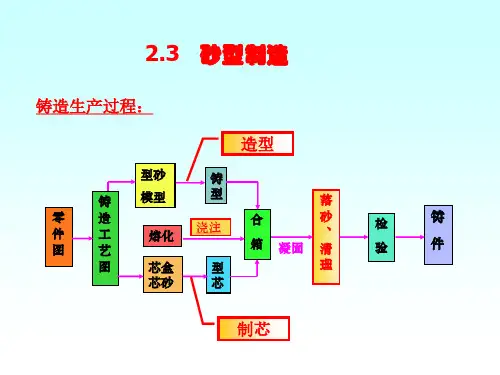
以低成本、高生产率、高效益的原则选择造型方法。 造型方法:手工造型、机器造型。 附:铸型种类的选择 铸型:砂型、金属型、壳型。
砂型分湿型、干型、表干型、自硬性。
出箱的温度一般不高于500度,以免铸件产生内应力或开裂。
清砂是清除型砂和芯砂的过程,有水力清砂和水爆清砂两种方法。
2、清理:
去除浇口、冒口、飞边、毛刺以及表面粘砂的工序。
去除表面粘砂的方法有滚筒清理、喷射清理和抛丸清理等方法。
3、检验: 其任务是确定合格的铸件,去除有缺陷的铸件。 主要包括外观检验、内部检验、化学性能和金相检验等。
4、特种铸造用金属模、塑料模和其它模样。
6
三)造芯及合箱
1、造型芯 型芯的作用一是形成铸件的内腔,二是简化模型的外形,以制
出铸件上的台和槽等。 型芯采用比型砂更好的造型材料。
造芯方法也有手工造芯和机器造芯两种。
2、合箱 铸型的装配工序简称合箱。合箱前,在铸型中放好型芯、
扣上上箱、放置浇口杯。合箱后,两箱要卡紧,防止错箱和 抬箱。
9
二、砂型铸造的造型方法 造型是砂型铸造最基本的工序,造型方法选择的是否合
理,对铸件质量和成本有着重要的影响. 一) 手工造型:填砂、紧实和起模由人工完成 优点:操作灵活,适用性强,模型成本低,生产准备时间短. 缺点:铸件质量差,生产率低,劳动强度高. 应用:单件, 型 图
14
6. 活块造型 特点:将模样上妨碍起模的部分,做成可活动的活快, 便于起模。造型和制作模样都很麻烦,生产率低。 应用范围:单件小批生产带有突起部分的铸件。 7. 刮板造型1、2 用刮板代替实体模样造型,可降低模样成本,节约木材, 缩短生产周期。但生产率低,工人技术水平要求高。 用于有等载面或回转体的大、中型铸件的单件、小批生 产、如带轮、铸管、弯头等。 8. 地坑造型 在车间地坑内造型,用地坑代替下砂箱,只要一个上砂 箱,可减少砂箱的投资,大型铸件单件生产时,降低铸型 高度,便于浇注操作。但造型费工,而且要求操作者的技 术水平较高