边缘呈现波浪形状怎么处理
- 格式:doc
- 大小:136.75 KB
- 文档页数:7

冷轧带钢浪形缺陷的成因和解决措施
冷轧带钢浪形缺陷是指在冷轧过程中,带钢表面出现波浪状的凹凸不平的缺陷。
这种缺陷通常是由于带钢在辊道间的摩擦力过大造成的。
冷轧带钢浪形缺陷的解决措施包括:
1.调整辊系参数,减少辊道间的摩擦力。
2.改善辊系的润滑方式,使用较低粘度的润滑油或液压油。
3.更换辊系中的老化辊,以提高辊道间的摩擦系数。
4.改善冷轧工艺,使用更高的辊速或更大的压力。
5.在冷轧过程中加入润滑剂,减少辊道间的摩擦力。
6.在带钢表面喷涂防滑剂,提高带钢的抗摩擦性。
3D打印中打印件侧面出现波浪纹的解决办法3D打印件的侧面由数百层独立的层构成。
如果一切工作正常,这些层应当是表现为单纯光滑的表面。
然后,只要这些层里头的哪怕一层出差错,通常就会在打印件的外立面清晰的看到。
这些出错的层在打印件的侧表面形成线或纹理。
很多时候这种瑕疵周期出现,意思是这些线看起来是一种重复的样式(例如每15层一条)。
下面的部分将看看这类问题通常的成因。
挤出不一致:最常导致这个问题的原因是耗材的质量不好。
如果耗材的外径公差不紧,那么你会看到打印件侧面上的变化。
例如,哪怕你的整捆耗材直径仅仅有5%的外径变化,从喷嘴里头挤出来的塑料的宽度就有可能达到0.05mm的变化。
这种额外的挤出会产生比其他层都更宽的层,并最终看起来像是打印件侧面的线纹。
想要产生完美光滑的侧表面,你的打印机需要有非常好的挤出一致性,这要求高质量的耗材。
其他可能的引起挤出不一致的因素,请阅读本文的“挤出不一致”部分。
温度变化:大部分的3D打印机都是使用PID控制器来调节挤出机的温度。
如果PID控制器调整不当,挤出机温度将持续的起伏变化。
由于PID控制器工作的固有特性,这种波动会呈现周期性,意味着温度将会以正弦波的形式变化。
当温度变高,塑料的流动性会比低温的时候不同。
这将导致层间挤出的差异,在打印件侧面产生可见的纹理。
恰当的整定应当能将挤出温度稳定在+/-2度范围内。
打印过程中,你可以使用Cura的机器控制面板来监视挤出机的温度。
当变化大于2度的时候,你可能需要重新调校你的PID控制器。
请咨询你的打印机制造商获取调整的说明。
机械问题:如果你感觉挤出一致性和温度变化方面没有什么问题,那么打印件侧面的线和纹理的成因还有可能是机械方面的原因。
例如打印床在打印时晃动或振动,这会导致喷嘴的位置变化。
于是有些层会比其他的层稍微厚一点。
这些厚点的层就会在打印件侧面形成纹理。
另一个常见的原因是Z轴丝杆没有定位好。
比如,齿隙问题或步进电机控制器设置问题等。

圆领领口变波浪恢复方法
1、检查衣服表面:首先要检查衣服的表面,看看衣服是否有褶皱,如果衣服表面有褶皱,要把褶皱放松掉。
2、修整领口:然后用剪刀缝补几下领口的边缘,再用烫料改善一下衣服领口的尺寸,让衣服领口变回原来的圆形。
