镀铜焊丝上的镀铜层易剥落原因分析
- 格式:docx
- 大小:13.87 KB
- 文档页数:2

镀铜附着力不足的原因哎呀呀,说起镀铜附着力不足这事儿呀,那原因可真是不少呢,我给你好好唠唠哈。
我之前在一个小工厂里打过零工呀,那厂里就有镀铜的活儿。
有一回呀,我们做出来的一批镀铜产品,那镀铜层老是掉,附着力差得很呢,可把大家给愁坏了,就跟热锅上的蚂蚁似的,围着那些产品直挠头。
首先呢,这镀铜前的工件表面处理没做好,那可是个大问题呀。
你想啊,工件表面要是不干净,有油污呀、灰尘呀啥的,就好比你要往墙上贴画,那墙本来就脏兮兮的,上面全是灰,你那画能贴得牢吗?肯定不行呀。
在厂里的时候,我就瞧见有个工人偷懒了,没按要求仔仔细细地把工件拿去清洗,随便冲了两下就完事了,那表面看着好像干净了,其实那些油污啥的还藏在缝隙里、角落里呢。
等镀完铜之后呀,那铜层和工件根本就贴合不好,稍微蹭一蹭,铜就开始掉了,就跟那没扎根的草,风一吹就跑了一样。
还有啊,这镀铜的工艺参数要是没设置对,也容易出问题。
比如说镀液的成分吧,那镀液里各种成分的比例可重要了呀,就跟炒菜放盐放调料得有个合适的量一样。
要是镀液里主盐的浓度不对,或者那些添加剂的量不合适了,镀出来的铜层那质量就没保障,附着力自然就差了。
我记得当时厂里有个老师傅在那调镀液的配方呢,一边调还一边念叨着:“哎呀,这量多一点少一点都不行啊,可得拿捏准喽。
”可新手工人有时候没经验呀,没按老师傅说的来,随便改了改参数,结果镀出来的铜,看着倒是挺亮堂的,可就是不结实,用手轻轻一抠,铜层就掉一块儿,那可真是让人哭笑不得呀。
再者呢,镀铜时候的电流密度也得讲究呀。
电流密度太大了,铜沉积的速度太快了,就跟盖房子,你工人干活太急了,砖头都没码整齐就往上垒,那房子能结实吗?肯定不行呀。
镀铜的时候电流密度大了,铜层就会结晶粗糙,和工件表面结合得松松垮垮的,附着力那肯定好不了。
我就看着那镀铜的机器在那工作呢,电流调得大了些,镀出来的铜层表面都是那种疙疙瘩瘩的,拿手一蹭,铜渣子直往下掉,这附着力能足才怪呢。

第1篇镀铜作为一种常见的金属表面处理技术,广泛应用于电子、机械、航空航天、汽车制造等领域。
镀铜层不仅能够提高材料的耐腐蚀性、耐磨性,还能改善材料的导电性和导热性。
然而,在实际生产过程中,常常会遇到镀铜附着力不足的问题,这直接影响着产品的使用寿命和性能。
本文将从多个方面分析镀铜附着力不足的原因,并提出相应的解决措施。
一、镀前处理不当1. 表面油污未清除油污是导致镀铜附着力不足的主要原因之一。
如果工件表面存在油污,镀层与基体之间的结合力将大大降低。
因此,在镀铜前必须彻底清除工件表面的油污。
常用的清洗方法有:碱洗、酸洗、有机溶剂清洗等。
2. 表面锈蚀未去除工件表面的锈蚀会影响镀铜层的附着力。
锈蚀会导致工件表面形成凹凸不平的粗糙面,使得镀层与基体之间的结合力降低。
因此,在镀铜前必须将工件表面的锈蚀去除干净。
常用的除锈方法有:机械除锈、化学除锈等。
3. 表面氧化膜未去除工件表面的氧化膜也会影响镀铜层的附着力。
氧化膜的形成使得工件表面变得粗糙,降低了镀层与基体之间的结合力。
因此,在镀铜前必须将工件表面的氧化膜去除干净。
常用的去氧化膜方法有:酸洗、碱洗、有机溶剂清洗等。
二、镀液因素1. 镀液成分不纯镀液成分不纯会导致镀层与基体之间的结合力降低。
例如,镀液中存在较多的杂质,会降低镀层的致密度,从而影响附着力。
因此,在镀铜过程中应严格控制镀液成分,确保其纯净度。
2. 镀液温度、pH值不稳定镀液温度和pH值对镀铜层的附着力有较大影响。
温度过高或过低、pH值过高或过低都会导致镀层与基体之间的结合力降低。
