焊接系统中电磁干扰的分析
- 格式:pdf
- 大小:1.35 MB
- 文档页数:4
综合自动化系统的抗电磁干扰摘要:针对综合自动化系统电磁干扰的问题,本文从干扰源、传播途径及后果等方面进行了分析,提出了:减少耦合途径;提高装置本身抗电磁干扰能力;信号电缆尽可能避开电力电缆;采用不间断电源UPS 等措施,提高综合自动化系统的安全可靠性。
关键词:综合自动化系统干扰源传播途径电磁干扰措施高压电器设备的操作、短路故障等将会产生电磁干扰,引起自动化系统的非正常工作。
为了减少电磁干扰对综合自动化系统工作性能的影响,因此,需要对综合自动化系统中的存在的电磁干扰能力进行相应的分析。
1 干扰源分析1.1 内部电磁干扰主要由元件布置、系统结构和生产工艺等引起。
由电容引起的不同信号感应、杂散电感;长距离线路传输形成的反射波;多点接地形成的电位差干扰;尖峰信号和寄生振荡引起的干扰等。
1.2 磁场电磁干扰工频、脉冲、辐射、阻尼振荡磁场。
1.3 瞬变和高频的干扰这就是由雷电、电感负载断开、开关断口重燃等方面的原因所引起的频率上的各种振荡波;再由雷击、熔断器断开低压线路、切除短路故障等方面的原因引起的各种浪涌。
1.4 电源扰动由大负荷变化引起的幅值不超过10%的电压波动;由电弧和电焊这些方面造成的间谐波;对电力线路中载波设备等方面对其造成附加信号上的扰动;由故障切除、短路、重合闸、大负荷突变等引起的电压出现中断或者突降;同时由系统中的高频炉、用电设备等造成的谐波污染等。
2 干扰的传播途径及后果电磁干扰可以通过传导和辐射干扰两个途径入侵RTU,而这两者之间存在相互转换的关系。
共阻抗、电容性、电感性、辐射耦合是电磁干扰耦合的途径主要几种。
高频率、大幅度、陡前沿是电磁干扰的共同特点,是通过分布电感耦合或各种分布电容到综自系统中去。
电磁干扰将造成以下几种后果。
(1)干扰开关量输入通道使开关跳、合闸出口回路误动,对刀闸、开关分、合等位置判断错误。
(2)干扰模拟的量在输入通道时,使通道内的采样数据出现错误,进而引起了元器件的损坏,微机上的保护误动,或者影响到采样的精度以及计量上的准确性能。
0引言2006年,某电厂500kV神二线发生C相瞬间接地故障,线路保护正确动作,电厂升压站5022、5023断路器跳闸,5023断路器重合成功,故障点距电厂约50km。
与此同时,5021、5031、5032断路器跳闸,1、2号机组停运。
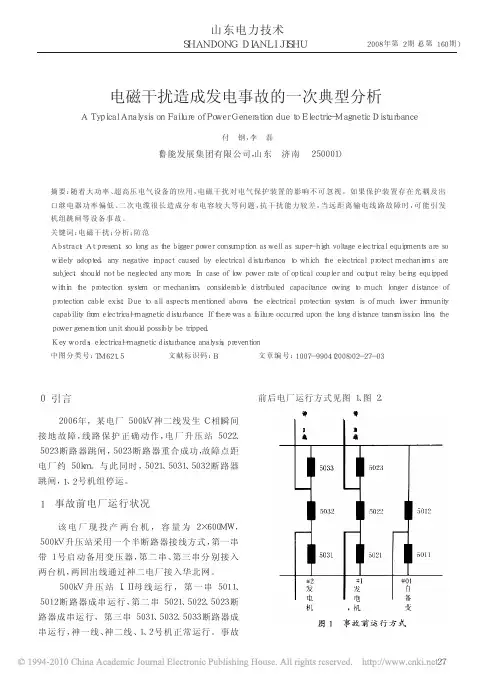
1事故前电厂运行状况该电厂现投产两台机,容量为2×600MW,500kV升压站采用一个半断路器接线方式,第一串带1号启动备用变压器,第二串、第三串分别接入两台机,两回出线通过神二电厂接入华北网。
500kV升压站I、II母线运行,第一串5011、5012断路器成串运行,第二串5021、5022、5023断路器成串运行,第三串5031、5032、5033断路器成串运行,神一线、神二线、1、2号机正常运行。
事故前后电厂运行方式见图1、图2。
图1事故前运行方式电磁干扰造成发电事故的一次典型分析ATypicalAnalysisonFailureofPowerGenerationduetoElectric-MagneticDisturbance付钢,李磊(鲁能发展集团有限公司,山东济南250001)摘要:随着大功率、超高压电气设备的应用,电磁干扰对电气保护装置的影响不可忽视。
如果保护装置存在光耦及出口继电器功率偏低、二次电缆很长造成分布电容较大等问题,抗干扰能力较差,当远距离输电线路故障时,可能引发机组跳闸等设备事故。
