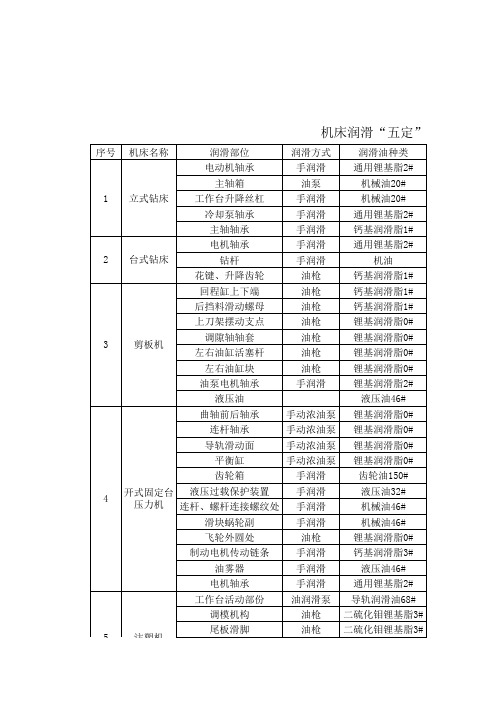
各机床润滑点
- 格式:doc
- 大小:81.00 KB
- 文档页数:4



立式铣床保养内容立式铣床作为工业生产中常用的加工设备,对保养要求较高。
正确的保养可以保证设备的正常运行,延长使用寿命,提高生产效率。
下面就立式铣床的保养内容进行详细说明。
一、常规保养1.清洁:每天使用后,应将立式铣床上的切屑、铁屑等杂物清理干净,避免对设备造成损坏或故障。
2.润滑:立式铣床的各个润滑点应定期进行润滑,保证机床的润滑效果。
根据设备的使用频率,可将润滑周期设置为每周一次或每两周一次。
3.刀具检查:立式铣床的刀具需要定期检查,确保刀具的磨损程度符合要求。
如发现刀具磨损严重或其他问题,应及时更换或修复。
4.微调器检查:立式铣床的微调器对加工精度有很大的影响,需要经常进行检查和校准,保证加工精度的稳定性。
二、定期保养1.滑轨清洗:立式铣床的滑轨是设备中最重要的部位之一,需要定期清洗。
首先,用刷子去除滑轨上的切屑和油污,然后使用清洁剂清洗,最后用干净的软布擦拭干净。
2.电气系统检查:定期检查立式铣床的电气系统,查看电源线是否松动、接触器是否正常、控制器是否正常工作等。
如果发现问题,及时进行维修或更换部件。
3.齿轮润滑:立式铣床的传动部分有很多齿轮,需要定期保养。
在保养过程中,首先清除齿轮表面的油污,然后涂抹适量的润滑油,确保齿轮传动的顺畅和稳定。
4.切削液更换:立式铣床在加工过程中会产生大量的切屑和油污,会对切削液的性能产生影响。
因此,定期更换切削液是必要的,以保证加工效果和设备的正常运行。
三、长期保养1.机床外观保养:立式铣床的外观需要长期保养,定期清洗和擦拭,保持机床外观的清洁和光亮。
可以使用清洁剂和软布进行清洁,避免使用粗糙的物品刮擦机床。
2.机床存放:如果立式铣床长时间不使用,应将其存放在干燥、通风的地方。
在存放前,需对机床进行全面检查,确保设备各部件无故障和损坏。
3.定期维护:定期维护是保持立式铣床良好运行的关键。
定期维护包括对机床各部分进行检查,清洁润滑,更换易损件,及时修复故障等。

一.机床数控车床卧式车床 CNC加工中心所有用于金属切削加工的设备都叫加工机床,又称工作母机。
加工机床在亚洲以台湾的产量最多,广东地区多数用台湾产设备,其越来越趋向综合化、自动化、电脑化,对油品之要求极严格,但每台机用油不多。
一、机床的润滑要求加工机床为复杂而精密的设备,润滑力求避免升温和振动。
在有集中润系统的机床上,一种油多种功能,不仅用于液压、齿轮、滑道亦用于普通接触面。
虽负荷不重,便一定要用抗磨注压油,但若仅是小型液压装置,可用普通液压油。
机床上的齿轮多数不大,负荷较轻,但转速快,宜用100以下的齿轮油或特级循环机油,在磨床等高速设备上的滑动轴承转速可达每可达每分钟万转。
中能用低粘度的12#或7#、5#轴承油。
否则粘度高会导致产生没泥、堵塞油路和轴承等事故发和。
加工机床大多数会接触水,因此导轨油一定要用抗水性良好的专用油。
二、加工机床的用油原则是用低粘度、高抗磨、高抗氧化性。
主要用:(1)多用途润滑油为特级循环机油R32、46、68,可用于液压、齿轮箱、轴承等。
