主轴回转精度的演示
- 格式:ppt
- 大小:418.50 KB
- 文档页数:20

简要叙述机床回转轴回转精度检测的实验方案如何检测机床主轴回转的精度【按】由于机床回转误差可能会造成主轴传动系统的几何误差、传动轴偏心、惯性力变形、热变形等误差,也包括许多随机误差,所有机床主轴回转精度的检测,便成了评价机床动态性能的一项重要指标。
通过径向跳动量和轴向窜动量测试实验可以有效的满足对回转精度测量的要求。
检测机床主轴回转精度的方法有打表测量、单向测量、双向测量等几种。
一、机床主轴回转精度测量的理论与方法机床主轴回转精度是衡量机械系统性能的重要指标,是影响机床工作精度的主要因素。
机床主轴回转误差的测量技术对精密机械设备的发展有着重要作用。
机床主轴的回转误差包括径向误差和轴向误差。
轴向回转误差的测量相对比较简单,只需在机床主轴端面安装微位移传感器,进行一维位移量的测量即可。
因此机床主轴回转误差测量技术的研究焦点一直集中在径向误差的精确测量上。
(参阅数控机床主轴轴承的温度控制与其工作原理阐述)1)打表测量方法早期机床主轴回转精度不太高时,测量机床主轴误差的常用方法是将精密芯棒插入机床主轴锥孔,通过在芯棒的表面及端面放置千分表来进行测量。
这种测量方法简单易行,但却会引入锥孔的偏心误差,不能把性质不同的误差区分开,而且不能反映主轴在工作转速下的回转误差,更不能应用于高速、高精度的主轴回转精度测量。
除此之外也有采用测量试件来评定主轴的回转误差。
2)单向测量方法单向测量法又称为单传感器测量法。
由传感器拾得“敏感方向”的误差号,经测微仪放大、处理后,送入记录仪,以待进一步数据处理。
然后以主轴回转角作为自变量,将采集的位移量按主轴回转角度展开叠加到基圆上,形成圆图像。
误差运动的敏感方向是通过加工或测试的瞬时接触点并平行于工件理想加工的表面的法线方向,非敏感方向在垂直于第三方向的直线上。
单向测量法测量的主轴回转误差运动实质上只是一维主轴回转误差运动在敏感方向的分量。
因此单向测量法只适用于具有敏感方向的主轴回转精度的测量,例如工件回转型机床。

回转工作台是带有可转动的台面、用以装夹工件并实现回转和分度定位的机床附件,又称为机床的第四轴。
回转工作台的工作精度涉及定位精度、重复分度精度和原点复归精度这三个方面,如何对精度大小进行检测是一个重要的问题。
下面,就为大家介绍一下,三种精度检测的有效方法有哪些:回转工作台定位精度的检测:对于定位精度的测量需要标准转台、角度多面体、圆光栅和准直仪。
测量方法是使工作台转过一个角度,正向反向均可,然后停止、锁紧、定位,并以此位置为基准,向同方向快速转动,每隔30锁紧定位并进行测量。
要求向正向和反向转各测量一周,每个方向进行7次定位,取测得各定位位置实际转角与理论值之差的最大值为分度误差。
如果测量的是数控回转工作台,应该使用《数字控制机床位置精度的评定方法》规定的方法计算出平均位置偏差以及标准偏差,用所有平均位置偏差与标准偏差的最大值的和,减去所有平均位置偏差与标准偏差的最小值的和,得到的结果就是数控回转工作台的定位精度误差。
考虑到干式变压器的实际使用要求,一般应该对0度、90度、180度、270度这几个直角等分点进行重点测量,要求这几个点的精度应高于其他角度位置一个等级。
需要注意的是,现有的快速定位的定位精度测量方法对某些机床,当采用不同进给速度定位时,会得到不同的定位精度值。
除此之外,测量结果还跟环境温度和该坐标轴的工作状态有关。
回转工作台重复分度精度的检测:对于重复分度精度的测量需要在回转工作台的一周内,任意选取3个位置进行3次重复定位,分别在正、反方向转动下进行检测。
用检测的值于相应位置理论值相减,取最大的差值为分度精度。
如果测量的是数控回转工作台,不是任意取3个位置,而是应该以每30取一个点作为测量的目标位置,分别从正、反两个方向各进行5次快速定位。
测出实际到达的位置与目标位置的差值,就是回转工作台的位置偏差。
最后按照《数字控制机床位置精度的评定方法》规定的计算方法,计算出标准偏差。
取各测量点标准偏差中最大的一个值,再乘以6就得到了数控回转工作台的重复分度精度。