因此,在镀铜过程中应严格控制镀液温度和pH值,使其保持稳定。
3. 镀液搅拌不充分镀液搅拌不充分会导致镀液成分分布不均,使得镀层与基体之间的结合力降低。
因此,在镀铜过程中应确保镀液充分搅拌,以保证镀层均匀。
三、镀层因素1. 镀层厚度不均匀镀层厚度不均匀会导致镀层与基体之间的结合力降低。
过厚的镀层会导致镀层内部应力过大,从而降低附着力。

电镀层脱落原因及改善措施蒸发电镀tpu
电镀是利用电解的原理将导电体铺上一层金属的方法。
电镀的应用在生活中很广泛,小到工业的零配件,大到像汽车之类的,都有运用到这个工艺。
完美的电镀的镀层是很漂亮完整的,如果发现电镀的镀层脱落而且不均匀,那么该怎么办呢?我的思路是:找出原因——检查具体原因——找出解决办法。
电解酸度太大或者温度太高。
用仪器检测电解的酸度和温度,确定是否由于酸度太大或者温度太高造成镀层的脱落。
电流太强。
查看电流的参数,对比我们正常所用的数据,来确定电流是否过强而导致镀层不均匀。
制品准备工作不足。
通过对制品工作的流程检查出是否由于制品工作的不足,导致的镀层脱落或不均匀现象。
电解液中有铅盐。
通过检测电解中是否含有铅盐来确定原因是否就是电解液的问题。
相对应的解决办法:
用碱中和电解液并降温。
通过用碱来中和电解液,使得电解液中的酸度减小;或降低温度来调节,以此减少镀层脱落的发生。
调节电流密度。
把电流的密度调低,来查看镀层的情况,看是否比大
电流的效果更好,以此来使镀层更加完好。
改善制品的准备工作。
仔细的做好制品的准备工作,把有可能影响制品的原因都杜绝,让每个制品都是在最佳的状态下镀层,排除外在因素。
二次镀铜干膜脱落原因在电子制造过程中,二次镀铜干膜是一种常见的工艺材料。
然而,有时候我们会遇到一个问题,那就是干膜脱落。
这种情况不仅会影响产品的美观,更严重的是,它可能导致电路的短路或断路,影响产品的性能和安全性。
本文将深入探讨二次镀铜干膜脱落的原因,并给出相应的解决方案。
一、干膜脱落的原因分析1. 基材处理不当基材是干膜的附着基础,如果基材处理不当,就会导致干膜无法牢固附着。
常见的基材处理问题包括:基材表面有杂质、油污、水渍等,或者基材表面的粗糙度不够,无法提供良好的附着基础。
2. 干膜质量问题干膜的质量也是影响其附着力的关键因素。
如果干膜的涂层不均匀或者涂层太薄,就容易造成附着力下降,导致干膜脱落。
此外,干膜的保存环境不当也会影响其质量,例如在潮湿环境下保存的干膜容易受潮,导致涂层剥离。
3. 操作工艺问题操作工艺也是导致干膜脱落的一个重要原因。
例如,在热压时温度过高或者压力过大,会导致干膜的涂层被破坏;在曝光时,如果光源能量不足或者曝光时间过短,也会导致干膜无法牢固附着。
二、防止干膜脱落的措施1. 严格控制基材质量在生产前应对基材进行严格的质量检查,确保其表面干净、无杂质、无油污、无水渍等。
对于粗糙度不够的基材,可以进行打磨或者粗化处理,以提高其表面附着力。
2. 选择优质的干膜材料应选择质量稳定、涂层均匀、厚度适中的干膜材料。
同时,还要注意干膜的保存环境,避免其在潮湿环境下保存。
3. 优化操作工艺在热压过程中,要控制好温度和压力,避免涂层被破坏。
在曝光过程中,要保证光源能量充足、曝光时间适中,以确保干膜的附着力。
此外,还可以通过增加预热时间、调整干燥温度等方式来提高干膜的附着力。
4. 加强生产过程的监控和管理生产过程中的各个环节都有可能影响干膜的附着力,因此应加强监控和管理。
例如,可以采用抽样检查的方式对生产过程中的基材和干膜质量进行定期检查,以确保产品质量。
同时,还要对操作人员进行定期培训和考核,提高其操作技能和责任心。