(2)导轨油。
机床离不开导轨。
在某些机台只有液压系统和道轨用油就只用液压道轨两用油即可。
(3)滑脂用一般的就可,油脂枪用2#,集中润滑用0#。
(4)除非大齿轮箱,一般不常用齿轮油。
二.磨床磨床是为了适应工件精密加工而出现的一种机床,它是精密加工机床的一种。
磨床是用非金属的磨具或磨料加工工件各种表面的机床。
通常磨具旋转为主运动,工件的旋转与移动或磨具的移动为进给运动。
通常把使用砂轮加工的机床称为磨床,如外圆磨床,平面磨床,而把用油石、研磨料作为切削工具的机床称为精磨机床。
掌握经过一般磨削后和精密磨削后可达到的加工精度和表面粗糙度。
1. 磨床的特点(1)切削工具是由无数细小、坚硬、锋利的非金属磨粒粘结而成的多刃工具,并且做高速旋转的主运动。
(2)万能性强,适应性更广,它能加工其他机床不能加工的材料和零件。
(3)磨床种类多,范围广,能适应磨削各种加工表面、工件形状及生产批量的要求。
机床的16种润滑方式数控机床的润滑系统在机床整机中占有十分重要的位置,它不仅具有润滑作用,而且还具有冷却作用,以减小机床热变形对加工精度的影响。
下面,小编为大家分享机床的润滑方式,希望对大家有所帮助!离心润滑在离心力的作用下,润滑油沿着圆锥形表面连续地流向润滑点,用于装在立轴上的滚动轴承。
油浴润滑摩擦面的一部分或全部浸在润滑油内运转,用于中、低速摩擦副,如圆周速度<12-14m/s的闭式齿轮;圆周速度< 10m/s的蜗杆、链条、滚动轴承;圆周速度<12-14m/s的滑动轴承;圆周速度<2m/s的片式摩擦离合器等。
油环润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于载荷平稳、转速为100-2000r/min的滑动轴承。
飞溅润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于闭式齿轮,易于溅到油的滚动轴承,高速运转的滑动轴承,滚子链,片式摩擦离合器等。
刮板润滑使转动零件从油池中通过,将油带到或激溅到润滑部位,用于低速(30r/min)滑动轴承。
手工加油润滑由人手将润滑油或润滑脂加到摩擦部位,用于轻载、低速或间歇工作的摩擦副。
如普通机床的导轨、挂轮及滚子链(注油润滑),齿形链(刷油润滑),dn<0.6*10**6的滚动轴承及滚珠丝杠副(涂脂润滑)等。
滴油润滑润滑油靠自重(通常用针阀滴油油杯)滴入摩擦部位,用于数量不多、易于接近的摩擦副如需定量供油的滚动轴承,不重要的滑动轴承(圆周速度<4-5m/s,轻载),链条,滚珠丝杠副,圆周速度<5m/s的片式摩擦离合器等。
油绳润滑利用浸入油中的油绳毛细管作用或利用回转轴形成的负压进行自吸润滑,用于中、低速齿轮,需油量不大的滑动轴承装在立轴上的'中速、轻载滚动轴承等。
有垫润滑利用浸入油中的油垫毛细管作用或利用回转轴形成的负压进行自吸润滑,用于圆周速度<4m/s的滑动轴承等。
压力循环润滑使用油泵将压力油送到各摩擦部位,用过的油返回油箱,经冷却、过滤后供循环使用,用于高速、重载或精密摩擦副的润滑,如滚动轴承、滑动轴承、滚子链和齿形链等。
