数控机床润滑系统的选型与参数计算_杨振辉
- 格式:pdf
- 大小:1.06 MB
- 文档页数:5
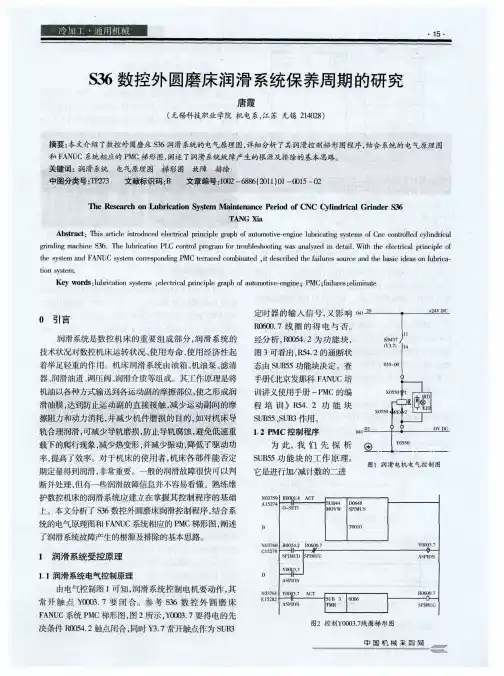
江西城市职业学院2011届毕业设计题目:数控机床自动润滑系统设计分院:机电工程学院班级:数控08—1班学号: 080744080104学生姓名: XXXX起讫日期:指导教师:职称:教研室主任:审核日期:数控机床自动润滑系统摘要机床润滑系统的设计、调试和维修保养,对于提高机床加工精度、延长机床使用寿命等都有着十分重要的作用。
但是在润滑系统的电气控制方面,仍存在以下问题:一是润滑系统工作状态的监控。
数控机床控制系统中一般仅设邮箱釉面监控,以防供油不足,而对润滑系统易出现的漏油、油路堵塞等现象,不能及时做出反应。
二是设置的润滑循环和给油时间单一,容易造成浪费。
数控机床在不同的工作状态下,需要的润滑剂量是不一样的,如在机床暂停阶段就比加工阶段所需要的润滑油量要少。
针对上述情况,在数控机床电气控制系统中,对润滑控制部分进行了改进设计,时刻监控润滑系统的工作状况,以保证机床机械部件得到良好的润滑,并且还可以根据机床的工作状态,自动调整供油、循环时间,以节约润滑油。
数控机床中润滑系统为间歇供油工作方式。
因此,润滑系统中的压力采用定期检查方式,即在润滑泵每次工作以后检查。
如果出现故障,如漏油、油泵失效、油路堵塞,润滑系统内的压力就会突然下降或升高,此时应立即强制机床停止运行,进行检查,以免事态扩大。
油面过低以往习惯的处理方法是将“油面过低”信号与“压力异常”报警信号归为一类,作为紧急停止信号。
一旦PMC系统接收到上述信号,机床立即进入紧急停止状态,同时让伺服系统断电。
但是,与润滑系统因油路堵塞或漏油现象而造成“压力异常”的情况不同,如果润滑泵油箱内油不够,短时间不至于影响机床的性能,无需立即使机床停止工作。
但是,出现此现象后,控制系统应及时显示相应的信息,提醒操作人员及时添加润滑油。
如果操作人员没有在规定时间内予以补充,系统就会控制机床立即进入暂停状态。
只有及时补给润滑油后,才允许操作人员运行机床,继续中断的工作。
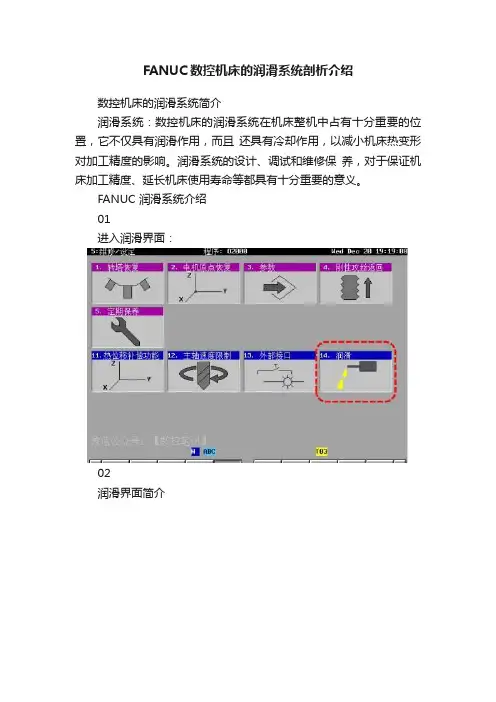
FANUC数控机床的润滑系统剖析介绍数控机床的润滑系统简介润滑系统:数控机床的润滑系统在机床整机中占有十分重要的位置,它不仅具有润滑作用,而且还具有冷却作用,以减小机床热变形对加工精度的影响。
润滑系统的设计、调试和维修保养,对于保证机床加工精度、延长机床使用寿命等都具有十分重要的意义。
FANUC 润滑系统介绍01进入润滑界面:02润滑界面简介(a) 润滑过滤器网眼被强制驱动按下软键[开]时,仅在所设定的时间内驱动泵。
润滑油的排出次数为1次,与泵的驱动时间无关。
标准设定值为15秒,可在15~240秒的范围内设定。
