飞剪机
- 格式:doc
- 大小:64.50 KB
- 文档页数:2
第1章飞剪机的发展1.1 国内外飞剪机的发展状况众所周知,飞剪机是中小型轧钢和连铸生产线上不可缺少的关键设备之一,也是机电气液一体化配套技术难度较高的设备。
飞剪机的合理选型、运行速度、剪切精度、自动化程度、操作维护及设备寿命等均直接影响着轧材成品的产量大小,成材率和定尺率的高低,也就是说直接影响着轧钢厂的生产效率和经济效益。
1.1.1 国外飞剪机的发展情况目前国外多采用两种比较先进的飞剪机型,一是采用离合器制动器,我们称作“连续——起停”制飞剪,另一种是电机直接起停制飞剪,两种飞剪各有其优点亦有其不足之处。
随着科学技术的不断发展,电控元器件水平的提高。
起停制飞剪将逐步代表着飞剪机的发展趋势。
连续——起停制飞剪机,整机分为传动装置和剪切装置两大部分。
传动装置部分是由直流电机带动,配置有飞轮连续高速运转;而剪切装置一般情况下是静止不转的。
两部分之间由一对快速响应的离合器制动器相连接和控制。
当需要剪切时,则制动器打开,离合器合上,传动装置通过离合器带动剪切装置运动并剪切;剪切完后离合器脱开制动器合上,将剪切装置制动停止到某一确定的待切位置上。
传动装置仍连续运转。
这种机型传动部分的转动惯量很大,剪切部分的转动惯量很小。
因此可以通过离合器制动器控制实现在小惯量下起动、制动,而在大惯量下进行剪切。
可以充分利用动力矩,提高速度,降低能耗。
起停制飞剪机,采用低惯量大扭矩直流电机,整机直接起动、剪切、制动,完成剪机的三个基本动作过程飞剪的传动部分和剪切部分做成一体,整个传动系统的转动惯量都很低,以便于实现整个传动系统频繁的起动制动。
这种飞剪一般处于静止状态,剪切时,电机直接拖动传动装置和剪切装置迅速起动剪切,而后立即制动.而且有些要求电机可反向爬行转动.将剪头准确地复位于某一待切位置因此,这种飞剪结构简单,维护保养方便,控制环节少,剪切精度较高。
连续——起停制飞剪与起停制飞剪相比较,前者适合高速频繁起动,后者结构简单,剪切精度高,并且在电控技术及元件过关的情况下,速度亦可达到或超过前者,因而更有发展前途。
摘要本文简要介绍了轧钢设备的地位、作用和飞剪机的应用发展现状,对各种类型的飞剪机的结构和用途进行了介绍和对比。
重点研究了双曲柄对称式飞剪机设计的三个关键点:机构的确定、结构设计及运动学分析。
本飞剪机设计成双曲柄对称式飞剪机,其设计特点是将刀架作成杠杆形状,将其一端固定在偏心轮的一端,另一端固定在摆杆上,使得偏心轮转动时,刀架能够作平移运动,则令固定在刀架上的刀片能够作垂直或近似的垂直于轧件的运动,从而使得剪切断面能够比较平整。
本文根据剪切过程的运动要求对飞剪机的力能参数进行计算,利用得到的力能参数进行了电动机的选择与验算,然后对一级减速器和带传动进行设计,轴和轴承的强度校核符合设计标准,工作安全可靠。
关键词:飞剪机;结构设计;力能参数;校核各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加QQ695939903,如果需要代做也请加上述QQ,代做免费讲解。
AbstractThe brief almostly introduced the degree and effect of steel rolling equipment, the flying shear's development and present status of the application. We also make a introduction and contrast about the use and structure of various plate mill flying shears.Focused on considering the three points of the three symmetrial flying shear : the determination of the institution, optimization and kinematic analysis.The flying shear is crank rocker- type, which is characterized by forming the knife rest into lever type, and fixing one end on jackshaft while the another on oscillating bar.So the knife rest can make translationmotion following the rolling of jackshaft which orders the blades fixed on the knife rest make