关键词:电磁干扰;分析;防范Abstract:Atpresent,solongasthebiggerpowerconsumptionaswellassuper-highvoltageelectricalequipmentsaresowidelyadopted,anynegativeimpactcausedbyelectricaldisturbance,towhichtheelectricalprotectmechanismsaresubject,shouldnotbeneglectedanymore.Incaseoflowpowerrateofopticalcouplerandoutputrelaybeingequippedwithintheprotectionsystemormechanism,considerabledistributedcapacitanceowingtomuchlongerdistanceofprotectioncableexist.Duetoallaspectsmentionedabove,theelectricalprotectionsystemisofmuchlowerimmunitycapabilityfromelectrical-magneticdisturbance.Iftherewasafailureoccurreduponthelongdistancetransmissionline,thepowergenerationunitshouldpossiblybetripped.Keywords:electrical-magneticdisturbance;analysis;prevention中图分类号:TM621.5文献标识码:B文章编号:1007-9904(2008)02-27-0327图2事故后运行方式2事故经过(1)故障时,神二线保护全部正确动作。
浅析继电保护的电磁干扰及其防护措施摘要:本文分析了电气设备中继电器及的干扰因素及其机理,并提出了抑制干扰的有效措施。
关键词:继电器电磁干扰保护措施随着我国经济的高速发展,人们生活和社会活动对电力的需求越来越高,与之相应的为了保障安全可靠地供电,对继电保护也不断提出新的要求,继电保护元件也在向安装调试简单、运行维护方便、保护动作迅速、灵敏可靠方向发展。
但是在现场运行过程中,如果抗干扰措施落实不当,则很容易受到外界环境的干扰,造成保护不正常、继电保护的误动、拒动等会严重威胁到电网的安全运行,因此继电保护的抗干扰措施一直是继电保护工作的重点。
干扰源产生的干扰之所以能影响继电器的正常工作,须经过一定的方式传输给被干扰的设备,这就是形成干扰的三个要素:形成电磁能量的干扰源、干扰传递的途径、对干扰敏感的接受设备。
电气设备和电子设备在其运行过程中都会产生电磁能,并能通过传导、辐射两种形式对继电保护设备产生干扰。
电磁干扰具有很宽的频率范围,又有一定的幅度,经过传导和辐射会污染电磁环境,对电子设备造成干扰,有时甚至危及操作人员的安全。
一、继电保护的电磁干扰因素一般情况下,电力系统的电磁干扰主要来源于内部干扰和外部干扰两个方面:内部干扰是指系统内部的元件,如电容和杂散电感的结合,引起了不同信号的感应,多点接地造成的电位差干扰,高频信号传输造成的电磁波反射等;外部干扰主要指外部环境因素所决定的干扰,如雷击、直流电源的中断与恢复、中压开关柜操作等原因都将产生较强的电磁干扰。
常见的干扰有以下几种[1]:(1)工频干扰当变电所内发生接地故障时,会在变电所地网中和大地中流过接地故障电流,通过地网的接地电阻,使得地网上任意不同的两点之间产生很高的地电位差,这种干扰的电位幅值取决于地网接地电阻及入地电流的大小。