(b) 润滑间隔(时间)设定从泵停止到驱动为止的时间。
标准设定值为600秒,可在120~1500秒的范围内设定。
(c) 节能控制(距离)设定从泵停止到轴累计运动的距离。
标准设定值为 60米。
03润滑系统节能控制设定为“开”时,在经过(b)中所设定的时间后,当轴停止时,不会驱动泵。
当执行轴移动操作时,驱动泵并排出润滑油。
标准设定值为关。
节能控制方法一:节能控制方法二:可通过 K参数打开/关闭,K23#4=0/1 更多K参数介绍链接:FANUC PMC-K 参数查询节能控制方法三:通过节能画面进行设定04润滑界面的隐藏隐藏润滑系统界面,只需改K34#0=1即可05润滑系统保养模式进入润滑系统保养模式,只需改K13#6=1即可;在保养模式下,按下面板【X1】按键即可实现手动打油!06润滑系统停止运行润滑系统停止运行,只需改K10#4=1即可停止屏蔽所有润滑系统装置由于润滑系统对机床精度至关重要,如果停止运行系统装置,将会记录到系统报警履历内,保修期内的机床慎重修改,你懂得~07润滑油位低如何屏蔽?润滑油位下降屏蔽,只需改K34#4=1即可屏蔽报警,由于润滑系统对机床精度至关重要,严禁长时间屏蔽报警~1>如何设定为其他值?(默认值为600秒/60米)2>如何打开隐藏的特殊功能界面?。
数控机床的冷却润滑系统与性能优化策略数控机床是现代制造业中不可或缺的设备,它的高精度加工能力在各个行业都发挥着重要作用。
然而,数控机床在长时间运行中会产生大量的热量,对机床的稳定性和寿命造成威胁。
为了解决这个问题,冷却润滑系统成为了数控机床中必不可少的一部分。
冷却润滑系统的主要功能是通过冷却和润滑来降低机床的温度,保持机床在适宜的工作温度范围内。
冷却润滑系统通常由冷却器、冷却液、泵和喷嘴等组成。
冷却器通过循环流动的冷却液将机床产生的热量带走,同时通过喷嘴将冷却液喷洒到切削区域,起到润滑和冷却的作用。
冷却润滑系统的性能对数控机床的加工质量和效率有着重要影响。
首先,合理的冷却润滑系统可以降低机床的温度,减少热变形对加工精度的影响。
其次,冷却润滑系统可以减少切削工具与工件之间的摩擦,降低切削力,延长刀具的使用寿命。
此外,冷却润滑系统还可以清洗切削区域的切屑,防止切削区域堵塞,提高加工效率。
为了优化冷却润滑系统的性能,可以采取以下策略。
首先,选择合适的冷却液。
不同的加工材料和工艺对冷却液的要求不同,应根据具体情况选择适合的冷却液。
其次,合理设置冷却润滑系统的参数。
包括冷却液的流量、压力、喷嘴的位置和角度等。
通过调整这些参数,可以使冷却润滑系统更加适应不同的加工需求。
另外,定期检查和维护冷却润滑系统也是优化性能的重要措施。
及时更换老化的冷却液、清洗堵塞的喷嘴和泵等,可以保证冷却润滑系统的正常运行。
除了上述策略外,还可以通过技术手段来进一步优化冷却润滑系统的性能。
