mechanism of a clear, simple, convenient adjustment fineness, Separator high efficiency, low energy consumption and increase the output of the system is 30% ~ 50%. This paper describes the O-SEPA separator structure and working principle, the production process of regulation. Common Faults and treatment .Keywords : Separator Structure Principle Adjustment0前言由磨机、选粉机等设备组成的闭路粉磨系统,比开路粉磨系统提高产量10~20%。
关于结露现象的产生及解决方法反射隔热保温涂料具有高效.薄层.隔热保温.装潢.防火.防腐.绝缘于一体的新型太空节能ZS-211反射隔热保温涂料,涂料能在物体概况形成由关闭微珠衔接在一路的三维收集空心构造,如许的纳米空心陶瓷微珠和微珠之间形成了一个个叠夹的静态空气组,也就是一个个隔热保温单元.涂料的绝热等级达到R-30.1,热反射率为90%以上,可以大量的反射红外线,防止红外线对物体进行加热,ZS-211反射隔热保温涂料的导热系数为0.04W/m.K,涂刷在有冷凝水凝聚情况的物体上,可以防止冷凝水的产生,同时具有保温.防潮.防霉.可擦洗等功效.涂料特色:1.防潮性:能有用地阻拦水汽凝聚,保持湿润,隔离水汽,防止潮湿对物体的侵蚀.2.附着性:100%附着,粘结力强,可完整与物资粘结,稳定地贴附于物体概况.3.抗伸缩性:可防止基材因冷/热引起的在不合温度下的扩大与压缩,具有优越的抗张强度和弹性.4.抗霉菌才能:第10级(ASTM D-3273-73T 1-10级,10级为最高)5.安然性:阻燃,不轻易燃烧.6.环保性:ZS-211反射隔热保温涂料自身或在应用中.应用后的产生放弃物都不会对情况造成污染.7.经济性:低成本,高机能/价钱比,高效益,分解成本低于传统材料.ZS-211反射隔热保温涂料对于建筑内墙结露,屋面保温后果达不到现实请求,冬季表里温差较大,就会在内墙.顶棚结露,温度升高,这部分水不克不及从屋面排出,使墙体受潮产生霉菌而发霉.涂刷东铁营的北京志盛威华公司临盆的ZS-211反射隔热保温涂料3mm厚,即可解决此现象,经济效益可不雅.输水管道,夏日管壁产生冷凝聚露,长期加剧管壁腐化.生锈,涂刷丰台区东铁营的志盛威华ZS-211反射隔热保温涂料可防止冷凝产生,延伸管道应用寿命,节能效益好.钢板粮仓.冷库外围护概况喷涂ZS-211反射隔热保温涂料,仓顶温度可以降低20℃以上,并可防护情况水汽对仓体外围护的影响.阻碍冷凝水现象的产生,节能30%以上.低温交流塔外概况喷涂ZS-211反射隔热保温涂料,可以最大限度减小热损掉,防止冷凝水产生,同时具备防潮.防腐后果.。
N-4000型O-sepa选粉机改造摘要:本文主要介绍了N-4000型O-sepa选粉机由四点下料改为八点下料,增加一个二次风冷风口,同时增加三次风,提高选粉效率,进而提高水泥磨台时,降低电耗。
关键词:选粉效率;三次风;筛选;细粉;节电1 存在的问题和原因分析金隅冀东水泥(以下简称“我厂”)是中国北方最大的水泥生产企业,生产的水泥供用多项国家大型工程。
其某子公司2009年安装投产的φ4.2m*13m水泥磨,配套了N-4000型O-sepa选粉机。
几年来的使用中发现,该选粉机存在以下两方面的主要问题,导致磨机台时产量得不到很好的发挥,并严重影响了吨水泥的综合技术经济指标。
①选粉效率低,仅38%-48%左右,回粉中含有大量成品;②因大量成品再次进入磨机,导致物料过粉磨且易形成缓冲垫层和粘球现象,这又导致粉磨效率降低,系统产量无法提高,平均吨水泥电耗居高不下,有时高达37kwh/t;③风道积料过多,严重影响通风。
经现场勘查和分析研究认为,上述问题的关键是我厂目前使用的选粉机是早期产品,其本身就存在众多技术问题。
一是物料经顶部喂料口进入,经撒料盘旋转后离心分离。
因喂料口仅为环形面上的4个下料点,且结构存在问题,形成不了均匀的粉流料幕,造成分选不充分。
二是全部气流由一、二次风管经倒流叶片进入环形分级区,直接进入分级转子,无三次风,不能将滑落下的物料中的细粉携带进入分级面再次筛选。
2 改造方案改造前,水泥磨尾N-4000型O-sepa选粉机选粉效率差(选粉效率40%左右)、选粉精度不高,回磨粗粉中有大量合格细粉(45μm筛余含量50%以下)入磨,造成磨机重复做功能耗大,我公司辊压机做功相对较好,入磨物料比表面积高达240㎡/Kg。
O-sepa选粉机普遍为四点入料,存在入料不均匀现象,我公司选粉机顶部物料输送方式为斜槽输送:物料由斗提机进入主斜槽,再由主斜槽一前一后分别进入两节分斜槽,再由分斜槽一前一后分两个溜子进入选粉机,如此入料势必导致物料向低势位流动较多;由于主斜槽与分斜槽布置不合理,主斜槽斜度大,物料流动性好,分斜槽斜度小,磨尾排出碎球杂物易沉积在远端分斜槽口,导致选粉机入料不均,选粉效率低。
O-Sepa选粉机立轴下部轴承漏油的治理O-Sepa 选粉机立轴下部轴承漏油的治理【中国水泥网】作者:米长海,林家兰,潘广单位:亚泰鼎鹿水泥有限公司农安分公司【2009-12-30】我公司为年产80 万t 的水泥粉磨站,有2台O-SepaN-3500 型选粉机。
在使用过程中,选粉机立轴下部轴承总是从上端盖漏油,且量非常大,溅得满地都是,给设备保养、巡检工作带来非常大的困难。
对此,我公司经仔细观察、研究,解决了这一难题。
1 问题分析选粉机转子结构见图1。
下轴承由上下2 个油封密封,通过端盖固定。
轴承采用稀油循环润滑。
选粉机运转后,由于转子直径较大,在旋转时,转子在离心力的作用下产生一定的旋转风,通过排风机的抽力,加快了旋转风的流速,在选粉机的转子下部空腔形成了强大的负压区。
油封为橡胶制品,与轴形成软密封。
在没有外力的情况下,密封效果还可以,但由于受到强负压风的影响,油封受到抽力而产生变形,进而与轴之间产生间隙。
稀油受到强负压风力的抽力而沿着轴与油封的间隙向上流出,进而甩向转子外周,顺壳体溅到地面。
2 解决措施在上端盖上再做一个密封压盖,密封腔内充填油浸盘根。
为增加油流阻力,减少负压的影响,尽量将密封盖的厚度加大,以多加盘根。
新增压盖及密封结构见图2,新增压盖中加2 层盘根。
另外考虑到不能大拆大卸原零件,将新增压盖用手锯从中心位置锯成两半,分体安装。
将2 层盘根缠在轴上,再将两半压盖压紧盘根拧上螺栓。
为防止渗油,在两半压盖的锯断间隙内填满液态密封胶。
这样就完成了密封工作。
完成一次时间不超过1.5h,零部件费用不超过150 元。