有关KO孔式强制回位机构的改进
- 格式:doc
- 大小:474.00 KB
- 文档页数:2




牙轮钻机回转机构故障分析及改进方案摘要:回转机构是牙轮钻机的重要工作部分,在钻孔作业中承受着最大的负荷。
钻孔时,其负荷大、工况恶劣、冲击振动大、故障率高,严重影响了钻机效率。
基于此,本文探讨了KY-310A型牙轮钻机回转机构的故障类型与原因及其改造方案。
关键词:牙轮钻机;回转机构;故障;改造方案牙轮钻机作为露天矿的主要钻孔设备,是用牙轮钻头破碎岩石,利用压气排渣的一种自行式钻孔设备。
牙轮钻机主要由行走机构、平台、主传动机构、回转小车、钻架、司机室、机棚、液压系统、气压系统、电气系统等组成。
另外,在实际生产中,回转机构的正常工作状态直接影响到整个牙轮钻机的作业效率,也影响了牙轮钻机运行的安全性及可靠性。
因此,研究分析牙轮钻机回转机构故障及其改进方案具有重要意义。
一、牙轮钻机简介我国从20世纪60年代起开始研制牙轮钻机,到80年代研制成功并投入市场。
目前,我国还在生产和使用的有KY和YZ两大系列12种型号。
在回转钻机的基础上发展起来的牙轮钻机,是一种近代新型钻孔设备,广泛应用于各类土石方工程,如交通设施、铁路运输、水利水电和军事工程等,也是目前各类露天矿山穿孔设备升级、更新的最佳换代产品。
1、分类。
牙轮钻机种类繁多,根据不同分类标准,可作以下分类:①根据工作场地不同:牙轮钻机可分为露天、地下矿用牙轮钻机;②根据技术特征差异:分为小、中、大、特大型牙轮钻机;③根据回转和加压方式的区别:分为卡盘式、转盘式和滑架式。
其中,卡盘式钻机采用底部回转、间断加压式加压回转机构给钻具施加扭矩和轴压力;转盘式钻机采用底部回转、连续加压式加压回转机构;滑架式钻机采用顶部回转、连续加压式的加压回转机构。
2、工作原理。
牙轮钻机通过其回转加压机构施加在钻头上的轴压力及回转扭矩来破碎岩石,钻头通过钻杆、钻杆连接器与加压回转机构相连,实现动力传递,同时利用压气接口装置实现排碴除尘。
由牙轮钻机的分类可知,其工作条件和性能虽不同,但根据钻孔的工作原理,它们的整体构造相似。

浅析“O”型翻车机卸车线机构改进方案张晓平【摘要】通过分析“O”型翻车机卸车线存在的问题,发现“O”型翻车机卸车线对铁路车辆损害较大,因此就改造途径及设计方案开展了系列技术讨论分析,并提出相应的改进措施.【期刊名称】《机械管理开发》【年(卷),期】2017(032)003【总页数】3页(P33-35)【关键词】“O”型翻车机;卸车线;机构改造【作者】张晓平【作者单位】中铁三局集团运输工程分公司,山西晋中030600【正文语种】中文【中图分类】TH237.3翻车机卸车线是一种大型的铁道车辆自动卸车系统,可翻卸所有铁道敞车所装载的散装货物。
该装置与车辆匹配优劣程度直接影响到铁路车辆的技术性能,危及铁路行车安全,严重者直接引发铁路事故的发生。
翻车机卸车系统由翻车机、拨车机(重车调车机)、迁车台等单机设备组成。
翻车机的作用是翻卸已定位于车辆;拨车机的作用是完成牵调整列重车,并牵调已经解列的一节重车于翻车机上。
目前我国生产的“O”型翻车机普遍用电厂码头,近几年来,因翻车机原因造成铁路车辆性能的改变直接导致事故占总事故的25%。
因此,改造翻车机技术性能,提高翻车机与车辆的匹配度,保障车辆的安全性能,降低事故率成为当务之急。
针对“O”型翻车机翻转过程中对铁路敞车冲击力大、重车调车机接车和牵车时调速不佳、车钩撞击严重及脱轨概率高等问题进行分析。
梁为桁架机构,在多年的使用中,底梁根部经常断裂,造成翻车机对车辆的损坏。
1.2 靠板系统翻车机前梁、后梁、平台与两端环的联接形式为焊接结构,平台固定。
活动靠板系统主要作用是侧向靠紧车体,在翻转过程中支承车辆车体,避免冲击。
靠板系统主要由靠板体、液压缸、耐磨板、撑杆等组成。