vertical- rolling or approx vertical- rolling to get a smooth cut section.In this paper we calculate the energy parameters according to the movement requirement of the shearing process. Then we choose a motor and make a checking using the parameters.We also design the reducer and belt drive,then check the strengthen of axle and bearing. The flying shear fit the design requirements totally,safety and reliable.Keywords:flying shear, architectural design, energy parameters,check目录摘要...................................................................................................... Abstract (II)第1章绪论 01.1课题背景及研究的目的和意义 01.2国内外在该方向的研究现状及分析 0国外在该方向的研究现状及分析 0国内在该方向的研究现状及其分析 (1)1.3本课题的研究内容及其方法 (2)研究内容 (2)研究方法........................................................... 错误!未定义书签。
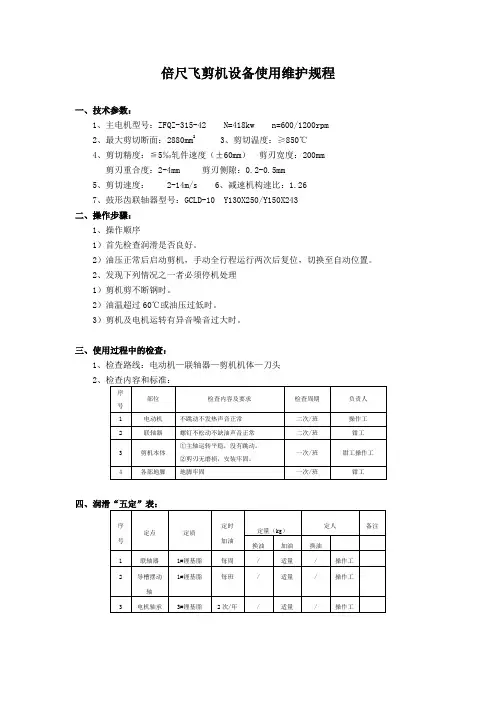
倍尺飞剪机设备使用维护规程
一、技术参数:
1、主电机型号:ZFQZ-315-42 N=418kw n=600/1200rpm
2、最大剪切断面:2880mm2
3、剪切温度:≥850℃
4、剪切精度:≦5‰轧件速度(±60mm)剪刃宽度:200mm
剪刃重合度:2-4mm 剪刃侧隙:0.2-0.5mm
5、剪切速度: 2-14m/s
6、减速机构速比:1.26
7、鼓形齿联轴器型号:GCLD-10 Y130X250/Y150X243
二、操作步骤:
1、操作顺序
1)首先检查润滑是否良好。
2)油压正常后启动剪机,手动全行程运行两次后复位,切换至自动位置。
2、发现下列情况之一者必须停机处理
1)剪机剪不断钢时。
2)油温超过60℃或油压过低时。
3)剪机及电机运转有异音噪音过大时。
三、使用过程中的检查:
1、检查路线:电动机—联轴器—剪机机体—刀头
2
七、安全注意事项:
1、剪切温度不能小于850℃。
2、设备未停稳前不得清扫。
3、设备运行期间不得靠近设备。
4、检查机体防护罩是否完好。

目录一、技术参数 (1)1. 工艺描述 (1)2. 主要技术参数 (1)二、起吊、运输、安装 (2)三、工作环境 (3)四、润滑 (3)五、运行 (4)1. 运行前检查 (4)2. 启动 (4)3. 运行 (5)六、安全 (11)七、维护保养 (11)八、故障处理 (12)一、技术参数1. 工艺描述小棒飞剪:面对剪刃侧,走钢线为从左至右。
高线飞剪:面对剪刃侧,走钢线为从右至左。
功能:在正常工作时,飞剪用于对轧件进行切头,确保轧件无端部变形、黑头或开裂,有利于轧件进入下游轧机组;在发生事故时对轧件进行碎断以缩短事故处理时间。
形式:小棒粗轧飞剪启停式曲柄飞剪小棒一中轧飞剪启停式曲柄飞剪小棒二中轧飞剪启停式回转剪小棒精轧后飞剪启停式曲柄-回转组合剪小棒碎断剪连续式回转剪高线粗轧飞剪启停式曲柄飞剪高线中轧飞剪启停式回转剪2. 主要技术参数剪切断面(mm)剪切速度(m/s)电机功率(kW)电机转速(r/min)小棒粗轧Φ102~Φ1150.38~1.0425743小棒一中轧Φ53~Φ82 1.1~3.3600745小棒二中轧Φ30~Φ44 3.42~9.0425743小棒精轧后Φ19.6~Φ78 1.35~15.4600745小棒碎断剪Φ19.6~Φ41 5.3~15.4901450高线粗轧Φ72~Φ77.30.45~1.6425743高线中轧Φ32.5~Φ34.6 2.48~8.0425743二、起吊、运输、安装在起吊、运输、安装过程中应遵循如下注意事项:1) 起吊整个机列时,应使用底座上的吊耳。
注意: 钢丝绳钢链条与底座接触部分应垫橡胶皮等物加以保护。
2) 飞剪机列运输、存放时应放在木块上或平滑干燥的基础之上,请勿直接放在水泥地面上。
3) 请勿推、拉飞剪机列,以免损伤接触底面。
4) 飞剪机列到货后如半年之内不安装,要对外露的加工面重涂防锈油,谨防锈蚀。