(2)高频干扰电力系统的隔离开关的动静触点接近后会产生电弧闪络,从而产生操作过电压,干扰电压通过母线、电容器等设备进入地网,从而对相关二次回路和二次设备产生干扰,当干扰水平超过装置逻辑元件允许的干扰水平时,将引起继电保护装置的不正常工作。
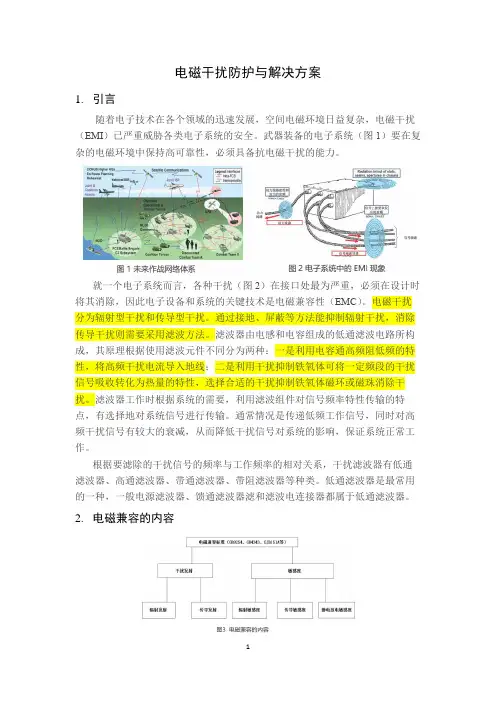
电磁干扰防护与解决方案1.引言随着电子技术在各个领域的迅速发展,空间电磁环境日益复杂,电磁干扰(EMI)已严重威胁各类电子系统的安全。
武器装备的电子系统(图1)要在复杂的电磁环境中保持高可靠性,必须具备抗电磁干扰的能力。
就一个电子系统而言,各种干扰(图2)在接口处最为严重,必须在设计时将其消除,因此电子设备和系统的关键技术是电磁兼容性(EMC)。
电磁干扰分为辐射型干扰和传导型干扰。
通过接地、屏蔽等方法能抑制辐射干扰,消除传导干扰则需要采用滤波方法。
滤波器由电感和电容组成的低通滤波电路所构成,其原理根据使用滤波元件不同分为两种:一是利用电容通高频阻低频的特性,将高频干扰电流导入地线;二是利用干扰抑制铁氧体可将一定频段的干扰信号吸收转化为热量的特性,选择合适的干扰抑制铁氧体磁环或磁珠消除干扰。
滤波器工作时根据系统的需要,利用滤波组件对信号频率特性传输的特点,有选择地对系统信号进行传输。
通常情况是传递低频工作信号,同时对高频干扰信号有较大的衰减,从而降低干扰信号对系统的影响,保证系统正常工作。
根据要滤除的干扰信号的频率与工作频率的相对关系,干扰滤波器有低通滤波器、高通滤波器、带通滤波器、带阻滤波器等种类。
低通滤波器是最常用的一种,一般电源滤波器、馈通滤波器滤和滤波电连接器都属于低通滤波器。
2.电磁兼容的内容电磁兼容标准对设备提出两个方面要求,首先不能向空间环境发射过强的电磁能量,其次在对环境中的电磁干扰有一定的耐受能力。
3.电源滤波器的作用电源滤波器的作用是使设备能够满足电磁兼容标准中对传导发射和传导敏感度的要求,既能防止电网上的干扰进入设备对设备产生不良影响,使设备满足传导敏感度的要求;又能防止设备内的电磁干扰通过电源线传到电网上,使设备满足传导发射的要求,即解决电磁兼容中CE102和CS101等问题。
能够产生较强干扰的设备和对外界干扰敏感的设备都要使用电源滤波器。
能够产生强干扰的设备有:含有脉冲电路(微处理器)的设备、使用开关电源的设备、使用可控硅的设备、变频调速设备、含有电机的设备等。
电气控制柜的抗干扰屏蔽研究作者:周晨宋桂辉于树宝来源:《中国化工贸易·下旬刊》2018年第05期摘要:随着工业生产自动化的发展,电气设备在工业生产中的应用也越来越广泛,各种电气设备极大地提高了生产效率,降低了人员的劳动强度。
但与此同时,电气设备各控制柜的各类干扰问题也越发突出,对电气设备的正常运行造成很大的影响,甚至危害到企业的安全生产。
因此,企业在应用电气设备生产时,必须要做好相应的屏蔽和抗干扰措施,以使电气设备能够稳定运行,保障企业正常的生产秩序。
本文对工业生产电气控制柜的干扰因素进行了分析,并提出了相应的抗干扰和屏蔽措施。
关键词:电气控制柜;电磁干扰;屏蔽措施;研究随着电气技术和自动化控制技术的发展,各种电气设备和电气控制柜在工业生产自动控制环节中的应用越来越广泛,极大地提高了生产效率,以PLC技术为代表的电气控制柜更是以良好的集成性和稳定性成为现代工业电气自动化控制的关键。
电气控制柜内部有许多精密的电子元件,它们是电气控制柜运行的核心,对外界环境以及电磁干扰等比较敏感,只有在干燥、少尘、无电磁干扰的工况环境下才能保持长期的安全稳定运行。
但在现实中,工业生产的环境往往是比较恶劣的,除了高温、粉尘等因素外,电磁干扰越来越成为影响工业生产电气控制柜稳定运行所不可忽视的因素。
电磁干扰主要来源于各种输电线路、电气设备和无线通讯设备,它会严重影响控制柜元件和电气设备运行的稳定性,继而引发一些生产事故。