焊丝表面处理简析焊丝的生产主要就是做表面处理。
Co2气保焊丝表面质量直接影响到焊丝镀层的质量。
这就直接关系到焊丝产品的质量。
焊丝半成品表面如果有杂质,污物,不光洁,镀铜层与钢基体结合力就降低了。
在经过抛光过程中,铜层容易脱落。
产生质量问题。
我结合实际工作经验简单的分析一下焊丝表面的处理.现在大多数的焊丝镀铜都采用酸洗置换镀铜。
选择的镀前处理的方式为先碱洗再酸洗。
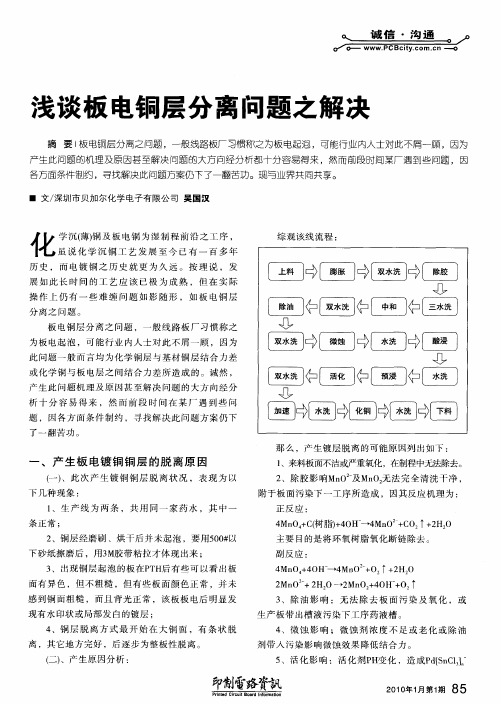
工艺流程如下:放线机——碱洗(分为2段)——水洗——中和——酸洗——水洗——活化——镀铜——水洗——中和——热水洗——烘干——抛光——收线.。
焊丝经过拉拔压缩后,表面残留的拉丝粉附着力很强,不易清洗。
那么我们在选择拉丝粉及其使用上要有针对性。
焊丝拉拔一般经过粗拉,中拉。
(当然也还有些利用水箱拉拔,请大家注意以下这个不适合水箱拉拔)为确保后段工序焊丝的表面质量。
中拉采用钠基系的拉丝粉为最佳。
根据不同的情况,甚至粗拉后几道模具也可采用钠基系的拉丝粉。
钠基系拉丝粉耐高温且溶于水,好清洗。
能提高焊丝表面的清洗质量。
除了辅材上面的选择外,工艺的选择也是很关键的。
山东,河北地区有很多起步较小的焊丝加工厂,都没有碱洗这道工序,有这个工序的也不完善。
这个就大大的降低了焊丝的表面质量。
由于拉丝粉主要成分是石灰、水、动物油、石蜡、肥皂、硬脂酸、滑石粉和碱.。
在拉丝润滑剂中,油脂的比例比较大。
所以在co2气保焊丝的生产中,碱洗尤为重要。
氢氧化钠是碱液除油比较常用的(针对皂化性油脂)。
而且大都采用电化学结合的形式清洗。
主要是电极发生电极效应,生成氢气和氧气,并以大量小气泡的形式逸出。
而小气泡很容易的滞留在油珠上。
当气泡逐渐变大,就带着小油珠上升到溶液表面。
从而达到除油目的。
综上所述,焊丝表面清洗效果主要有拉丝粉的选择;清洗工艺的选择,最后就是精细化的管理。
当然这个是针对性的,如果粗拉前的氧化皮及铁锈没有处理好,后道工序在怎么完善,焊丝质量也是不理想的。
镀层脱落问题实验室制取样品,待镀件为2.5cm*2cm面积铜片,镀层在取出,淋洗,用电吹风吹干的时候,出现了镀层爆裂脱落的问题,不知道怎么解决?这是镀层的结合力不佳的表现,问题是前处理活化不到位所造成的除油后:硫酸活化30秒+水洗+引镀60秒(直流电3v,20秒或镀锌件引镀)另外注意:1、基体是何材料。
什么铜,不同的铜要不同处理。
2、你的镀液是什么镀液?高磷应是没有问题的,压应力大。
如是中低磷则要注意。
你的镀液是自配还是商品镀液。
如是自己配则要有去应力药剂。
商品镀液则没有问题的(为了镀液稳定性还是采用商品镀液好再说自配的价格也相差无几3。
倒角抛光4、弱碱除油5、10--15%硫酸去锈活化6、温度和镀速在相应的范围内。
以上情况要做好否则结合力不好和镀层应力太大。
铜上化学镀就是没有问题的。
玻璃镀铜的有关资料玻璃上化学镀镍的主要难点在于前处理,一般前处理采用的方法为:刻蚀、敏化、活化、化学镀铜。
刻蚀工艺:氢氟酸200g/L、硝酸600g/L;敏化活化可用胶体钯工艺或使用银浆法工艺玻璃上镀铜,还要求镀锯齿状即在玻璃上铜分布不规则,我想用胶带把不需要镀的地方粘住,粗化不影响吗?胶带应使用耐酸碱耐高温胶带,完全可以达到目的。
我的联络方法:常州市旭光电镀化学品有限公司。