5) 飞剪机列安放在安装基础上之后,需用水平仪找正,其水平度不得低于0.1/1000。
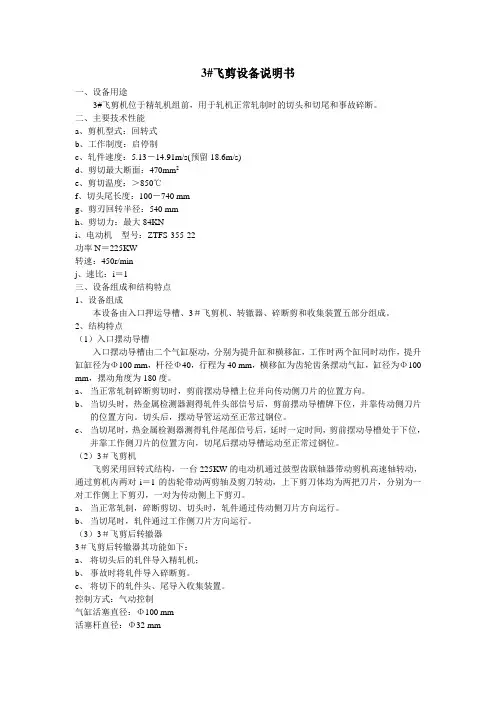
3#飞剪设备说明书一、设备用途3#飞剪机位于精轧机组前,用于轧机正常轧制时的切头和切尾和事故碎断。
二、主要技术性能a、剪机型式:回转式b、工作制度:启停制c、轧件速度:5.13-14.91m/s(预留18.6m/s)d、剪切最大断面:470mm2e、剪切温度:>850℃f、切头尾长度:100-740 mmg、剪刃回转半径:540 mmh、剪切力:最大84KNi、电动机型号:ZTFS-355-22功率N=225KW转速:450r/minj、速比:i=1三、设备组成和结构特点1、设备组成本设备由入口押运导槽、3#飞剪机、转辙器、碎断剪和收集装置五部分组成。
2、结构特点(1)入口摆动导槽入口摆动导槽由二个气缸驱动,分别为提升缸和横移缸,工作时两个缸同时动作,提升缸缸径为Φ100 mm,杆径Φ40,行程为40 mm,横移缸为齿轮齿条摆动气缸,缸径为Φ100 mm,摆动角度为180度。
a、当正常轧制碎断剪切时,剪前摆动导槽上位并向传动侧刀片的位置方向。
b、当切头时,热金属检测器测得轧件头部信号后,剪前摆动导槽牌下位,并靠传动侧刀片的位置方向。
切头后,摆动导管运动至正常过钢位。
c、当切尾时,热金属检测器测得轧件尾部信号后,延时一定时间,剪前摆动导槽处于下位,并靠工作侧刀片的位置方向,切尾后摆动导槽运动至正常过钢位。
(2)3#飞剪机飞剪采用回转式结构,一台225KW的电动机通过鼓型齿联轴器带动剪机高速轴转动,通过剪机内两对i=1的齿轮带动两剪轴及剪刀转动,上下剪刀体均为两把刀片,分别为一对工作侧上下剪刃,一对为传动侧上下剪刃。
a、当正常轧制,碎断剪切、切头时,轧件通过传动侧刀片方向运行。
b、当切尾时,轧件通过工作侧刀片方向运行。
(3)3#飞剪后转辙器3#飞剪后转辙器其功能如下:a、将切头后的轧件导入精轧机;b、事故时将轧件导入碎断剪。
c、将切下的轧件头、尾导入收集装置。
控制方式:气动控制气缸活塞直径:Φ100 mm活塞杆直径:Φ32 mm行程:180 mm(4)碎断剪碎断剪的功能:事故时碎断主要技术性能a、剪机型式:回转式(3刃)b、工作制度:连续工作制c、剪切轧件运行速度:5.13-14.91m/s(预留18.6m/s)d、剪刃回转半径:190mme、剪切温度:>800℃f、碎断长度: ̄260mmg、最大剪切力:85KNh、总传动比:I=1i、电动机型号:Z4-250-31功率N=132KW转速:1000r/min碎断后的轧件通过3#飞剪后的转辙器导入收集装置。
机械设计课程设计计算说明书设计题目:飞剪机传动装置设计院系:机械工程及自动化学院班级:130715班指导老师:张建斌2016年6月6日目录目录 ........................................................................................ 错误!未定义书签。
一、飞剪机总体方案设计: ............................................................................. - 4 -1.1 滚筒式飞剪机 ................................................................................... - 4 - 1.2 曲柄连杆式飞剪机............................................................................. - 5 -1.3曲柄摇杆式飞剪机............................................................................. - 5 -二、电动机选型:........................................................................................... - 8 -2.1类型和结构形式的选择: ................................................................... - 9 - 2.2确定电机的额定功率:....................................................................... - 9 - 2.3确定电机的转速:............................................................................. - 9 -三.