这就需要我们根据电磁干扰的性质,从材料选择、表面处理、走线接地等方面入手进行改进设计,以做好屏蔽措施,有效减少控制柜的干扰现象。
1 电气控制柜的电磁干扰分析1.1 电磁兼容性与电磁干扰在电气设备使用越来越多,控制柜集成化程度越来越高的情况下,电磁干扰问题已不容忽视。
控制柜内的电子设备处在一个复杂的电磁环境中,各电子装备相互间的电磁干扰是比较严重的,为了使电气元件在电磁环境中正常运行,这就需要电气设备本身要具有抵抗环境电磁干扰(EMI)的能力和电磁兼容能力(EMC),使电气元件既能抗干扰,又不干扰其他设备。
关于机电一体化系统抗干扰问题的论述所谓的抗干扰技术就是对电子设备抵御系统内外干扰的研究,进而提高设备运行的效率。
同时,受到机电一体化系统自身向周围发出电磁干扰信号的特点影响,会影响到其他设备运行。
所以,抗干扰技术还包括改善内部干扰外泄的对策,本文结合机电一体化系统在工业应用的运行环境,分析系统干扰问题,提出有效地解决对策。
标签:机电一体化;抗干扰;运行环境前言机电一体化是机械的主功能、动力功能、信息功能与控制功能引进的微电子技术,将机械装置与电子装置用相关软件有机结合构成系统。
机电一体化投入到工业环境中后,系统会受到电网、空间与周围环境的影响,如果系统无法抵御冲击,将会影响正常的工作秩序,从运行的情况来看,电磁干扰是影响最大的,本文就对其影响及控制对策进行分析。
1 造成电磁干扰的要素分析所谓电磁干扰是指在工作过程中受到环境因素的影响,出现一些与信号无关,对系统性能或者信号传输有害的电气变化现象,导致信号异常,影响整个系统的运行,干扰主要是由干扰源、传播途径与接受载体共同造成的。
1.1 干扰源我们产生干扰信号的设备称为干扰源,变压器、继电器、微波设备、电机、无绳电话等都会产生电磁信号,同时还有雷电、太阳与宇宙射线也属于干扰源。
我们可以将其分为供电干扰、过程通道干扰与场干扰,其通过干扰不同环节对系统造成影响。
1.2 传播途径就是传播干扰信号的路径,电磁信号是具有使具有穿透性的直线传播方式,电磁信号依赖导线传入设备的传播被称为传导方式传播。
1.3 接受载体一些受到信号影响的设备吸收了干扰信号,我们就称其为接受载体,其对信号的强弱没有影响。
2 解决机电一体化抗干扰的对策分析2.1 采取必要措施抗供电干扰要想抑制供电干扰就要从配电系统上采取措施,可以更改配电方案,使系统的的运行质量有所提高。
可以采取下图所示的配电方案:除此之外,我们也可以采用分立式的供电方案,降低直流供电的危害,减少公共阻抗及公共电源的互相耦合,增强供电的可靠性,便于电源散热。
自动化焊接设备在工程机械制造中的运用分析摘要:焊接技术是机械工程制造技术的主要组成部分,而以往机械工程制造期间普遍存在沿用手工焊接模式的情况,无法提高其制造效率保证制造质量。
由于科学技术蓬勃发展,常规手工焊接技术手段早已无法满足现代化焊接的具体要求,并且机械工程内部构件日趋复杂化及大型化,说明焊接技术的应用要求也更为严格。
如何于新形势下灵活运用工程机械焊接自动化技术手段,突出其应用优势弥补传统手工焊接模式的不足,大大提高焊接作业效率保证其作业质量,消除影响焊接精确度的风险因素,成为机械工程行业发展进程中所面临的主要挑战。
关键词:工程机械制造业;自动化焊接设备;应用;探讨在新的时代,传统的手工焊接技术在工程机械制造业已经逐渐不能满足行业发展的需要。
自动焊接设备的出现为工程机械制造业的发展带来了巨大的机遇。
因此,应重视自动焊接设备与工程机械制造业的融合发展,充分发挥自动焊接设备的价值作用,提高工程机械制造的自动化水平,促进工程机械制造业的可持续发展。