耐酸碱耐高温胶带那里有买的80元/圈联系电话:请教您几个问题:1.在实际生产中,只以酒石酸钠作络和剂,且R=3,PH=9,镀液是否稳定;如果不稳定,一般能保持多长时间;原理上不稳定时发生歧化反应,析出的是氧化亚铜,氧化亚铜应该是砖红色,可我在实际操作中析出物却为红褐色,好似纯铜的颜色,请问是铜吗?是什么原因造成的呢;实际生产和实验室的实验有太大的区别吗?2.在反应过程中,歧化反应有什么比较好的方法能控制呢?铜液的浓度、R值对歧化反应有影响吗?3.胶布贴上后立即撕去(敏化前),残余的胶对镀铜会有影响吗?4.如果玻璃活化后不清洗立即浸入铜液,钯核或锡离子有可能进入镀液,引起铜液的不稳定吗?5.锡液(敏化液)可以重复使用吗?它的稳定性怎样才能维护呢?玻璃敏化活化的不均匀有什么比较好的解决方法呢?电磁搅拌器搅拌会不会使离子移动过快从而导致不能附着在玻璃上?6.玻璃镀铜达到某一厚度时,会自然脱落,造成这一现象的原因有可能是什么呢?化學鍍之不解針孔問題您好:請問 1. 过期之化学镀液会不会造成针孔的产生??? 2. 未退磁之不锈钢做化学镀会不会产生针孔??? 3. 镍冲击(硬镀镍)的氯化镍和盐酸的比例为何??? 电流最好为?A/Dm2..4. 镀前使用盐酸活化14.1"大的不锈钢基板浓度及时间最好为何???盐酸浓度如何量测??? 5. 镀150UM厚之镍磷合金, 为何有很多针孔产生, 如何改善之???化学镀镍溶液一般不存在保质期问题,所以不存在过期问题,但是化学镀液的使用寿命有一定的期限,根据不同的配方,其使用寿命一般为6-10个周期或者是可以连续沉积40-60克镍磷镀层,镀液就要报废,在镀液已接近报废或已经报废的镀液中做出的化学镀镍层容易产生针孔。
镀铜焊丝上的镀铜层易剥落原因分析
在生产和使用中,焊丝镀铜层极易剥落,焊接时剥落的铜层最终积累于焊枪的铜质导电嘴上,在焊接高温下铜粉在导电嘴上烧结,使导电嘴的有效孔径变小,从而导致焊丝送丝不畅。
镀铜层剥落与镀铜方法有密切关系,以下针对目前两种镀铜方法进行讨论。
①电化学镀铜
铜的电极电位比铁的电极电位高得多,不能在铁上直接镀铜。
在电镀行业中镀铜时产生置换铜层是一大忌,必须采用预镀铜再进行主镀铜的工艺路线,以保证铜铁间的结合力。
预镀铜时,预镀液中含有较强络合力的铜离子,使其电极电位接近铁的电极电位而不易产生置换铜层,从而保证有一薄层结晶致密、结合良好的铜层,然后再用以CuSO4。
为主盐的酸性镀铜液进行主镀,以加厚铜层。
主镀后经抛光和定径,便可收线上盘。
具有较强络合力的铜离子是铜的氰化物离子,使用氰化物镀铜能得到最好的预镀铜层。
但氰化物有剧毒,对人畜均有害,加重管理和环保方面的费用,故一般尽可能避免使用。
在焊丝制造上还常用焦磷酸钾或乙二胺进行预镀铜,但成本高,不易维护。
现在有些企业在硫酸铜溶液中加入一些硫脉类化合物进行预镀铜。
这实际上是置换镀铜,尽管降低了成本,却丢掉了预镀-主镀铜结合力好的优点,存在置换镀铜结合力不良的缺点,极易造成铜层剥落,从质量上讲得不偿失。
②置换镀铜
主要用于进口镀铜CO2,焊丝生产线。
其特点是生产速度高,最高走丝速度可达12m/s,一般也在6m/s,比一般电镀生产线0.6m/s的走丝速度提高1O倍以上,而且设备占地面积小,对提高生产率十分有利。
正是这种高速度,要得到所需厚度的铜层用普通电化学镀铜法是达不到的,只能求助于浸镀铜法,即置换镀铜。
由于Cu及Fe的电极电位相差很大,将Fe置于含C2﹢的溶液中,Cu2﹢立即置换Fe2﹢,使Fe2﹢进入溶液,而Cu2﹢则在Fe的表面沉积。
Cu2﹢置换铁的速度极快,这种置换镀铜有较高的初始沉积速度,但镀层疏松,结合力极差。
利用Cu2﹢置换Fe2﹢的高速度,将焊丝在CuSO4。
溶液中快速通过,并保证有一定时间(即浸在CuSO4。
溶液中的焊丝长度,有的为8m),但可获得足够的置换铜层。
这种疏松的铜层最后再经过抛光,便均匀地附着在焊丝表面,看上去很光亮,但结合力极差,甚至在焊丝重新盘绕时便大量剥落。