传动系统的运动和动力参数....................................................................... - 9 -3.1计算传动比.................................................................................. - 10 - 3.2传动比分配..................................................................................... - 10 -3.3确定各轴运动和动力参数 ................................................................. - 10 -四、齿轮的设计与校核.................................................................................. - 12 -4.1高速级齿轮的设计与校核 .................................................................. - 12 - 4.2低速级齿轮的设计与校核 .................................................................. - 18 - 4.3开式齿轮的设计与校核...................................................................... - 24 -五.轴的设计与校核 ..................................................................................... - 28 -5.1高速轴的设计与校核......................................................................... - 28 - 5.2中间轴的设计与校核......................................................................... - 31 - 5.3低速轴的设计与校核......................................................................... - 34 -5.4输出轴1的设计与校核 ..................................................................... - 37 -5.5输出轴2的设计与校核 ..................................................................... - 40 -六、滚动轴承的选择和计算 ........................................................................... - 43 -6.1高速(输入)轴轴承的选择............................................................... - 43 - 6.2中间轴轴承的选择............................................................................ - 44 - 6.3低速轴轴承的选择............................................................................ - 46 - 6.4输出轴1轴承的选择......................................................................... - 47 -6.5输出轴2轴承的选择......................................................................... - 48 -七、键和联轴器的选择.................................................................................. - 50 -7.1键的选择 ......................................................................................... - 