1主要特点首先,自动焊接设备通常尺寸较大,以提高机械制造效率和焊接设备开发过程中的制造质量。
该功能通常在焊接设备的开发过程中进行了大量更新,通过科学地组合各种功能,确保设备可以在机械制造中制造。
第二、随着情报和数字化程度的提高,网络技术和电子技术在机械工业建设过程中的迅速发展为自动焊接技术的发展创造了条件,使自动焊接机越来越数字化和智能化。
在特定设备的具体操作过程中,有关人员必须确保焊接设备达到焊接操作的高精度,同时有效提高设备的情报水平,确保产品的焊接可以严格按照设计图纸进行,同时,由于热变形问题,焊接操作必须进行科学管理。
焊接设备通常需要装配。
2自动化焊接设备的应用优势分析2.1生产效率高,焊接质量稳定将自动化焊接设备应用于工程机械制造领域,将设备固定于胎具模具上,即可进行自动化、程序化焊接作业,减少了人工投入,同时也具备了更高的效率。
自动化焊接设备在应用期间,离不开电能的支撑,传统人工焊接作业模式,由于受到诸多因素的影响,会给焊接作业质量造成一定的影响,然而应用自动化焊接设备,借助数控电源设备稳定电源,充分的保证了自动化焊接作业的高效、高质量进行。
键合线故障下IGBT的电磁干扰特性研究李豹;杜明星;唐吉林;张刚;魏克新【摘要】IGBT module of power electronic devices exist many fault types, and bonding wire off fault is the most common one, how to determine the occurrence of IGBT bonding wire off fault has become a research difficulty. By analyzing the mechanism of bonding wires off and the effect of IGBT switching process when a fault occurs, shows that bonding wire failure will cause the electromagnetic interference becomes large during the IGBT module working process, and has been verified by experiment. The result show that it is feasible to diagnose IGBT module has a bonding wire off fault by monitoring the intensity of electromagnetic interference of the circuit, and it has some practical engineering.%电力电子装置中的IGBT模块存在多种故障类型,键合线脱落故障是其中最常见的一种,如何判定IGBT发生键合线脱落故障成为一个研究难点。
通过分析键合线的脱落机理和发生故障时对IGBT开关过程的影响,可以得出键合线故障会导致IGBT模块工作过程中产生的电磁干扰变大,然后通过实验进行验证。
工业超声波检测系统中电磁干扰的分析及防护措施魏鹏;周昌智【摘要】通常的工业现场环境中往往存在着大量的电磁干扰,抑制或消除其对超声检测系统信号的影响是系统在设计及安装调试阶段中极其重要的一项任务.基于对工业现场常见电磁干扰的分析,并结合多年的超声检测系统应用经验,总结了一些针对大型超声波检测系统常用的电磁干扰防护措施,这些措施的有效性在试验室测试及客户现场安装测试中已得到了充分的验证,对超声检测系统防干扰的设计及调试具有指导意义.【期刊名称】《无损检测》【年(卷),期】2014(036)008【总页数】4页(P76-78,84)【关键词】超声检测系统;电磁干扰及防护;信噪比;自动控制【作者】魏鹏;周昌智【作者单位】GE检测控制技术,上海201203;GE检测控制技术,上海201203【正文语种】中文【中图分类】TG115.28近年来,工业无损检测行业出现了井喷式的发展。