例如,可以采用智能控制系统来实时监测和调整冷却润滑系统的参数。
通过传感器和控制器的配合,可以实现对冷却润滑系统的自动控制,提高系统的稳定性和精度。
此外,还可以采用新型的冷却润滑技术,如微量润滑和气体冷却等。
这些新技术可以更加精确地控制冷却润滑的量和位置,进一步提高加工质量和效率。
综上所述,冷却润滑系统是数控机床中不可或缺的一部分。
通过合理选择冷却液、设置系统参数和定期维护等措施,可以优化冷却润滑系统的性能。
CNC机床用微量润滑系统,多年来我司技术团队一直致力于CA-MQL超低温CNC 机床用微量润滑系统及风冷干式切削等产品的研发生产与工业化应用推广,三艾MQLCNC机床用微量润滑系统有效实现准干式切削加工为企业降能降耗,提升产品品质。
CNC机床用微量润滑系统主要应用于CNC车削加工场合。
为各大企业提供完整的解决方案,利用空气高效清洁的特性帮助企业解决生产中遇到干式切削难题,达到提搞生产效率、节能降耗,保护环境,保护人身安全的目的什么是微量润滑(MQL)>>微量润滑也叫做最小量润滑,英文为Minimal Quantity Lubrication(MQL),是一种金属加工的润滑方式,即半干式切削,指将压缩气体( 空气、氮气、二氧化碳等) 与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。
切削液的用量一般仅为0.02~0.4L/h,可有效减小刀具与工件、刀具与切屑之间的摩擦,防止粘结,延长刀具寿命,提高加工表面质量。
什么是超低温微量润滑(CA-MQL)>>所谓的低温微量润滑(CA-MQL)是指采用空气涡流技术将压缩空气降温至0至-15度,再将冷气(压缩空气)与切削油液混合后喷出,一方面提高切削区换热的强度,改善换热效果,更有效的降温冷却;另一方面,换热效果的提高又可以使润滑油雾形成的润滑膜进一步保持润滑能力,从而达到降温冷却润滑的双重目的。
低温微量润滑能有效降低机加工刀具的温度,并产生润滑效果,提高刀具使用寿命,增加工件表面质量,干式切削得以真正实现,并且无油雾产生不会污染环境。
低温CA-MQL微量润滑优势>>1、0 至-15 度冷空气,有效持续降低刀具温度2、超低温冷气+ 油雾,有效润滑刀具与工件3、节约加工成本,只需极少切削油即可(0.02-0.4/ 小时耗油量)4、不会产生大量挥发油雾,解决传统微量润滑油雾对环境和人体的伤害5、解决纯气冷加工无法满足润滑的要求6、环保节能,解决企业切削液环境污染问题7、无需用电,采用空气涡流技术将压缩空气降温至零下-15度PMP型>>1、0 至-15 度冷空气2、根据使用要求MQL微量润滑及CA-MQL低温微润可随意切换3、自带主动精密给油系统,极小微量可控(0.02-0.2/每小时耗油量4、无油雾产生,保护作业环境-S单喷头-D双喷头PMPM型>>1、安装方便,使用成本低2、自带主动精密给油系统,极小微量可控(0.02-0.2/每小时耗油量4、0 