互换性与测量技术(形位公差)
- 格式:ppt
- 大小:2.19 MB
- 文档页数:94
互换性与技术测量知识点绪言互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配就能装在机器上,达到规定的功能要求,这样的一批零件或部件就称为具有互换性的零,部件。
通常包括几何参数和机械性能的互换。
允许零件尺寸和几何参数的变动量就称为公差。
互换性课按其互换程度,分为完全互换和不完全互换。
公差标准分为技术标准和公差标准,技术标准又分为国家标准,部门标准和企业标准。
第一章圆柱公差与配合基本尺寸是设计给定的尺寸。
实际尺寸是通过测量获得的尺寸。
极限尺寸是指允许尺寸变化的两个极限值,即最大极限尺寸和最小极限尺寸。
最大实体状态是具有材料量最多的状态,此时的尺寸是最大实体尺寸。
与实际孔内接的最大理想轴的尺寸称为孔的作用尺寸,与实际轴外接的最小理想孔的尺寸称为轴的作用尺寸。
尺寸偏差是指某一个尺寸减其基本尺寸所得的代数差。
尺寸公差是指允许尺寸的变动量。
公差=|最大极限尺寸—最小极限尺寸|=上偏差—下偏差的绝对值配合是指基本尺寸相同的,相互结合的孔与轴公差带之间的关系。
间隙配合:孔德公差带完全在轴的公差带上,即具有间隙配合。
间隙公差是允许间隙的变动量,等于最大间隙和最小间隙的代数差的绝对值,也等于相互配合的孔公差与轴公差的和。
过盈配合,过渡配合T=ai当尺寸小于或等于500mm时,i=0.45+0.001D(um)当尺寸大于500到3150mm时,I=0.004D+2.1(um)孔与轴基本偏差换算的条件:1.在孔,轴为同一公差等级或孔比轴低一级配合2.基轴制中孔的基本偏差代号与基孔制中轴的基本偏差代号相当3.保证按基轴制形成的配合与按基孔制形成的配合相同。
通用规则,特殊规则例题基准制的选用:1.一般情况下,优先选用基孔制。
2.与标准件配合时,基准制的选择通常依标准件而定。
3.为了满足配合的特殊需要,允许采用任一孔,轴公差带组合成配合。
公差等级的选用:1.对于基本尺寸小于等于500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差小于等于IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差大于IT8级或基本尺寸大于500mm的配合,由于孔德测量精度比轴容易保证,推荐采用同级孔,轴配合。
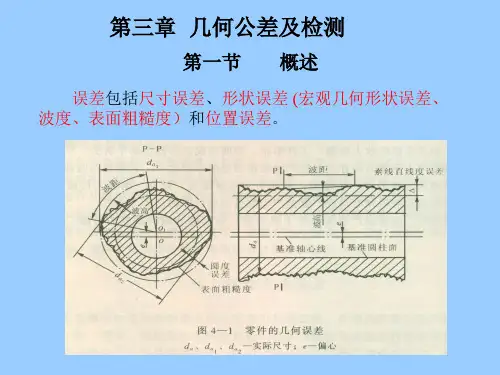
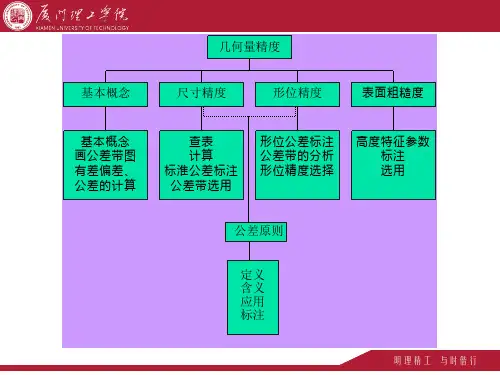
形状与位置公差1.形位公差的概念。
加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。
2.几何要素按不同的角度分类?(1)按存在的状态可分为理想要素和实际要素理想要素(公称要素)具有几何意义的要素他们不存在任何误差。
机械零件上图样上表示的要素均为理想要素。
实际要素零件上实际存在的要素。
通常都以测得(提取)要素来代替。
(2)按结构特征分为导出要素和组成要素(代替原中心要素和轮廓要素)组成要素零件轮廓上的点、线、面,即可触及的要素。
组成要素还分为提取组成要素和拟合组成要素。
导出要素可由组成要素组成的要素。
如中心点、中心面或回转表面的轴线。
标准规定:“轴线”、“中心平面”用于表述理想形状的中心要素,“中心线”、“中心面”用于表述非理想形状的中心要素。
导出要素分为提取导出要素和拟合导出要素。