QC11Y-16x3200系列液压闸式剪板机使用说明书可剪板厚:16 mm可剪板宽:3200 mm出厂编号:中华人民共和国目录一、机器的基本参数 (3)二、机器的主要用途、性能和特点 (4)三、机器的液压传动系统 (4)四、机器的结构 (6)五、机器的电气系统 (7)六、机器的吊运和安装 (8)七、机器的润滑 (9)八、机器的调整和操作 (10)九、机器的安全技术和维护 (11)十、附图 (12)一、机器的基本参数二、机器的主要用途、性能和特点本机器用于剪扳厚度为0.5~ 16 mm,宽度≤3200 mm的钢板。
被剪切板料强度以450N/ mm2为准,如需剪切其它强度的板料时应相应剪薄被剪扳料的厚度。
本机器采用钢板焊接结构,液压传动剪切板料、液压回程,减小剪切时系统压力,从而提高机器的使用寿命。
调整刀口间隙迅速方便,机器装有前后挡料,后挡料采用机械传动,编码器数字显示数值,并能手动微调,调节方便、可靠。
前挡料采用标尺计数挡块定位,便于划线剪切,可无级调节上刀架的行程量,以提高剪切狭板料的效率。
刀架角度可以调节,以提高不同板厚板料的剪切质量。
三、机器的液压传动系统机器的液压系统(见图1)主要由3号高压油泵、5、6插装阀7、8、13、14电磁换向阀、9、12单向阀、10号溢流阀及一些特制控制阀组成,整个系统比较合理。
系统所需的压力油由3号高压油泵,系统的额定工作压力为20Mpa,出厂时调定,上刀架的回程是靠液压完成的,回程动作迅速、可靠。
液压系统的工作原理:当油泵工作时输出的油液经管道进入插装阀5、6、电磁换向阀7回到油箱,系统处于泄荷状态,油路不建立压力,机器就不产生任何动作。
当电磁换向阀7(YV1)、电磁换向阀14(YV4)、电磁换向阀8(YV3)得电工作,控制油路被7号(YV1)电磁换向阀封闭,所以油路压力逐渐升高,在油路压力逐渐升高的过程中,由于电磁换向阀14(YV4)接通压料缸油路,压料缸克服弹簧拉力后首先压住板料,压料缸上压时间不得超过0.5s。
谈谈机床润滑油的内润滑和外润滑
机床的润滑是机床保养中的最重要的方面之一。
机床的润滑可以分为内润滑和外润滑,相应的,机床润滑油也分为内润滑油和外润滑油。
内润滑是指机床的箱体内部相关部件的润滑。
如主轴箱、进给箱、溜板箱这些地方都是内循环的形式润滑,循环是靠白线油泵来完成的,每次加够一定量的油、就不需要去维护了只需要观察上油状况就可以了。
一般内润滑油六个月更换一次就可以了,因为它是内循环,和外界隔绝所以不容易受到外界的污染,也就不用更换那么频繁了,但是有特殊要求的机床还是要换的勤一点,一般3个月左右就需要更换机床润滑油。
机床润滑油的外润滑是指外部可以看到的部位的润滑。
有的机床用油润滑,有的机床用切削液,这要根据加工要求来定。
外润滑润滑的部位有:导轨、刀架、卡盘、尾座,最主要的地方就是润滑刀具和加工工件的接触面,如果这个面润滑不好的话会影响到工件加工的效率、光洁度,也会影响到机床刀具的使用寿命,间接的增加了工件的加工成本。
机床润滑油对机床非常重要,内润滑油选取或使用不当,会导致机床损坏降低机床的使用寿命;外润滑油选取或使用不当,则会影响机床的加工质量,同时也会降低机床的使用寿命。