至-15 度冷空气5、MQL微量润滑及CA-MQL低温微润随意切换-S单喷头-D双喷头VAC型>>1、0 至-15 度冷空气2、自吸式,无需维护3、切削油液微量可控(0.03-0.4/每小时耗油量4、可使用水性切削液或纯水,使用成本低5、MQL微量润滑及CA-MQL低温微润随意切换-S单喷头-D双喷头VACS型>>1、-15至-30 度冷空气2、自吸式,无需维护3、切削油液微量可控(0.03-0.4/每小时耗油量4、可使用水性切削液或纯水,使用成本低-S单喷头-D双喷头涡流冷风枪干式切削>>SUNAIR冷却枪集成了高性能的涡流管,压缩空气从入口1进入,压缩空气变成冷热两股气流,热空气从排气口3排出,冷气流从万向软管4排出,可通过外置调节阀2进行调节,冷气从万向管喷出直接指向需冷却的部位,立即冷却发热部件,冷却枪带一个磁性基座5,非常易于安装,而且非常轻便。
数控机床自动润滑系统毕业设计
一、毕业设计的要求和内容(包括原始数据、技术要求、工作要求)
控制要求如下:
1.该系统采用PLC进行控制。
2.正常情况下,按下启动按钮,润滑电动机M立即运行,20S后此时油压检测开关应该由断开变为闭合,之后润滑电动机立即停止运行。
3.正常情况下,当主轴电机运行时间累积达到30分钟时,管路油压要下降到使压力检测开关复位(由闭合变为断开),这时润滑电动机要立即运行20S,开始增压,此后周而复始的运行。
4.当润滑系统发生管路泄露、堵塞、润滑电动机过载时,润滑电动机都要停止运行,并发出报警,报警的形式为发光二极管以0.6秒的间隔闪烁并驱动警铃报警,直到人工按复位按钮后报警才消失。
5.当油箱中润滑油不足时,由低液位检测开关对液面高度进行检测,这时主轴和润滑电动机都要停止,同时发光二极管一直常亮。
同时启动补给油箱对当前油箱进行加油,当液面到达高液位检测开关时停止补给。
6.在此设计要求下,同学们可以增加其他的功能。
二、毕业设计图纸内容、张数及要求
1.PLC要采用学过的品牌,根据控制要求,合理选择PLC的型号,并确定I/O分配表,绘制PLC外部接线图、电气原理图。
2.绘制必要的继电器、接触器控制电路图,同时绘制系统正常工作及故障报警流程图。
3.绘制梯形图,写出相对应的指令语句表。
4.针对梯形图,要有相应的文字解释。
5.所有图形均要求采用电脑绘制,所有电器元件并要求采用国标符号。
6.列出所用电器元件清单,要求著名名称、型号。

润滑系统的选择一、润滑特点众所周知,要使运动副的磨损减小,必须在运动副表面保持适当的清洁的润滑油膜,即维持磨擦副表面之间恒量供油以形成油膜。
这通常是连续供油的最佳特性(恒流量),然而,有些小型轴承需油量仅为每小时1-2滴,一般润滑设备按此要求连续供油是非常困难的。