其中超声波检测以其方便、无辐射的特点,占据了无损检测中很大的份额。
但是,设备厂家或研究单位在开发和调试设备时,不得不面对超声检测系统受到的严重电磁干扰问题。
这个问题如果处理不好,电磁噪声将严重影响超声检测系统灵敏度及准确性,甚至影响到设备的正常使用。
笔者针对工业超声波检测时常见的电磁干扰问题,分析并总结了一些有效的电磁干扰抑制及防护措施。
1 工业超声波检测系统介绍超声波检测设备通常可分为便携式超声检测设备及大型超声波检测系统。
笔者重点讨论大型超声波检测系统的电磁干扰问题。
大型超声波检测系统是较为复杂的一套系统,除了核心的超声子系统外,还需要机械、电控等辅助系统才能完成在线或自动检查任务。
其中超声子系统可简单地划分为:信号摄取部分(换能器)、信号调理转换及控制部分、信号显示及传输部分。
文中所谈的干扰主要指针对超声子系统的电磁干扰,其主要体现为系统外部及系统内部电控、超声电路对超声信号产生的干扰噪声。
2 电磁干扰对超声检测信号的影响2.1 电磁干扰介绍电磁干扰(EMI)是引起设备、传输信道或系统性能下降的电磁噪声。
现场氩弧焊机的干扰问题处理在我们的伺服应用中经常遇到干扰问题,造成不可预知的误动作或者报警,使得伺服不能按照指定的方式正常运行,甚至烧毁驱动器,而且产生问题的原因排除起来也比较困难。
经过查阅相关资料,和工作中处理干扰问题的一些经验,结合近来在氩弧焊机中所遇到的干扰问题,探讨一下如何处理干扰。
二. 氩弧焊机产生的干扰源氩弧焊机采用高频引弧。
引弧时,让钨极末端与焊接表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧,高压电击穿后再由大电流导通稳弧。
钨极氩弧焊机采用高频引弧时,由于焊机利用频率达几十万赫兹,电压高达数千伏的高频高压击穿空气间隙形成电弧,因此高频引弧是一个很强的谐波干扰源。
弧焊逆变电源对电网来说,本质上是一个大的整流电源,由于电力电子器件在换流过程中产生前后沿很陡的脉冲,从而引发了严重的谐波干扰。
逆变电源的输入电流是一种尖角波,使电网中含有大量高次谐波。
电压谐波和电流谐波之间存在严重相移,导致焊机的功率因数很低。
三. 处理干扰的措施在本案例中,氩弧焊机电源与伺服驱动器供电电源分别供给。
氩弧焊机电源用隔离变压器隔离,伺服电源线外套一个扼流圈后送入有源功率滤波器,经过滤波后,再送至开关电源。
伺服驱动器的动力电源和控制电源用2个开关电源分别供电,且在接入驱动器前分别套一个扼流圈。
驱动器电源与控制(编码器)电源均连接了屏蔽线,并确保单端可靠接地应用现场的干扰源1.来自空间的辐射干扰空间辐射电磁场主要是由电力网络、雷电、无线电广播和雷达等产生的,通常称为辐射干扰。
其影响主要通过两条路径:一是直接对伺服内部的辐射,由电路感应产生干扰; 二是对伺服通信网络的辐射,由通信线路感应产生干扰。
此种干扰发生几率比较少,一般通过设置屏蔽电缆进行保护。
2.来自系统外引线的干扰这种干扰主要通过电源和信号线产生,通常称为传导干扰。
这种干扰在我国工业现场较为严重,主要有下面三类:第一类是来自电源的干扰。
热电偶测量回路干扰来源分析及抗干扰的措施一、干扰来源分析归纳为两大类:端间干扰和对地干扰。
