b
凹槽、台阶和胖肚加圆孔
h<10mm,b<20mm 不铸出.
五.铸造圆角
为减少应力集中和造型时不塌箱,以及减少金属液流动时的阻
力,铸件的连接壁处应做成圆角. 一般中小件圆角半径在4~12mm内选取,相联两壁的平均厚度 大时取上限,小时取下限. 六、铸造尺寸精度
一级精度 适用于熔模铸造和其它工艺方法铸造成的精密铸件.
零件:铸件经切削加工制成的金属件。
砂芯:为获得铸件的内孔或局部外形,用芯砂或其他材料制成的,安放在 型腔内部的铸型组元。
芯盒:制造砂芯或其他耐火材料所用的装备。
第一节 造型方法
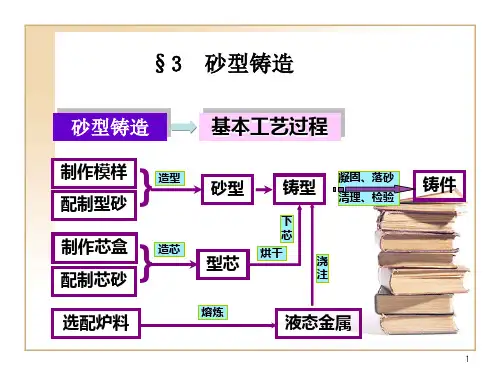
造型是砂型铸造的重要工序,大体分手工和
机器造型两大类。 手工造型主要用于单件或小批量铸件的生产, 而机器造型则主要用于大批量的铸件制造。
汽车后轮毂的分型方案
2.应尽量减少分型面的数目.
为简化操作过程,保证铸件尺寸精 度,应尽量减少 分型面数目, 减少活块的数目,特别是机器造型流水线生产, 通常只允许有一个分 型 面,而且尽量不用活块,常用砂芯代替活块.
上 下
上 中 中 下
(a) 一个分型面(机器造型)
b) 二个分型面(手工造型)
铸件的几种分型 方案
一、基本术语
铸型:用型砂、金属或其他耐火材料制成;包 括形成铸件形状的空腔、型 芯和浇冒系统的组合整体。 型腔:铸型中造型材料所包围的空腔部分。
铸件:用铸造方法制成的金属件,一般作毛坯用。
分型面:铸型组元间的接合面。分模面:模样组元间的接合面。 模样:由木材、金属或其他材料制成,用来形成铸型型腔的工艺装备。
锡青铜, 1.2—1.4%
2铸件形状及尺寸:收缩是非自由的,所以受铸件形状、 尺寸的影响.