激光加工工艺参数对照表
- 格式:doc
- 大小:1.02 MB
- 文档页数:18


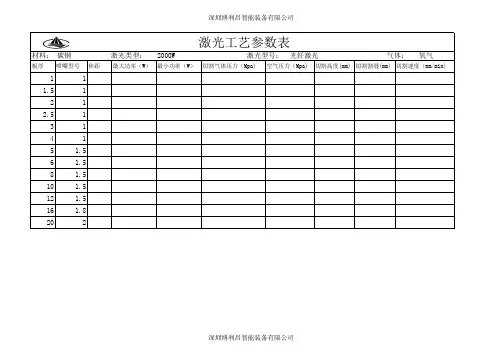
板厚喷嘴型号焦距
最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min)1
11.5
12
12.5
13
14
15
1.56
1.58
1.510
1.512
1.516
1.8202
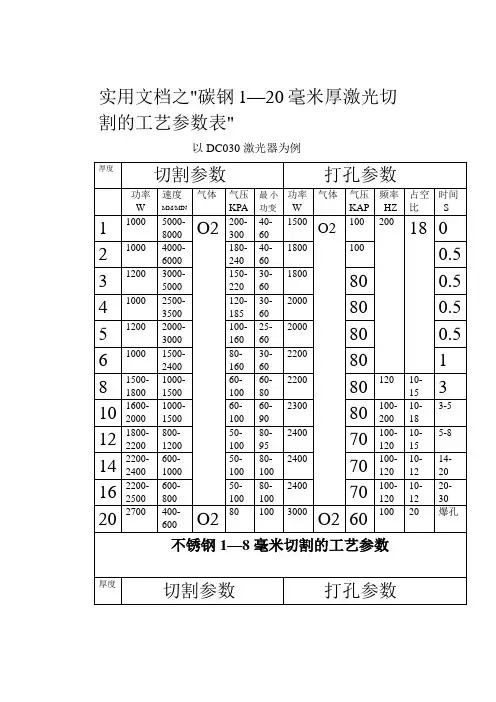
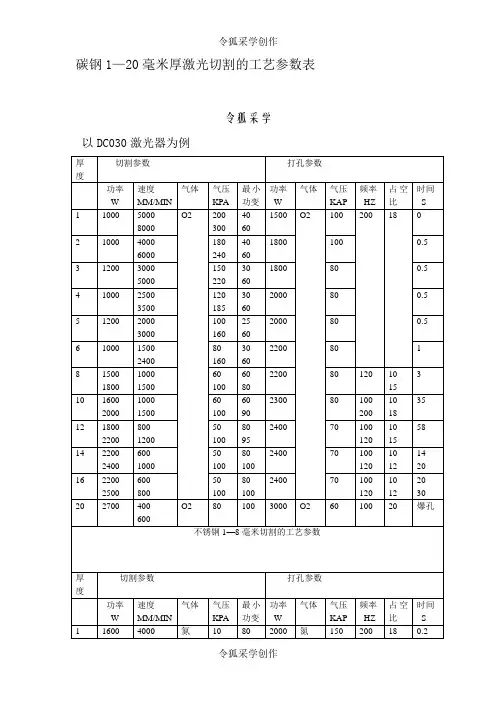
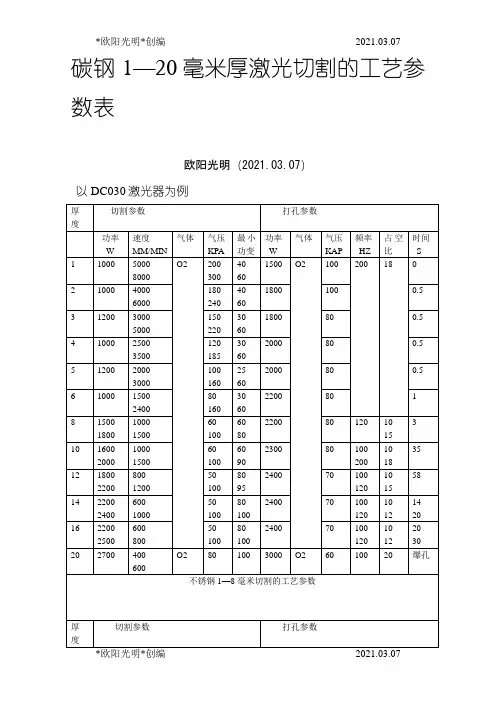
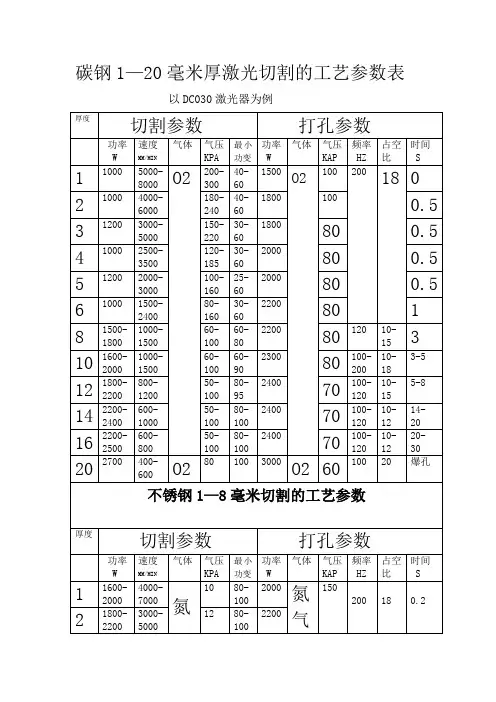
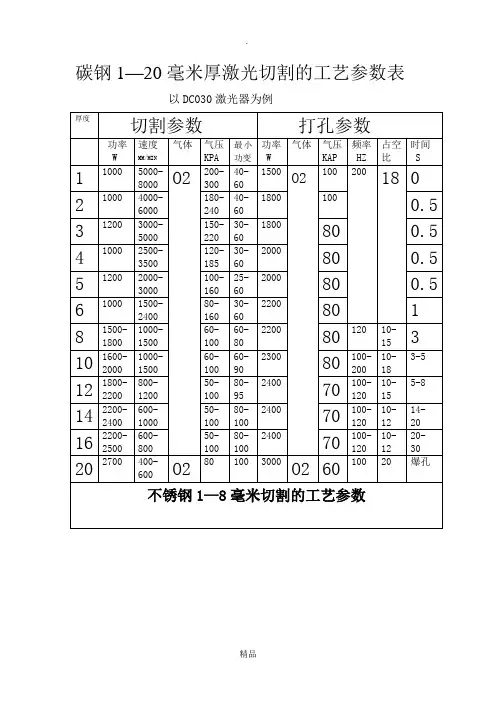
激光工艺参数表材料: 碳钢 激光类型: 2000W 激光型号: 光钎激光 气体: 氧气
激光工艺参数表
材料: 不锈钢 激光类型: 2000W 激光型号: 光钎激光 气体:氮气 板厚喷嘴型号焦距最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min)
0.31
0.51
11
1.21
1.51
21
31
4 1.5
5 1.5
6 1.5
8 1.5
10 1.8
122
激光工艺参数表
材料: 铝 激光类型: 2000W 激光型号: 光钎激光 气体: 氮气 板厚喷嘴型号焦距最大功率(W)最小功率(W)切割气体压力(Mpa)空气压力(Mpa)切割高度(mm)切割割缝(mm)切割速度(mm/min) 11
1.51
21
2.51
31
41
5 1.5
6 1.5
8 1.5
10 1.5
12 1.5
16 1.8
202。
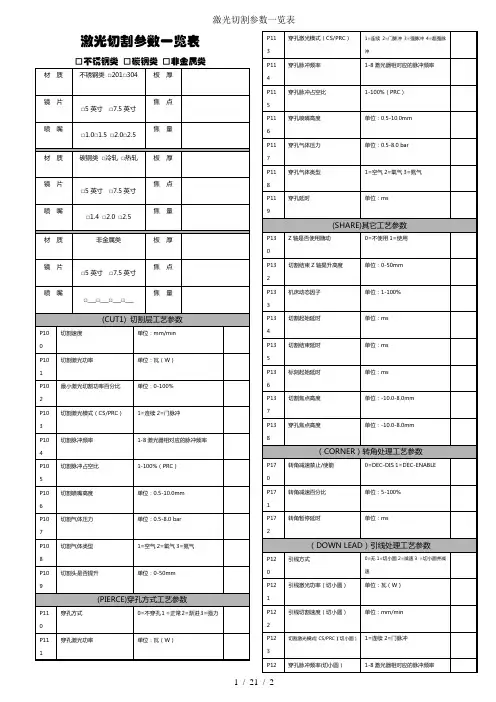
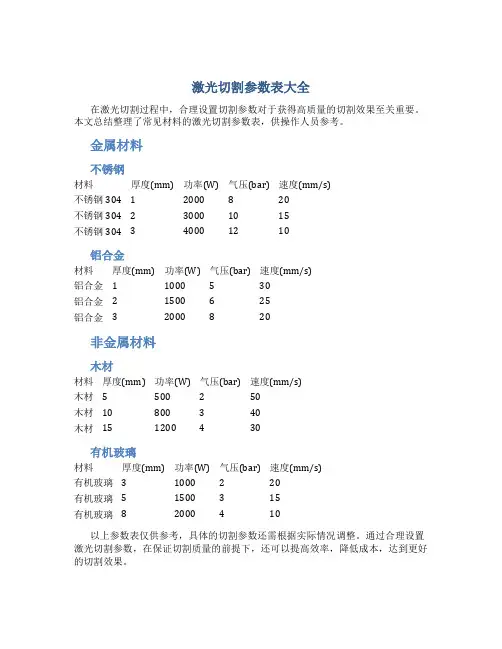
激光切割参数表大全
在激光切割过程中,合理设置切割参数对于获得高质量的切割效果至关重要。
本文总结整理了常见材料的激光切割参数表,供操作人员参考。
金属材料
不锈钢
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