液压缸进出油流速稳定性,直接导致靠车板在靠车时对车辆的冲击力不稳定性,而且是先靠车并支承车辆再翻转,这彻底产生对车辆的撞击,增大给予车辆的内倾弯矩总值,形成车辆车体的损坏。
1.3 夹紧系统夹紧系统由夹紧构件、液压部件等部件组成,在翻车机翻转过程中上下夹紧车辆,避免脱落。
審圖常見問題點進膠系統1.位置﹑進膠方式是否方便修剪﹑修剪不干淨是否影響裝配進膠(溶結線客戶是能接受).2.流道離模具活動件(滑塊或斜銷)遠一點﹐防止夾模時夾腫模面導致模具活動件運行不順。
3.有可能包風的地方要事先加排氣入子或預留位置﹐4.灌嘴里的大頭不可比主流道大太多也不可小﹐5.牛角﹐潛伏式進膠要注意頂出行程﹐頂針不可離牛角﹐潛膠根部太近﹐否則會頂斷流道。
6.各種進膠方式所造成成品的不良影響(噴痕﹐蛇紋,應力痕﹐料頭修剪不平,),7.一模不同几件的模具少用牛角﹐潛伏式進膠,否則產品不方便分開.F較長流道注意冷料井的長度。
8.灌嘴下用”Z”型拉料針﹐斜灌嘴”Z”型拉料針與灌嘴偏心2MM﹐H理解扇型膠口的好處。
9.對大型產品灌嘴里的大頭可加大到$15mm,小頭做到$7mm..10.不可以用成品帶流道﹐也不能用流道帶成品(一般情況)否則成品變形。
11.料頭形狀﹑跑料是否均勻﹑是否因為熔結線造成外觀不良.是否因為熔結線造成產品強度不夠。
12.進點附盡量空曠﹐有利于跑膠。
13.主流道不可離成品太近﹐一防流道脹模影響到成品冷卻系統1.不要與配件孔干涉﹑2.不要破成品(參照3D).(特別是翻水孔)3.冷卻均勻(水路離成品遠近適中)﹐4.視成品高度選用雙層或多層水路,5.考慮用模溫調整成品變形(長條型成品采用橫灌形式水路)﹐6.水路下盡量不排螺絲(防止螺絲加工太深中水路)7.。
熱流道模具天側盡量不排水路,接頭漏水會燒壞接頭漏水會燒壞熱流道,8.料頭的冷卻(太大不易冷卻﹑成型時間變長)9.水塞全部用標准止水塞.(考慮水塞長度)10.易設變處少排水路。
11.水路下盡量不排螺絲(防止螺絲加工太深中水路),12.O型環離模仁邊和孔太近﹐否則易漏水。
13.模溫很高用PT牙的無頭螺絲堵水孔。
頂出系統1.盡量避免排頂針在﹕1大斜度面﹐2形狀復雜的曲面﹐3公模凹陷的平面﹐2.三板模進點下不排頂針﹐3.成品厚薄相差較大頂針不排在較薄處)﹐4.少用扁﹑方頂針。
数控机床夹具设计改进方法及其应用发布时间:2022-01-20T09:21:13.978Z 来源:《中国科技人才》2021年第30期作者:郑元栋李晓旭郝爱国王斌[导读] 为适应数控机床高精度、高效率的加工要求,夹具设计中基准的选择是关键之一;同时与普通机床相比,数控机床的夹具结构简单灵活能满足产品多样化的加工要求。
中石化胜利油田胜机石油装备有限公司山东东营 257000摘要:为适应数控机床高精度、高效率的加工要求,夹具设计中基准的选择是关键之一;同时与普通机床相比,数控机床的夹具结构简单灵活能满足产品多样化的加工要求。
经过改进的夹具,不仅能弥补传统夹具带来的不足,而且能够提高加工精度和效率,节约大量人力物力节省成本,提高加工企业的经济效益。
关键词:基准点;夹具设计;定位精度;改进方法;应用机床夹具作为机械产品制造过程中固定工件的一种工艺装备。
传统的数控机床夹具设计主要依赖专家的经验知识,设计出的夹具在安装过程中需要进行反复的调试才能保证工件的加工精度。
但随着对产品尺寸和规格要求的不断提高,很小的加工误差就会导致生产的工件不能满足精度要求,给后续的操作带来诸多不便。
因此,为了提高工件的加工精度和效率,有必要对现有数控机床夹具进行改进。
1 数控机床夹具设计的重要性在金属切削加工中,夹具是装夹工件的工艺装备,它直接影响着工件的加工精度、劳动生产率和产品的制造成本等。
数控机床加工零件时,首先编制加工零件的程序,再将程序输入到数控装置以控制机床的运动,保证刀具与工件严格的按照程序规定的顺序、路程和参数工作。
加工时刀具的进刀点、退刀点等所有刀具的位置都是以工件坐标系来确定,所以编程时先要设定工件坐标系。