50 -7.2联轴器的选择: ............................................................................... - 55 -八、减速器机体各部分结构尺寸..................................................................... - 55 -九、润滑和密封形式的选择 ........................................................................... - 56 -9.1二级减速齿轮的润滑......................................................................... - 56 - 9.2滚动轴承的润滑 ............................................................................... - 56 -9.3密封形式的选择 ............................................................................... - 56 -十、其他技术说明......................................................................................... - 57 -十一、结束语............................................................................................... - 57 -十二、参考文献............................................................................................ - 58 -一、飞剪机总体方案设计:执行机构设计:经上网查阅资料,发现飞剪机的执行机构有以下几种:1.1 滚筒式飞剪机滚筒式飞剪机是一种应用比较广泛的飞剪机。
旋转式飞剪机伺服电机功率计算探讨I. 引言A. 飞剪机的介绍B. 旋转式飞剪机的结构C. 研究目的和意义II. 理论基础A. 旋转式飞剪机的工作原理B. 伺服电机的原理和分类C. 动力学理论和功率计算基础III. 功率计算方法A. 飞剪机运动学模型B. 导出旋转式飞剪机平动和旋转的动力学方程C. 伺服电机功率计算公式的推导IV. 功率计算分析A. 参数选择和计算示例B. 伺服电机功率与切割质量的关系C. 功率分析结果及讨论V. 结论与展望A. 论文总结B. 研究成果评价C. 未来研究方向及展望VI. 参考文献第一章:引言飞剪机凭借其高速、高效的切割方式和对不同材料的适用性,成为了现代制造业中不可缺少的一部分。
旋转式飞剪机相对于线性飞剪机拥有更高的切割效率和精度,更受市场欢迎。
在旋转式飞剪机中,伺服电机作为重要的控制部件,在实现高精度和高效率切割过程中起着至关重要的作用。
本文旨在探讨旋转式飞剪机中伺服电机功率计算的问题。
首先介绍飞剪机和旋转式飞剪机,然后介绍伺服电机的原理和分类,以及动力学理论和功率计算基础。
之后,将详细介绍如何推导出旋转式飞剪机的动力学方程与伺服电机功率计算的公式,并利用参数选择和计算示例分析功率和切割质量之间的关系。
最后,对研究成果进行总结评价,并展望未来研究方向和发展趋势。
第二章:理论基础2.1 飞剪机的工作原理飞剪机是一种高速切割机械,在工作中通常使用旋转式刀片进行切割。
切割速度较快,使用范围相当广泛,广泛应用于纺织、食品、木材、皮革、橡胶和塑料等工业领域。
飞剪机的工作原理是通过电机将能量传递到刀片上,使其高速旋转,然后通过调整刀盘与工件之间的间距来控制工件的切割深度。
由于飞剪机的切割速度较快,因此需要高效的控制系统才能确保切割精度和资料保留度。
这是其中需要使用伺服电机的原因之一。
2.2 伺服电机的原理和分类伺服电机是一种特殊的电机,其工作原理是将电信号(控制信号)转换为电机运动的力和速度。

飞剪电控原理
飞剪电控原理指的是飞剪机器中的电子控制系统所采用的原理。
飞剪是一种常用的金属切割机器,它使用刀具来割裁金属材料。
飞剪电控系统主要由感应器、处理器、执行器等几个主要部分组成。
感应器是飞剪电控系统中最重要的部分之一。
它通过传感器来监测切割刀和切割区域的位置和状态变化,并将这些信息传送到处理器。
处理器将感应器收集到的信息进行处理、分析,然后用控制电路来控制执行器的运动。
执行器执行处理器发送的指示,根据指示来控制刀头的上下运动,以实现金属材料的切割。