3、拉平折痕:接下来,用湿抹布沾水拉平衣服面料上那些折痕,然后再用熨斗熨烫一下,让折痕看起来更加舒适。
4、重新制作领口:之后,用细针缝制新的波浪领口,把领口重新制作成波浪形状,在做的时候,一定要把线条拉平,缝线亦要做到牢固。
5、熨烫:最后,最重要的一步,用熨斗把衣服的熨烫,让衣服的领口看起来自然,并且衣服表面光滑如初,波浪领口也变得整齐美观了。
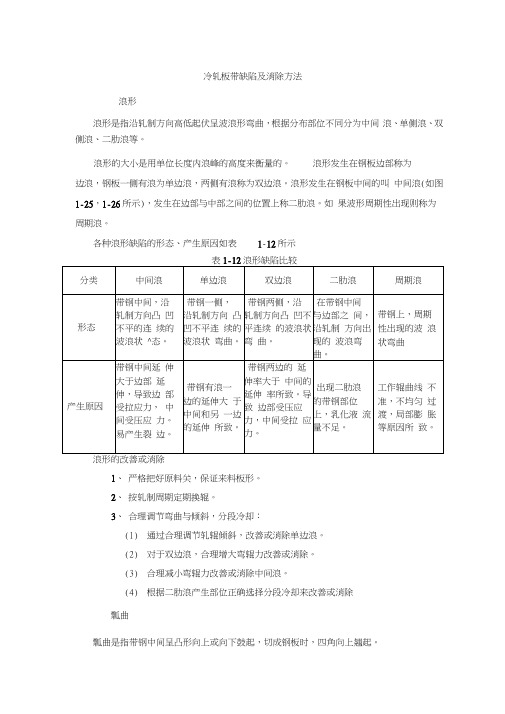
冷轧板带缺陷及消除方法浪形浪形是指沿轧制方向高低起伏呈波浪形弯曲,根据分布部位不同分为中间浪、单侧浪、双侧浪、二肋浪等。
浪形的大小是用单位长度内浪峰的高度来衡量的。
浪形发生在钢板边部称为边浪,钢板一侧有浪为单边浪,两侧有浪称为双边浪。
浪形发生在钢板中间的叫中间浪(如图1-25,1-26所示),发生在边部与中部之间的位置上称二肋浪。
如果波形周期性出现则称为周期浪。
各种浪形缺陷的形态、产生原因如表1-12所示表1-12浪形缺陷比较1、严格把好原料关,保证来料板形。
2、按轧制周期定期换辊。
3、合理调节弯曲与倾斜,分段冷却:(1)通过合理调节轧辊倾斜,改善或消除单边浪。
(2)对于双边浪,合理增大弯辊力改善或消除。
(3)合理减小弯辊力改善或消除中间浪。
(4)根据二肋浪产生部位正确选择分段冷却来改善或消除瓢曲瓢曲是指带钢中间呈凸形向上或向下鼓起,切成钢板时,四角向上翘起。
(一)产生原因:1、工作辊凸度太大,或在轧制时轧辊中间温度太高,使带钢中间延伸大于两边。
2、由于某种原因压下量变小,产生中心延伸大于两边。
3、原料瓢曲大,轧后不易消除。
4、板形调节不当。
(二)改善或消除措施:1、合理分配辊型,正确分配压下量。
2、精心操作,勤观察板形。
3、原料横向厚度公差应尽量小。
三辊印辊印是一种常见的缺陷,各工序都能产生。
一般由辊面凸凹缺陷引起,缺陷的部位确定并有周期性。
酸洗辊辊印主要是金属碎块粘在张力辊表面上,又压在带钢表面上产生,压印有规律性。
轧制辊印种类比较多,但其特点是周期出现,印坑形状大小相同。
周期长度L Y 与工作辊径D 有关,即:L Y = u 冗D在成品道次时u= l,其它道次可根据延伸情况计算出来。
按缺陷特点辊印可分为4 种形式:第一种是粘辊辊印。
它是由于轧辊表面粘有金属,从而在轧制时,在带钢表面形成压印。
其形状与粘有金属形式一致,多呈点状、条状或块状。
当原料有破边、折叠等缺陷进入轧机,或者穿带、甩尾时,辊缝不大,带钢与轧辊接触并相对滑动,造成金属粘于轧辊表面上,称做粘辊,如不磨除干净,就在轧制时造成辊印。
裙边贝的处理方法
裙边贝(又叫皱贝)是一种贝类,它的贝壳边缘有许多波浪状的皱褶,十分美丽。
处理裙边贝时需要先将贝壳清洗干净,然后根据个人需求可以选择以下几种方法进行处理:
1. 保留完整贝壳:将裙边贝用刷子或清水轻轻清洗,去除杂质和沙粒。
然后用湿布擦拭贝壳的表面,让其恢复光亮。