此外,很多事实表明,过量供油与供油不足是同样有害的。
例如:对一些轴承在过量供油时会产生附加热量、污染和浪费。
大量实验证明,周期定量供油,既可使油膜不被损坏又不会产生污染和浪费,是一种非常好的润滑方式。
因此当连续供油成为不合适时可采用经济的周期供油系统来实现。
该系统使定量的润滑油按预定的周期时间对各润滑点供油,使运动副均适合采用周期润滑系统来润滑。
二、润滑系统的组成1、润滑泵——提供定量清洁的润滑油。
分为:手动、机动、电动、气动润滑泵。
2、油量分配器——将润滑油定量或按比例分配到各个润滑点。
分为:计量件、定量注油件及递进式分配器。
3、分配系统——由管道接头、柔性软管(或刚性硬管)、分配接头等各种附件装配组成。
按要求向润滑点输送润滑油。
4、滤油器——过滤油杂质,保证向系统提供清洁的润滑油。
5、电子程控器和压力开关、液位开关——控制润滑泵按预定要求周期工作,具有对系统压力、油罐液位进行监控和报警以及对系统的工作状态进行显示等功能。
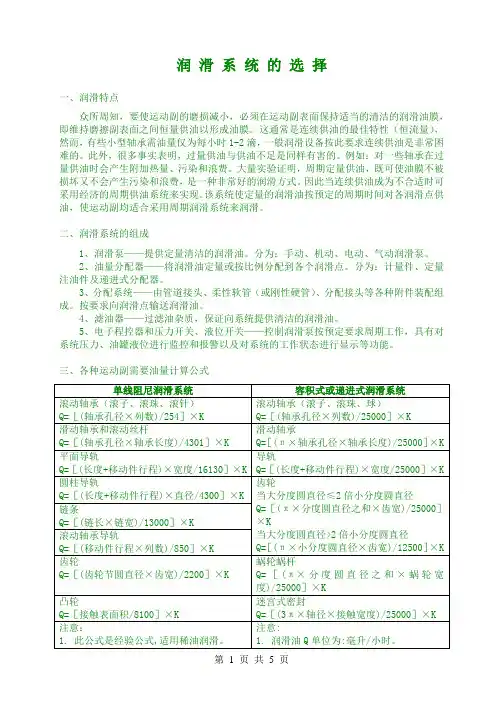
三、各种运动副需要油量计算公式四、润滑系统的分类1、单线阻尼系统(SLR系统)该系统是美国BIJUR润滑公司开发的一种低压润滑系统,工作压力为0.17-1.4MPa,用于油(粘度范围20-750mm2/s)集中润滑,是各种机械的最佳润滑系统。
其特点如下:⑴润滑油都经过润滑泵中滤油器过滤,过滤精度为40μ。
⑵润滑点供油由计量件(或控制件)控制,可按事先确定的油量比例精确供油,与润滑点距离润滑泵的远近无关,油量控制比可达1:128。
⑶分配系统可使油路在任何一处分流,以使系统中每个润滑点均得到供油。
系统可设润滑点1—50处。
数控机床润滑系统供油装置技术条件数控机床具有高精度、高速度、高效率等优点,润滑系统是数控机床中一个重要的组成部分。
润滑系统供油装置是实现机床润滑系统润滑的主要设备之一,重要的展示在于其提供了适当的润滑油品和油量以促进润滑系统的正常运行,进一步为设备的高效稳定运行扫平道路。
数控机床润滑系统供油装置技术条件主要包括以下几个方面:一、高精度供油装置数控机床具有高精度加工要求,因此数控机床润滑系统供油装置应具有高精度的特点。
此特点体现在供油装置运动平稳,油量精准调整,能够保证各个部件润滑得到均匀,提高机床加工精度和稳定性。
二、可靠的油泵供油装置内置油泵,油泵应具有可靠的性能。
油泵是供应润滑油的关键零部件,其性能的好坏对机床的精度、稳定性大影响。
油泵必须具有充足的供油能力和稳定性,以确保每个润滑系统能够得到适量的润滑油。
同时,油泵需要有防止堵塞、排放多余油脂等特性。
三、管道系统可靠润滑系统供油装置内的润滑油,需要通过可靠的管道系统进行输送。
这些管道用于油的输送,保证机床各个部位能够得到适量的润滑油,从而保证机床的高效稳定运行。