不锈钢304 1 2000 8 20
不锈钢304 2 3000 10 15
不锈钢304 3 4000 12 10
铝合金
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
铝合金 1 1000 5 30
铝合金 2 1500 6 25
铝合金 3 2000 8 20
非金属材料
木材
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
木材 5 500 2 50
木材10 800 3 40
木材15 1200 4 30
有机玻璃
材料厚度(mm) 功率(W) 气压(bar) 速度(mm/s)
有机玻璃 3 1000 2 20
有机玻璃 5 1500 3 15
有机玻璃8 2000 4 10
以上参数表仅供参考,具体的切割参数还需根据实际情况调整。
通过合理设置激光切割参数,在保证切割质量的前提下,还可以提高效率,降低成本,达到更好的切割效果。
,8 H. 0$ s% '0 C- i4 V7 q$ t( n [table=98%] [tr][td=3,1,604]切割层1(CUT1工艺参数6 }3 J8 Y- x h3 I5 |& R+ l' ~% M7 I[/td][/tr] ; e2 u+ r# C8 }0 Z+ q [tr][td=63]P100 [/td][td=220]切割速度[/td][td=321]单位:mm/min, \' w/ y. { }6 U2 w8 b! y. f3 0 [/td][/tr] [tr][td=63]P101 [/td][td=220]切割激光功率2 e1 B, A7 u! Y3 U8 d9 v ~5 J4 N [/td][td=321]单位: xx(W)[/td][/tr] 9 J/ R) ?0 V3 e:U. M( b [tr][td=63]P102 [/td][td=220]最小切割激光功率百分比[/td][td=321]单位:0-100% 6 r) g* k% O3 W t [/td][/tr] [tr][td=63]P103 [/td][td=220]切割激光模式(CS/PR(激光器)[/td][td=321]仁连续,2二门脉冲(CS/PRC激光器)[/td][/tr][tr][td=63]P104 [/td][td=220]切割脉冲频率( h3 ~2 l; W4 U [/td][td=321] 1〜8:对应激光器上设置的激光脉冲频率(CS/ROFIN激光器) )s- Y5 e1 | eO-999Hz PRC激光器) [/td][/tr] [tr][td=63]P105 [/td][td=220]切割脉冲占空比(PRC激光器)* F:_! {* W5 u$ E:|( F8 [& K[/td][td=321] 1-100% [/td][/tr] u+ A9 L8 _ x4 f( j' y+ ~ [tr][td=63]P106[/td][td=220]切割喷嘴高度! w" X, x' V; {6 {- |0 y2 Y[/td][td=321]单位:0.5- 10.0mm [/td][/tr] + ~" k; I+ r" Y" t8 S [tr][td=63]P107 [/td][td=220]切割气体压力4 _( Z$ p- r8 N# y0 p [/td][td=321] 单位: 0.5- 8.0bar 1 L; |1 @) S4@8 ]1 ]" U [/td][/tr][tr][td=63]P108 [/td][td=220]切割气体类型9 U- d:a# U! W. G3 ]& J& | [/td][td=321] 1=空气, 2=氧气, 3=氮气]:]) J:c! y& w. Y. i' J2 G U[/td][/tr][tr][td=63]P109 [/td][td=220]切割头是否提升[/td][td=321]单位:0-50mm [/td][/tr] [tr][td=3,1,604] 穿孔(PlERC工艺参数[/td][/tr] [tr][td=63]P110 [/td][td=220]穿孔方式, V9 t l- o1 Y' y* N" m- l3 |3 D[/td][td=321] 0-3(穿孔方式);0=不穿孔;1=正常穿孔;2=渐进式穿孔;3=强力穿孔/ 14 八5 F; X9 j# T/ 八Q1 F8 _:K[/td][/tr] 8 G# V* W+ |) W% ?5 H6 G [tr][td=63]P111 [/td][td=220]穿孔激光功率[/td][td=321]单位: xx(W)[/td][/tr] [tr][td=63] P113[/td][td=220]穿孔激光模式(CS/PR(激光器)[/td]%5。