最后可以将裙边贝放在贝壳架或盘子中展示,作为装饰品或摆设。
2. 打磨贝壳边缘:使用细砂纸或砂轮等工具轻轻磨光裙边贝的边缘,使其更加光滑。
这样处理后的裙边贝可以用来做手链、项链或其他饰品。
3. 制作珠宝:将裙边贝壳中的贝壳部分取出,清洗干净。
然后可以将贝壳打磨成适合做珠宝的形状,例如圆形、梯形、心形等。
最后可以用这些贝壳制作成耳环、吊坠或手链等珠宝。
无论选择哪种处理方法,都需要小心操作以保护裙边贝的原貌和质地。
同时,在使用过程中也需要注意保养,避免长时间接触水和化学物质,以防贝壳受损或变色。
AI波浪描边形状AI波浪描边形状是一种图形处理技术,利用人工智能(AI)算法对图像进行波浪描边的效果处理。
这种处理方法可以给图像添加一种动态和有趣的外观,使其更加吸引人。
1. 背景介绍随着人工智能技术的快速发展,图像处理领域也得到了极大的推动。
AI波浪描边形状作为一种新颖的图像处理技术,受到了广泛关注。
它可以为图像增添一种独特的艺术效果,使得图像更加生动和有趣。
2. 原理与方法AI波浪描边形状的实现主要基于以下几个步骤:2.1 图像分割首先,对输入的图像进行分割,将图像中的前景和背景分开。
常用的图像分割方法包括阈值分割、边缘检测和基于聚类的分割等。
2.2 波浪形状生成接下来,使用AI算法生成波浪形状。
常用的方法是利用深度学习模型对输入图像进行分析,然后根据分析结果生成波浪形状。
生成的波浪形状可以根据需求进行调整,包括波浪的频率、振幅和方向等。
2.3 波浪描边将生成的波浪形状与原始图像进行叠加,实现波浪描边效果。
可以通过调整波浪形状的透明度和混合模式,使得描边效果更加突出。
2.4 结果优化最后,对生成的图像进行优化处理,包括去除噪声、平滑边缘和调整颜色等。
这些优化步骤可以进一步提升图像的质量和效果。
3. 应用场景AI波浪描边形状可以应用于多个领域,为图像增添艺术效果和视觉吸引力。
以下是一些常见的应用场景:3.1 广告设计在广告设计中,波浪描边形状可以为产品或品牌添加一种独特的视觉效果,吸引消费者的注意力。
通过对波浪形状的调整,可以营造出不同的氛围和风格,使广告更具创意和吸引力。
3.2 网页设计在网页设计中,波浪描边形状可以用于装饰页面的边框、背景或导航栏等元素。
通过使用不同的波浪形状和颜色,可以创造出独特的页面设计,提升用户体验和视觉效果。
3.3 图片编辑在图片编辑领域,波浪描边形状可以应用于照片的修饰和装饰。
通过添加波浪描边效果,可以使照片更加有趣和生动,增强照片的艺术性和表现力。
3.4 艺术创作在艺术创作中,波浪描边形状可以用于绘画、插图和艺术作品的创作。
2010-12-11
反向跑ing 13:45:30
图上我有三点疑虑,想跟您说一下吴思熊 13:45:41
说吧
反向跑ing 13:47:21
稍等
反向跑ing 13:59:03
反向跑ing 13:59:35
变黄色的面是倒梢
反向跑ing 14:00:42
有出模时会产生拉伤吧?