(一)端间干扰:就是由于种种原因在仪表输入端之间出现交流信号而造成对仪表的干扰,这种干扰又称横向干扰或线间干扰。
端间干扰电压的大小,可以用万用表(电压表)在仪表输入端测出,一般情况下端间干扰电压约在几毫伏到几十毫伏的范围内。
(测量时万用表测量端钮不应接地,以免引进附加的对地干扰造成测量误差)。
端间干扰来源1、交变磁场:大功率变压器、交流电动机、强电流导线等周围都有较强的交变磁场,如果补偿导线在邻近通过就会受到这些交变磁场的影响,从而在输入回路中感应出交流电动势,从而形成干扰。
2、热电偶焊接在带电体上引进干扰:在一些特殊要求的测温场合下,需要将热电偶的工作端焊接到用电流直接加热的金属试样的表面上。
由于在金属试样平行于电流方向的各点上存在电位差,从而引进了端间干扰电压,其值为UCD,如果试样的截面是均匀的,则UCD=UABUCD----引起的干扰电压UAB----试样两端的加热电压CD-----热电偶丝焊接点距离AB----试样长度设UAB=5伏,AB=100㎜,CD=1㎜,则UCD=5×103×1/100=50mV3、日常大量遇到的端间干扰信号,是由于有干扰电流通过热电偶及其连接导线或仪表测量系统串接的阻抗所产生的电压降而造成的。
(二)对地干扰:是指干扰电压出现于仪表输入端的一端(正端或负端)对地之间的交流信号,这种干扰又称为纵向干扰。
现场的对地干扰电压的大小,可用万用表(电压表)跨接于仪表输入的一端(正端或负端)与地之间测量,一般情况下对地干扰电压大多在几伏到几十伏的范围内。
对地干扰的来源:1、高温漏电产生的干扰使用氧化铝或瓷质保护套管的热电偶测量电炉炉膛温度,在高温时人体碰触到热电偶接头的金属或热电偶丝,会有触电的感觉,如果用试电笔测量氖泡会暗暗发亮,测量热电偶对地之间的电压,可达几十伏的交流电压。
焊接电弧磁偏吹产生的原因及预防措施刘殿美1王小东2(1丹东黄海汽车有限责任公司2丹东黄海汽车有限责任公司)摘要:阐述了电弧磁偏吹的产生原因及影响磁偏吹大小的影响因素,介绍了磁偏吹对焊接质量的影响。
从设计及工艺;两方面提出控制磁偏吹对焊接质量的影响。
关键字: 磁偏吹0引言电弧挺直性指电弧作为柔性导体具有抵抗外界干扰、力求保持焊接电流沿电极轴线方向流动的性能。
当电极产生倾斜后,电弧的指向亦随之倾斜,电弧中心线沿着电极的倾斜方向伸展,即产生了磁偏吹现象。
1 磁偏吹的产生1.1产生磁偏吹的原因有:(1)接线位置不适当引起磁偏吹。
通过焊件的电流在空间产生磁场,当焊条与焊件垂直时,电弧左侧的磁力线密度较大,而电弧右侧的磁力线稀疏,磁力线的不均匀分布致使密度大的一侧对电弧产生推力,使电弧偏离轴线。
(2)不对称铁磁物质引起磁偏吹。
焊接时,在电弧一侧放置一块钢板(导磁体)时,由于铁磁物质的导磁能力远远大于空气,铁磁物质侧的磁力线大部分都通过铁磁物质形成封闭曲线,致使电弧同铁磁物质之间的磁力线密度降低,所以在电磁力作用下电弧向铁磁物质一侧偏吹。
(3)电弧运动钢板的端部时引起磁偏吹,如图所示。
这是因为电弧到达钢板端头时导磁面积发生变化,引起空间磁力线在靠近焊件边缘的地方密度增加,所以在电磁力作用下,产生了指向焊件内侧的磁偏吹。
如下图所示:电弧磁偏吹起因示意图(1)导线接线位置引起的磁偏吹(2)电弧附近的铁磁性物质引起的磁偏吹电弧一侧铁磁性物体引起的磁偏吹(3)电弧处于工件端部时产生的磁偏吹电弧在工件端部产生的磁偏吹1.2 磁偏吹的危害:焊接过程中,因气流的干扰、焊条药皮偏心的影响和磁场的磁力作用,使电弧中心偏离焊条轴线的偏移现象,即如果某种原因使磁力线分布的均匀性受到破坏,使电弧中的电荷受力不均匀,就会使电弧偏向一侧,即直流电弧焊时,因受到焊接回路所产生的电磁力的作用而产生的电弧偏吹,称为焊接电弧的磁偏吹。
称为焊接电弧的偏吹。