执行器一般采用电动机、液压缸等实现。
飞剪电控系统的设计必须考虑到刀具的材料、物理结构、运动速度和切割的质量等因素。
通过优化电子控制系统的设计和参数设置,可以提高飞剪的效率、降低切割误差和保证切割的精度。
飞剪安全操作规程飞剪是一种用于切割金属、塑料等材料的工业工具,具有很高的切割效率和便捷性。
然而,在使用飞剪的过程中,由于其锋利的刀片和高功率的电动机,存在一定的安全隐患。
为了确保操作人员的安全,以下是飞剪的安全操作规程。
一、前期准备1. 了解飞剪的性能和使用方法,熟悉其结构和功能,掌握操作要点。
2. 检查飞剪的外观和电源线是否有损坏,如有损坏应及时更换。
3. 确保工作区域干燥、整洁,周围没有易燃、易爆等危险物品。
4. 佩戴个人防护装备,包括防护眼镜、手套、耳罩等。
确保身体、手部和头部的安全。
二、操作注意事项1. 在操作之前,应该保持清醒和良好的精神状态,避免疲劳或受其他因素影响。
2. 确保飞剪没有连接电源后,才可以进行刀片更换或维护操作。
3. 使用飞剪时,应正确固定切割物,并确保其稳定。
不要切割过大或过硬的物体,以免导致飞剪失控或损坏。
4. 在切割过程中,要将飞剪保持稳定,避免晃动,注意保持刀片与工件垂直。
5. 不要迫使飞剪切割过厚的材料,以防止过载和机器失控。
6. 当飞剪切割完毕后,先停止电源,再等待刀片完全停止后再移动或进行其他操作。
7. 飞剪切割过程中产生的金属屑或其他杂物,要及时清理,以免造成二次伤害。
三、日常维护1. 定期清洁飞剪的刀片、机身和电动机,以保持其正常运转和延长寿命。
2. 使用适当的刀片,根据切割材料的不同,选择合适的刀片进行更换。
3. 将飞剪放置在干燥通风的地方,避免潮湿和腐蚀。
4. 避免长时间连续使用飞剪,应合理安排工作时间和休息时间,以免过热引发事故。
5. 定期检查飞剪的电源线是否有损坏,避免电击事故。
四、紧急情况处理1. 在发生意外事故时,首先要保持冷静,切勿惊慌。
2. 切断电源,阻止事故的进一步扩大。
3. 对于人员受伤情况,应及时拨打急救电话,并按照急救流程进行处理。
4. 对于机器损坏或其他安全隐患,应及时上报相关部门,进行维修或更换。
总结:飞剪的安全操作规程是确保操作人员安全和工作效率的重要参考。
一.滚筒式飞剪转毂设备简介飞剪是安装在连续作业机组及轧制线上,横向剪切轧件。
飞剪类型繁多,其中常用的有圆盘式、滚筒式、曲柄式、摆式等结构。
滚筒式飞剪机由一对相对运动装有剪刃的转鼓组成,主要用于轧件的切头、切尾、切定尺。
一般厚度<12mm,用于切头轧件厚度可达45mm。
旋转平衡性高,剪切速度快等特点,另外滚筒式飞剪可在转鼓上装配两副剪刃,分别对带钢进行切头、切尾工作。
(滚筒式切头剪)二.滚筒式飞剪设备问题和原因分析在热轧带钢连轧机组中,在精轧机之前都会设有一台切头飞剪,用以剪切粗轧后带钢的头部和尾部的低温不规则部分,使带钢更加容易的咬入精轧工序,减少胚料对精轧机轧辊的冲击,放置轧制过程中的卡刚事故,切掉尾部后也易于带钢后期的卷取与打包。
滚筒式飞剪在进行剪切工作时剪刃不是垂直剪切带钢,而是在上、下两个转鼓径向固定剪刃。
当沿着辊道移动的轧件在通过转鼓中间时上、下转鼓转动,轧件被上、下转鼓相遇的两个剪刃剪切,完成剪切工作。
因此滚筒式飞剪在进行剪切工作时剪刃承受的剪切力较大。
剪刃与转鼓是通过液压驱动锁紧缸将卡紧块锁紧的方式来将剪刃固定在转鼓上,剪刃与转鼓之间装有衬板,在长期承受较大的剪切力的情况下,一旦转鼓因金属疲劳造成的与衬板之间出现配合间隙后会导致高压除磷水的侵入,使转鼓与衬板配合面出现腐蚀情况加剧两者之间的间隙,最终导致转鼓磨损。
三.滚筒式飞剪转鼓传统修复方式主要以更换,垫铜皮或点焊点为主的点接触修复方式,这种方式在后期设备运行中难以保证正常运行,在过钢过程中衬板受到撞击后裁剪不整齐等后果。
四.复合材料技术修复滚筒式飞剪磨损高分子复合材料现场修复工艺原理是在不拆卸损坏设备或部件的前提下,采用复合材料修复技术在现场进行修复。
修复用的复合材料高分子渗透形成的分子间的作用力使其与修复部件形成优异的附着力,满足设备在运行中承受各种复合力的要求。
通过总结滚筒式飞剪所产生的问题以及传统修复工艺,复合材料公司采用先进的修复技术。
飞剪机构设计说明书学院:机械学院专业:数控技术学生姓名:孙宇宁尹亮朱胜起学号:22 17 26指导教师:***2014年 5月目录目录第一章设计特点 (1)第二章设计内容 (2)第三章设计原理 (4)第四章设计简图 (5)第五章相关计算 (6)第六章结论 (7)总结 (8)第一章设计特点飞剪机是飞剪线中负责剪切的重要设备,飞剪机分为双曲柄回转、单曲柄并回转。
我们设计的飞剪机构是单曲柄回转加摇杆机构组成。
采用四杆机构,结构紧凑,运动形式较简单.全部采用转动副,加工容易,成本也比较低。