管道系统要求耐腐蚀、耐高压的性能,以保证机床长期稳定的运行。
四、适当的润滑油品供油装置需要提供适当的润滑油品以确保机床各部位得到正确的润滑。
不同的机床和不同的润滑系统,需要使用不同的润滑油品。
润滑油品应该满足压力、温度、运动速度等要求,以适应不同机床的运行需求,并能在不断运行下保证机床润滑效果的稳定性。
五、油量精准调整润滑系统供油装置需要能够精准调节油量以适应不同的运行环境。
不同的机床所需的油量不同,因此油量调节可根据不同的机床进行微调,以确保润滑系统得到恰当的润滑油供应。
综上所述,润滑系统供油装置以其高精度、可靠性、管道系统可靠、适当的润滑油品和油量精准调整等特点,成为数控机床中不可或缺的重要组成部分。
它的稳定性和可靠性直接影响到数控机床的加工精度和稳定性,进一步为设备的高效稳定运行扫平道路,是实现数控机床高精度加工和生产效率提高的关键之一。
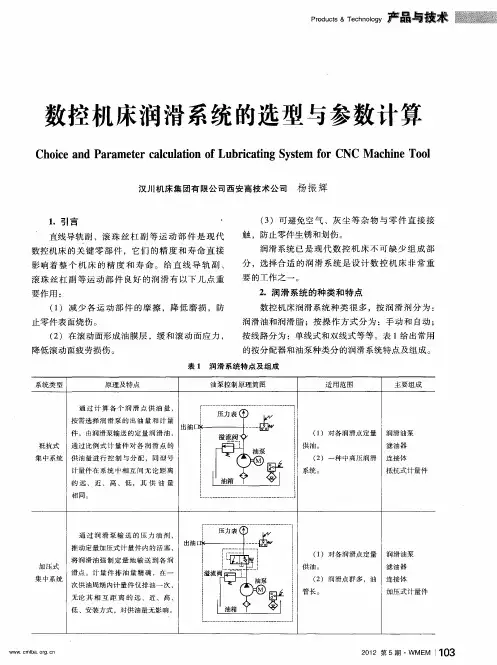
数控机床润滑系统的选型与参数计算
杨振辉
【期刊名称】《世界制造技术与装备市场》
【年(卷),期】2012(000)005
【总页数】5页(P103-107)
【作者】杨振辉
【作者单位】汉川机床集团有限公司西安高技术公司
【正文语种】中文
【相关文献】
1.人工覆冰气候室制冷系统参数计算r与设备选型分析 [J], 孙利朋;蒋正龙;卢杰;赵世华;杨柳
2.数控机床滚珠丝杠副计算机选型设计系统研究 [J], 赵万军
3.XK5001型数控机床的伺服电动机选型计算 [J], 刘兴国
4.数控机床滚珠丝杠副计算机选型设计系统研究 [J], 张展
5.高速数控机床进给系统分析及计算选型 [J], 宫博娜
因版权原因,仅展示原文概要,查看原文内容请购买。
机床主轴最佳参数的实用计算
郑志扬
【期刊名称】《制造技术与机床》
【年(卷),期】1995(000)006
【摘要】提出计算机床主轴最佳参数的一种实用方法,即利用函数曲一图求出最
佳参数的近似值作为初始值,再用平方根迭代法精确化,以达到所需的任意准确度。
还将计算结果列成四位有效数字的函数表,以备求解时查和,对于没有函数曲线或函数表的情况,给出了由平方根迭代法推导出来的近似计算公式,这些方法可和计算器完成,也可编程后用计算机完成。
【总页数】5页(P32-36)
【作者】郑志扬
【作者单位】无
【正文语种】中文
【中图分类】TG502.31
【相关文献】
1.突出危险煤层排瓦斯最佳参数和润湿最佳参数的选择 [J], 弗.,ЕИ;安志雄
2.机床主轴前支承轴承间距对机床主轴动态性能的影响 [J], 王树林
3.机床主轴最佳参数代数解法 [J], 郭崇善
4.机床主轴机械密封最佳参数的研究 [J], 翁世修;王良申
5.机床主轴部件机械密封最佳参数的研究 [J], 翁世修;王良申
因版权原因,仅展示原文概要,查看原文内容请购买。