提取到处要素是指由一个或几个提取组成要素得到的中心点、中心线、中心面;拟合导出要素是指由一个或几个拟合组成要素导出的中心点、轴线或中心平面。
(3)按所处地位分为基准要素和被测要素基准要素用来确定理想被测要素的方向或(和)位置的要素被测要素在图样上给出了形状或(和)位置公差要求的要素,是检测的对象。
(4)按功能关系分为单一要素和关联要素单一要素仅对要素本身给出形状公差的要素。
关联要素对基准要素有功能关系要而给出方向、位置和跳动公差要求的要素。
3.形状公差与形状公差带的定义?形状公差是指单一实际要素的形状所允许的变动全量。
形状公差带是限制实际被测要素形状变动的一个区域。
4.形状误差及其评定准则?形状误差是被测提取(实际)要素的形状对其拟合(理想)要素的变动量。
评定准则是最小条件。
最小条件是指被测提取要素对其拟合要素的最大变动量为最小。
5.位置公差与位置误差的定义?位置公差是关联提取要素对基准在位置上所允许的变动全量。
尺寸公差与形位公差习题一、判断题〔正确的打√,错误的打X〕1.公差可以说是允许零件尺寸的最大偏差。
()2.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
()3.国家标准规定,孔只是指圆柱形的内表面。
()mm的轴,加工得愈靠近基本尺寸就愈精确。
()4.图样标注φ200-0.0215.孔的基本偏差即下偏差,轴的基本偏差即上偏差。
()6.某孔要求尺寸为φ20-0.046,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。
-0.067()7.未注公差尺寸即对该尺寸无公差要求。
()8.基本偏差决定公差带的位置。
()9.某平面对基准平面的平行度误差为0.05mm,那么这平面的平面度误差一定不大于0.05mm。
()10.某圆柱面的圆柱度公差为0.03 mm,那么该圆柱面对基准轴线的径向全跳动公差不小于0.03mm。
()11.对同一要素既有位置公差要求,又有形状公差要求时,形状公差值应大于位置公差值。
()12.对称度的被测中心要素和基准中心要素都应视为同一中心要素。
()13.某实际要素存在形状误差,则一定存在位置误差。
()mm孔,如果没有标注其圆度公差,那么它的圆度误差值可任14.图样标注中Φ20+0.021意确定。
()15.圆柱度公差是控制圆柱形零件横截面和轴向截面内形状误差的综合性指标。
()16.线轮廓度公差带是指包络一系列直径为公差值t的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线上。
()17.零件图样上规定Φd实际轴线相对于ΦD基准轴线的同轴度公差为Φ0.02 mm。
这表明只要Φd实际轴线上各点分别相对于ΦD基准轴线的距离不超过0.02 mm,就能满足同轴度要求。
()18.若某轴的轴线直线度误差未超过直线度公差,则此轴的同轴度误差亦合格。
()19.端面全跳动公差和平面对轴线垂直度公差两者控制的效果完全相同。
()20.端面圆跳动公差和端面对轴线垂直度公差两者控制的效果完全相同。
一、基本内容:1、形位公差的标注:被测要素、公差框格、指引线(垂直于框格引出,指向公差带宽度方向)、基准(分清轮廓要素和中心要素,字母放正,单一基准和组合基准)2、公差带的特点(四要素)大小、方向、形状、位置3、公差原则基本概念作用尺寸:单一要素的作用尺寸简称作用尺寸MS。
是实际尺寸和形状误差的综合结果。
作用尺寸:Dms=Da—误差dms=da+误差最大、最小实体状态和实效状态:(1)最大和最小实体状态MMC:含有材料量最多的状态。