通过调节机构尺寸,容易实现不同定尺的加工任务。
单曲柄并回转飞剪机结构:单回转式,由下向上剪切。
剪切功位分为上刀架及下刀架两部分,下刀架嵌装在上刀架内,导向面为铜板,斜契调整导向间隙。
上刀架通过4付直线导轨约束在箱形机架体内,曲拐转动一周,剪切功位完成上下剪切及往复平移运动。
上刀片为矩形,下刀片为V型。
上刀片固定,下刀片通过可调刀座安装在下刀架上,通过调整刀座位置改变剪切间隙。
刀片材质:Cr12MoV。
传动电机采用交流伺服主轴电机(55 kw,500rpm),通过锥形连接器与传动轴连接,可靠的承受频繁冲击。
第二章设计内容如上图所示,摆式飞剪由四杆机构ABCD构成。
上剪刃E装在连杆BC上,下剪刃F装在摇杆CD上。
当曲柄AB等速转动时,将厚度为Db速度为Vt的运动中的钢材剪成定尺(长度)为L的成品。
飞剪机运动要求:1 曲柄转一圈对钢材剪切一次;2 剪切时,上、下剪刃速度相对误差小于其许用值:ΔV刀=|VEt-VFt|/(VEt+VFt)<=[ ε]=0.053 剪切时,上下剪刃应与钢材运动同步。
一般希望剪刃速度略大于钢材运动速度,即拉钢系数δ>1:V刀=(VEt+VFt)/2;δ= V刀/Vt=[ δ]=1.01~1.054 能调节钢材的剪切长度L第三章设计原理我们在设计此飞剪机构用到的方法及一般原则(1)固定一个构件为机架,可得到一个全铰链机构。
目录内容摘要: (1)关键词: (1)Abstract: (1)1.飞剪机概述 (4)1.1飞剪机简介 (6)1.2剪切机构的工艺作用与分类 (6)1.3剪切机构应满足的设计要求 (7)2.剪切机构功能要求 (7)2.1剪切机构功能 (8)2.2剪切机构正常工作要求 (8)2.3剪切机构方案设计 (8)2.4剪切机构运动学分析 (11)3.剪切机构力学分析计算 (13)3.1剪切机构受力分析 (14)3.2剪切机构力的计算 (15)3.3主轴剪切力矩和电机功率计算 (18)4.剪刃垂直重叠量调整 (20)结论 (21)参考文献 (22)致谢 (23)内容摘要:本设计介绍了棒材飞剪机的功能要求及其剪切机构的性能参数。
着重设计了飞剪机的剪切机构。
设计根据加工原材要求主要设计飞剪机本体的剪切机构。
棒材飞剪机是现代轧钢生产线上的咽喉设备,它负责钢材的切头、切尾及定尺剪切。
所以对飞剪机的设计研究具有十分重大的意义。
本次设计由我们小组五个人共同完成一台飞剪机的设计。
飞剪机的种类众多,根据加工要求选择合适的飞剪机类型十分重要,我们经过收集、学习有关飞剪机的资料进行分工合作,每人选择一个机构进行设计。
我在本次设计中设计飞剪机的剪切机构,其主要功能是对轧件进行切头、去尾、事故碎断或将轧件剪切成定尺长度,功能的实现靠剪切机构为四连杆机构中曲柄摇杆式进行。
关键词:棒材、飞剪机、剪切机构、设计Abstract:This design is introduced the function of the flying shear machine bar requirements and shearing mechanism performance parameters. Emphasize design the shearing mechanism of the flying shear machine. Design according to the major requirements raw material processing design the flying shear machine body shearing mechanism.The bar flying shear machine is modern rolling line on the throat of the equipment, it is responsible for the steel cut head, cutting the end and scale shear. Therefore, the design of the flying shear is of great significance. The design consists of five people in our group together to complete the design of a flying shear. Many types of flying shear, according to the processing requirements to choose the right type of flying shear is very important, after collection, to learn about flying shear information division of labor, and