反向跑ing 14:02:59
反向跑ing 14:03:17
吴思熊 14:03:26
这里你小点没有问题的反向跑ing 14:04:29 您那怎么称呼它
吴思熊 14:05:52
定位圈
反向跑ing 14:07:59
像这种能叫它注料口吧,
吴思熊 14:08:39
是啊
反向跑ing 14:08:38
它是统一的吧
吴思熊 14:08:50
是的
吴思熊 14:09:14
什么型号都有
反向跑ing 14:09:16
在韩国也可以通用
反向跑ing 14:10:52
是标号吗
吴思熊 14:11:13
有模具配件买的地方都有的买
吴思熊 14:11:22
是的
吴思熊 14:12:00
在标准模具配件调出来的
反向跑ing 14:14:01
我经理关心的是:定位圈注料口是否在韩国也通用,这方面您了解吗反向跑ing 14:15:17
传来的模具图和实际模具一样吧
吴思熊 14:15:44
是的
反向跑ing 14:15:58
包括注料口
吴思熊 14:16:07
是的
反向跑ing 14:16:07
反向跑ing 14:16:12
好的
反向跑ing 14:16:22
再有就是
吴思熊 14:16:33
说吧
反向跑ing 14:16:59
那一小点
反向跑ing 14:17:10
的倒梢
反向跑ing 14:17:23
是双面的
反向跑ing 14:18:12
我想拉伤是在所难免的吧
吴思熊 14:18:41
产品本来就有很多位置没有啦脱模斜度反向跑ing 14:19:21
拉伤你怎没叫
反向跑ing 14:20:05
拉伤怎么叫
吴思熊 14:20:27
只要不影响产品的外观和装配就可以的吴思熊 14:20:51
拉伤我们也叫拉伤,
反向跑ing 14:21:10
好
吴思熊 14:22:03
我们会尽力达到客户的要求
反向跑ing 14:23:07
外观和内部都是可以改动的
反向跑ing 14:23:52
模具怎么做才最好,您们是专业
反向跑ing 14:24:34
该放梢的地方都可以加梢
吴思熊 14:24:46
是的
吴思熊 14:26:23
我先忙了,再见
反向跑ing 14:26:42
但前提是您必须要把改动的地方通知我们反向跑ing 14:27:00
等一下
吴思熊 14:27:03
吴思熊 14:27:20
还有什么事吗?
反向跑ing 14:27:23 还有最后一件事
反向跑ing 14:28:07
吴思熊 14:28:11
说吧
反向跑ing 14:28:46 进料口两个
反向跑ing 14:29:11 没看到跑气槽
反向跑ing 14:29:42 不会产生窝气吗
反向跑ing 14:29:57 不好意,我打字慢
吴思熊 14:30:06
不会的
反向跑ing 14:31:15
这幅模也不会吗
吴思熊 14:32:14
不会
反向跑ing 14:33:03
可一简单的说一下为什么吗
反向跑ing 14:36:10
我需要给上面一个解释
吴思熊 14:37:30
这个叫潜水,进水的镶件和顶针都有空虚放排气
反向跑ing 14:40:09
您的意思是从“进水的镶件和顶针的地方”都可能跑料吴思熊 14:42:51
ABS+PC料是千分之五的宿水量,0.05MM决对不会跑料的反向跑ing 14:45:20
就是说可以保证配合在0.05MM之内,不会“渍料”
吴思熊 14:45:57
是的
反向跑ing 14:47:36
不会出现,料打不满和边缘呈现波浪形状吧
吴思熊 14:48:03
不会,
反向跑ing 14:48:30
如果边缘呈现波浪形状您将怎么处理
吴思熊 14:48:46
大水口进水就会有这样的相象
吴思熊 14:49:22
开排气,
反向跑ing 14:49:47
好,打扰了
反向跑ing 14:50:03
有问题会再请教的
我把和您的交谈汇报后,得到了指示,外观是务必要不出现拉伤,内部结构在不影响安装的前提下,根据模具需要改动。
(哪里是绝对要保持设计原样的,我们会在您列出改动方案后,尽快给您回复)
反向跑ing 11:38:06
请问模具的开模(parting)是您定义的吗?是不是可以改一下,在这副模具里的parting line是完全可以延外圆角的根部成立的
反向跑ing 11:38:16
吴思熊11:47:33
分型到圆角的根部,上模的最高点还剩3MM,很容易断裂
吴思熊11:50:21
我们做模具要考虑模具的寿命,
吴思熊11:57:00
上模的最高点还剩2MM,很容易断裂,我们要考虑模具生产的寿命。
吴思熊11:57:30
分型到圆角的根部,上模的最高点还剩2MM,很容易断裂,我们要考虑模具生产的寿命。