只有夹具在机床上找正并固定,夹具上的定位元件及压紧机构将工件固定后才能通过对刀确定工件坐标系的原点,然后将确定好的所有刀具位置点都编入程序,控制刀具从一个位置点到另一个位置点的运动过程中完成工件的加工。
在加工下一个工件时就不需要再进行对刀,只需和第一个工件一样在夹具上定位压紧后就可以启动程序加工。
电解多功能天车扭拔机构对位系统存在的问题及改进摘要:对于电解多功能天车来说,扭拔机构是非常重要和关键的部分,其主要作用就是完成自动阳极的更换作业。
扭拔机构主要由阳极提升、卡具开闭、拧头升降等机构组成。
本文深入探索并介绍了铝电解多功能天车扭拔机构对位系统的缺陷,针对不同的缺陷,提出了具有针对性的改进措施,取得了良好的系统优化效果。
关键词:铝电解;多功能天车;扭拔机构;对位系统;问题;改进对于电解多功能天车来说,扭拔机构的存在可以实现阳极的自动更换作业,其主要是由阳极提升、拧头升降、卡具开闭等机构构成。
本文涉及某电解分厂有10台低位多功能天车,为了代替传统的人工换级作业,在每台多功能天车上都安置了一台扭拔机构。
扭拔机构在更换阳极的时候,会先用阳极卡具钩住阳极,然后缓慢的释放拧头升降机构。
拧头升降机构中存在卡板,机构在下降的过程总,卡板会将卡具轴卡住,这时,拧头正好位于小盒卡具螺栓上部。
启动拧头开关,系统就会自动的完成阳极卡具螺栓的拧紧或者松开,进一步实现阳极的更换工作。
1.铝电解多功能天车概述1.1天车简介铝电解多功能天车,也被称为铝电解多功能机组,其在预焙阳极铝电解生产的过程中,具有至关重要的作用,比如铝电解槽开展作业过程中的机械调运、打壳、出铝以及捞渣等工作的开展都离不开多功能天车,铝电解多功能天车因为自动化配置程度较高,另外环境适应能力极强,所以其在铝电解工作中的应用,极大程度的提高了铝电解工作效率的同时,有效降低了人工作业难度和劳动强度,节省了作业成本,提高了我国铝生产能力。
尤其是最近几年,我国金属铝行业的发展十分迅速,国内的铝电解多功能天车的制造水平也在不断提高,铝生产技术水平取得了重大的突破。
但是和其他发达国家相比,我国的铝电解多功能天车的使用性能以及制造水平仍然较为地下,需要研究人员不断的研究和改进。
1.2天车的主要功能对于大型顶焙阳极铝电解生产过程来说,电解多功能天车属于辅助设备,该设备可以适应复杂的工作环境,满足较高的铝生产要求,在铝电解生产过程中,多功能天车具有以下功能:(1)打壳功能:可以将电解质结壳打开,更加快速和便捷的完成残极碳块的更换;(2)加下料功能:在天车系统中存在加料系统,该系统主要分为两种形式:手动控制以及自动控制,不敢应用哪种形式的系统为电解多功能天车料箱进行加料时,都是通过下料装置向电解质页面添加氧化铝;(3)在天车系统中,清渣装置的主要作用是快速的清理结壳电解质以及阳极坑内的残极散块,为后续的更新阳极打好基础;(4)出铝:吊运并计量,实施打印;(5)将浮渣以及电解质沉淀彻底的清理干净;(6)提升阳极母线:通过对母线的吊运完成阳极母线的提升;(7)设置通道报警装置;(8)安装电解槽上部结构,下部槽壳以及其他零星部件。
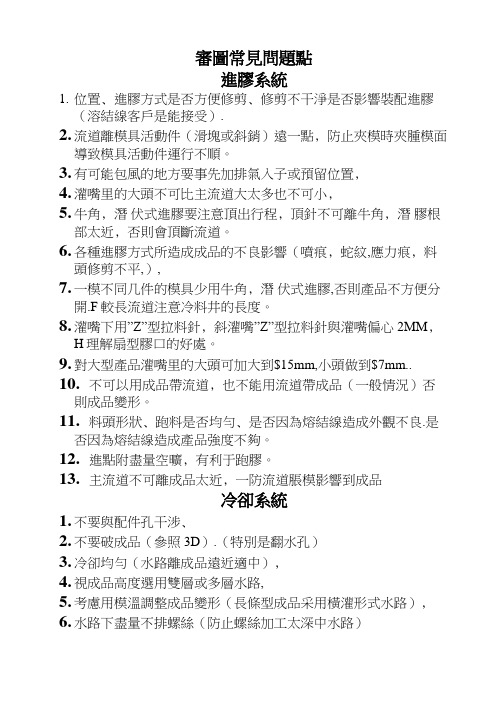
有關KO 孔式強制回位機構的改進﹕
1﹑目前我們使用的KO 孔式強制回位﹕
成型廠反應此種結構在鎖成型機頂杆時會影響頂杆的歸零位﹐故需改用以下的結構(如圖示)﹐使用一個帶內六角的螺紋棒。
安裝時先將墊圈靠在上頂板上﹐然后鎖上兩個螺母。
各部分尺寸如圖示﹕
此種結構在設計上應注意﹕
如果墊圈的下表面靠在上頂出板的上表面﹐則在公模板上需逃相應的孔﹐墊圈的直徑為36mm ﹐伸出的高度為12+12+10=34mm ﹐故逃孔的尺寸為Φ38X38﹔如果墊圈﹑螺母沉進上頂出板﹐則在公模板上需逃出剩余高度的孔﹔如果公模板不能逃孔﹐則需把頂出行程加上相應的高度(38mm)﹐并在公模板上加限位塊。