each person to choose a body design. In this design of flying shear machine I design the shearing mechanism,t he main function of rolled piece is in the head, to tail, accident broken off or will be rolled piece of cutting into scale length, the realization of the function of shearing mechanism on for four bar linkage of the crank rocker type.Key words:bar, flying shearing machine, shearing mechanism, design.1.飞剪机概述本章主要目的是明确所设计的飞剪机应该达到的目标,如何优化设备结构、减轻重量并提高设备剪切精度【5】。
绪论 (2)方案设计及比较 (3)机构设计计算 (7)建立模型与仿真分析 (11)实际模型搭接 (27)分析比较与改进 (30)飞剪机是飞剪线中负责剪切的重要设备,飞剪机分为双曲柄回转、单曲柄并回转。
飞剪机的主要机构是飞剪机构。
单曲柄并回转飞剪机结构:单回转式,由下向上剪切。
剪切功位分为上刀架及下刀架两部分,下刀架嵌装在上刀架内,导向面为铜板,斜契调整导向间隙。
上刀架通过4付直线导轨约束在箱形机架体内,曲拐转动一周,剪切功位完成上下剪切及往复平移运动。
上刀片为矩形,下刀片为V型。
上刀片固定,下刀片通过可调刀座安装在下刀架上,通过调整刀座位置改变剪切间隙。
横向剪切运行中的轧件的剪切机叫做飞剪,是一种能快速切断铁板、钢管、纸卷的加工设备,是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
飞剪安装在轧制作业线上用来横向剪切轧件的头、尾或将其剪切成定尺长度,在轧件运动过程中,由剪刃相对运动而将轧件切断。
方案设计及比较一、飞剪机构总体方案设计并确定机构类型(一)飞剪工作要求1.剪刃的水平速度应该等于或稍大于轧件的运动速度;2.两个剪刃应具有最佳的剪刃间隙;3.剪切过程中,剪刃最好作平面平移运动,即剪刃垂直于轧件的表面;4.飞剪要按照一定的工作制度来工作,以保证定尺长度;5.飞剪的运动构件的加速度和质量应力求最小,以减小惯性力和动负荷。
根据设计要求,设计出以下几种飞剪机构方案方案一:如上图所示,采用连杆机构实现飞剪的运动过程,此种方案有如下优点:运动简单,操作较方便。
该方案的缺点是:整体机构较大,同时移动副较多,摩擦大。
方案二:该方案有如下优点:各杆件间的运动副比较简单,对于方案一而言,该机构把转动副和移动副分开,对于杆件加工制造较好。
方案三:该方案的优点有:机构急回特性好,传力特性强。
该方案的缺点是:结构设计较复杂,杆件较多,运动副较多。
方案四:该方案的优点是;杆件压力角相对较小一点。
1飞剪机-飞剪机剪切机构的选型
飞剪机的功能是能够横向剪切运行中的轧件,将飞剪机安装在连续轧制线上,用于剪切轧件的头、尾或将轧件切成规定的尺寸。
飞剪机的设计应满足的基本要求是:剪刃在剪切轧件时要随着轧件一起运动,即剪刃应同时完成剪切与移动两个动作,且剪刃在轧件运行方向的瞬时分速度应与轧件运行速度相等。
2轧延机械-轧延机械
1. 系统概述
织物切割机用来将持续高速进给的材料,比如织物切割成一段特定的长度。
材料随时被切割而不停止。
这很明显比每切一次就要停下来的方式具有更高的生产能力。
在此描述的应用中,每次切割之前刀架必须带着切割刀具加速到与传送带相同的速度。
这种应用的解决方案是使用电子凸轮同步剪刀与传送带的运动。
在飞剪织物切割应用中,切割材料被一条不停止的传送带送给,这条传送带由一部开环电机驱动(图1)。
剪刀被固定在由伺服控制的刀架上,刀架的运动与传送带平行。
剪刀加速追赶切割材料的进给速度,并在正确的位置上进行切割。
当切割完成,剪刀迅速减速并退回到启始位置开始下一个切割循环。
这样边可以切割出等长的材料送入下一个加工工序。
这个飞剪应用主要由三块电子-机械系统构成:
(1).送给传送带(主轴)-它由一台开环电机驱动,这台开环电机不受运动控制器的指令控制。
电机上连接有一台编码器,这台编码器将位置信息返回给控制器。
(2).送飞剪机构(辅轴)-飞剪轴由一台闭环伺服电机控制,这台电机有运动控制器控制。
这个从动轴的位置根据主动轴的位置以及预先定制的凸轮表来确定。
这台伺服电机与一根引导丝杠相连,通过丝杠驱动刀具配合传送带的速度。
(3).刀具-该应用中通过输出点触发气动的刀具在适当位置切入织物中。
在其他应用中,有可能用到旋转的刀具切入材料中。
图。