实验主轴回转精度的测定一、 概述随着机械制造业的发展,对零件的加工精度要求越来越高,由此对机床精度要求也越来越高。
作为机床核心——主轴部件的回转误差运动,直接影响机床的加工精度,它是反映机床动态性能的主要指标之一,在《金属切削机床样机试验规范》中已列为机床性能试验的一个项目。
多年来,国内外一直在广泛开展对主轴回转误差运动测量方法的研究,并取得一定的成果。
研究主轴误差运动的目的,一是找出误差产生的原因,另一是找出误差对加工质量影响的大小。
为此,不仅对主轴回转误差运动要能够进行定性分析,而且还要能够给出误差的具体数值。
过去流行的测试与数据处理方法,是传统的捷克VUOSO双向测量法和美国LRL单向测量法。
前者适用于测试刀具回转型主轴径向误差运动,后者适用于测试工件回转型主轴径向误差运动。
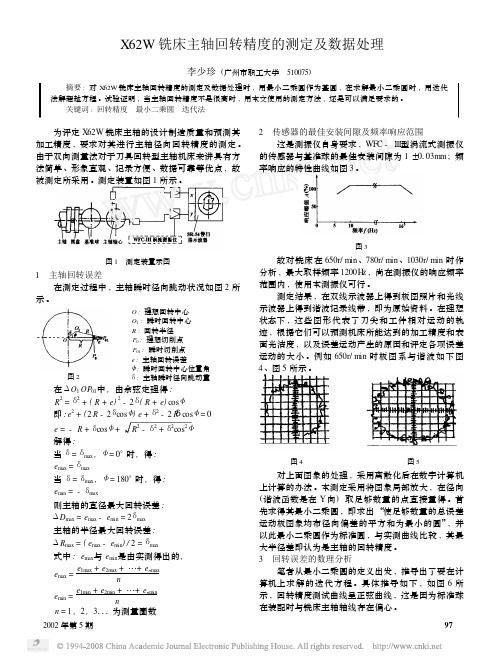
两种方法都是在机床空载或模拟加工的条件下,通过对基准球(环)的测量,在示波器屏幕上显示出主轴回转而产生的圆图象。
将圆图象拍摄下来便可用圆度样板读取主轴径向误差运动数值。
这种测试方法虽然能够在试验现场显示图形,直观性强,便于监视机床的安装调试,但也存在一些不足,如基准钢球的形状误差会复映进去,不能反映切削受载状态,存在一定的原理误差等。
所以测量精度难以提高,实际应用受到一定限制。
经过多年的研究,目前主轴误差运动主轴误差运动的测试与数据处理方法有了很大的改进,引入频镨分析理论和FFT变换技术,通过用计算机来进行测量数据处理,使整个测量过程更方便、数据处理更科学、测量结果更正确。
二、 实验目的1.了解机床主轴回转误差运动的表现形式、定义、评判原则、产生原因及对机床加工精度的影响。
2.懂得主轴回转误差的测量方法及实验原理。
三、 主轴径向误差运动的测试原理及方法1.主轴回转误差运动主轴回转时,在某一瞬时,旋转的线速度为零的端点联线为主轴在该瞬时的回转中心线。
理想情况下,主铀回转中心线的空间位置,相对于某一固定参考系统应该是不随时间变化的。

《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm、长为1200mm的长轴外圆。
已知:工件材料为45钢;切削用量为:v c=120m/min,a p=0.4mm, f =0.2mm/r; 刀具材料为YT15。
实验主轴回转精度的测定一、 概述随着机械制造业的发展,对零件的加工精度要求越来越高,由此对机床精度要求也越来越高。
作为机床核心——主轴部件的回转误差运动,直接影响机床的加工精度,它是反映机床动态性能的主要指标之一,在《金属切削机床样机试验规范》中已列为机床性能试验的一个项目。
多年来,国内外一直在广泛开展对主轴回转误差运动测量方法的研究,并取得一定的成果。
研究主轴误差运动的目的,一是找出误差产生的原因,另一是找出误差对加工质量影响的大小。
为此,不仅对主轴回转误差运动要能够进行定性分析,而且还要能够给出误差的具体数值。
过去流行的测试与数据处理方法,是传统的捷克VUOSO双向测量法和美国LRL单向测量法。
前者适用于测试刀具回转型主轴径向误差运动,后者适用于测试工件回转型主轴径向误差运动。
两种方法都是在机床空载或模拟加工的条件下,通过对基准球(环)的测量,在示波器屏幕上显示出主轴回转而产生的圆图象。
将圆图象拍摄下来便可用圆度样板读取主轴径向误差运动数值。
这种测试方法虽然能够在试验现场显示图形,直观性强,便于监视机床的安装调试,但也存在一些不足,如基准钢球的形状误差会复映进去,不能反映切削受载状态,存在一定的原理误差等。
所以测量精度难以提高,实际应用受到一定限制。
经过多年的研究,目前主轴误差运动主轴误差运动的测试与数据处理方法有了很大的改进,引入频镨分析理论和FFT变换技术,通过用计算机来进行测量数据处理,使整个测量过程更方便、数据处理更科学、测量结果更正确。
二、 实验目的1.了解机床主轴回转误差运动的表现形式、定义、评判原则、产生原因及对机床加工精度的影响。
2.懂得主轴回转误差的测量方法及实验原理。
三、 主轴径向误差运动的测试原理及方法1.主轴回转误差运动主轴回转时,在某一瞬时,旋转的线速度为零的端点联线为主轴在该瞬时的回转中心线。
理想情况下,主铀回转中心线的空间位置,相对于某一固定参考系统应该是不随时间变化的。