孔为最小极限尺寸;轴为最大极限尺寸。
LMC:含有材料量最小的状态。
孔为最大极限尺寸;轴为最小极限尺寸。
MMS=Dmin;dmaxLMS=Dmax;dmin(2)最大实体实效状态最大实体实效状态MMVC:是指实际尺寸达到最大实体尺寸且形位误差达到给定形位公差值时的极限状态。
最大实体实效尺寸MMVS:在实效状态时的边界尺寸。
A)单一要素的实效尺寸是最大实体尺寸与形状公差的代数和。
对于孔:最大实体实效尺寸MMVSh=最小极限尺寸—形状公差对于轴:最大实体实效尺寸MMVSs=最大极限尺寸+形状公差B)关联要素的实效尺寸是最大实体尺与位置公差的代数和。
对于孔:最大实体实效尺寸MMVSh=最小极限尺寸—位置公差对于轴:最大实体实效尺寸MMVSs=最大极限尺寸+ 位置公差理想边界理想边界是设计时给定的,具有理想形状的极限边界。
(1)最大实体边界(MMC边界)当理想边界的尺寸等于最大实体尺寸时,该理想边界称为最大实体边界。
(2)最大实体实效边界(MMVC边界)当理想边界尺寸等于实效尺寸时,该理想边界称为实效边界。
包容原则(遵守MMC边界)○E(1)定义:要求被测实际要素的任意一点,都必须在具有理想形状的包容面内,该理想形状的尺寸为最大实体尺寸。
即当被测要素的局部实际尺寸处处加工到最大实体尺寸时,形位误差为零,具有理想形状。
(2)包容原则的特点A、要素的作用尺寸不得超越最大实体尺寸MMS。
第一章基本概念(绪论)1.互换性的含义:三层(1)配前按一定要求制造;(2)装配时不需挑选,不需修配或调整可进行装配;(3)装配后满足使用性能的要求。
(或书P1)2.互换性、标准化及测量技术之间的关系:标准化是实现互换性生产的基础或前提。
技术测量是实现互换性的保证;标准化是技术测量的依据。
3.互换性可以分为几何要素互换和功能互换,本课程讨论尺寸、形位公差,表面粗糙度,研究的是几何要素互换。
本课程的主要内容是互换性标准,其次是几何量的测量。
4.优先数系:GB/T321-1980《优先数和优先数系》规定了R5、R10、R20、R40四个基本系列和R80补充系列,在实际工作中应优先采用优先数,使参数的选择一开始就纳入标准化的轨道。
第二章测量技术基础一、量块的精度:按制造精度分为5分级,按鉴定精度分为6等。
按级使用是将标称值作为工作尺寸,按等使用是将鉴定值(即量块的实际尺寸)作为工作尺寸。
二、系统误差的处理:对于已知的定值系统误差,采用修正的方法。
三、随机误差的处理:单次测量结果=测得值(可以是计量器具的测量极限误差);为测量极限误差,误差在此区间的概率0.9973。
多次测量结果= 多次测量的结果精度高四、间接测量的数据处理y=f(x1,x2)五、随机误差特性、测量方法、测量范围、示值范围、阿贝误差第三章尺寸精度设计(孔、轴的极限与配合)例:查表确定配合φ35H7/n6的孔、轴极限偏差值,画出公差带图,求出极限间隙或极限过盈,说明该配合的基准制及配合性质。
解:基本尺寸φ35,IT7=25μm,IT6=16μm轴的基本偏差为上偏差,ei=+17μmEI=0μm,ES=EI+IT7=25μm,es=ei+IT6=33μm此配合是基孔制,属过渡配合Xmax=ES-ei=0.008mm,Ymax=EI-es=-0.033mm三、基本偏差系列基本偏差的定义代号28种排列规律特殊情况:H (h) JS (js) J (j)同名配合:两个配合必须满足:(1)一个为基孔制,另一个为基轴制;(2)非基准件的基本偏差代号相同;(3)孔、轴工艺等价。