09工艺员培训之退火基础知识解析
- 格式:ppt
- 大小:496.50 KB
- 文档页数:19
退火、正火、淬火、调质... 这些热处理知识必备!退火、正火、淬火、调质...这些热处理你分的清楚吗?热处理的作用就是提高材料的机械性能、消除残余应力和改善金属的切削加工性。
按照热处理不同的目的,热处理工艺可分为两大类:预备热处理和最终热处理。
一预备热处理预备热处理的目的是改善加工性能、消除内应力和为最终热处理准备良好的金相组织。
其热处理工艺有退火、正火、时效、调质等。
1)退火和正火退火和正火用于经过热加工的毛坯。
含碳量大于0.5%的碳钢和合金钢,为降低其硬度易于切削,常采用退火处理;含碳量低于0.5%的碳钢和合金钢,为避免其硬度过低切削时粘刀,而采用正火处理。
退火和正火尚能细化晶粒、均匀组织,为以后的热处理作准备。
退火和正火常安排在毛坯制造之后、粗加工之前进行。
2)时效处理时效处理主要用于消除毛坯制造和机械加工中产生的内应力。
为避免过多运输工作量,对于一般精度的零件,在精加工前安排一次时效处理即可。
但精度要求较高的零件(如座标镗床的箱体等),应安排两次或数次时效处理工序。
简单零件一般可不进行时效处理。
除铸件外,对于一些刚性较差的精密零件(如精密丝杠),为消除加工中产生的内应力,稳定零件加工精度,常在粗加工、半精加工之间安排多次时效处理。
有些轴类零件加工,在校直工序后也要安排时效处理。
3)调质调质即是在淬火后进行高温回火处理,它能获得均匀细致的回火索氏体组织,为以后的表面淬火和渗氮处理时减少变形作准备,因此调质也可作为预备热处理。
由于调质后零件的综合力学性能较好,对某些硬度和耐磨性要求不高的零件,也可作为最终热处理工序。
二最终热处理最终热处理的目的是提高硬度、耐磨性和强度等力学性能。
1)淬火淬火有表面淬火和整体淬火。
其中表面淬火因为变形、氧化及脱碳较小而应用较广,而且表面淬火还具有外部强度高、耐磨性好,而内部保持良好的韧性、抗冲击力强的优点。
为提高表面淬火零件的机械性能,常需进行调质或正火等热处理作为预备热处理。

退火工艺原理解析1. 引言退火工艺是一种常用的热处理方法,用于改善金属材料的性能。
通过对金属材料进行加热和冷却,可以改变其晶体结构和力学性能。
本文将深入探讨退火工艺的原理和应用,并分享我的观点和理解。
2. 退火工艺的基本原理退火是基于金属材料的相变性质和晶体结构的变化来实现的。
它的基本原理是通过加热使金属材料达到高温,然后以特定的速度冷却到室温或其他适当温度,从而改变金属材料的组织结构和性能。
3. 退火工艺的类型退火工艺可以分为多种类型,包括全退火、时效退火、回火和局部退火等。
不同的退火工艺适用于不同的金属材料和应用场景。
全退火适用于消除应力和改善材料的可塑性;时效退火适用于提高合金材料的强度和硬度;回火适用于改善钢材的韧性和韧化材料的强度;局部退火适用于恢复和改善焊接区域的性能。
4. 退火工艺的影响因素退火工艺的效果受多种因素的影响,包括退火温度、保温时间、冷却速率等。
退火温度和保温时间决定了材料的晶体粒度和相变行为,而冷却速率则影响材料的组织结构和性能。
5. 退火工艺的应用领域退火工艺在许多领域都有广泛的应用,包括金属材料加工、焊接、热处理和半导体制造等。
通过退火工艺,可以改善金属材料的可加工性、耐腐蚀性、力学性能和热稳定性。
6. 我的观点和理解退火工艺是一项重要的热处理技术,对改善金属材料的性能起着关键作用。
在不同的应用场景下,选择合适的退火工艺可以达到不同的目的。
我认为在实际应用中,退火工艺的优化和控制是非常重要的,它可以确保金属材料具有理想的组织结构和性能。
7. 总结与回顾退火工艺是一种常用的热处理方法,通过加热和冷却金属材料,改变其晶体结构和力学性能。
我们深入探讨了退火工艺的基本原理、类型、影响因素和应用领域,并分享了对该主题的观点和理解。
我相信通过合理选择和控制退火工艺,我们可以获得高质量的金属材料,并满足不同领域的需求。
在这篇文章中,我试图按照从简到繁、由浅入深的方式来解释退火工艺的原理和应用。
将金属或合金加热到适当温度,保温一定时间,然后缓慢冷却(一般为随炉冷却)的热处理工艺叫做退火。
退火的实质是将钢加热到奥氏体化后进行珠光体转变,退火后的组织是接近平衡后的组织。
退火的目的:(1)降低钢的硬度,提高塑性,便于机加工和冷变形加工。
(2)均匀钢的化学成分及组织,细化晶粒,改善钢的性能或为淬火作组织准备。
(3)消除内应力和加工硬化,以防变形和开裂。
退火和正火主要用于预备热处理,对于受力不大、性能要求不高的零件,退火和正火也可作为最终热处理。
常用的退火方法,按加热温度分为:临界温度(Ac1或Ac3)以上的相变重结晶退火:完全退火、扩散退火、不完全退火、球化退火。
临界温度(Ac1或Ac3)以下的退火:再结晶退火、去应力退火。
1、完全退火工艺:将钢加热到Ac3以上20~30℃,保温一段时间后缓慢冷却(随炉)以获得接近平衡组织的热处理工艺(完全奥氏体化)。
完全退火主要用于亚共析钢(w c=0.3~0.6%),一般是中碳钢及低、中碳合金钢铸件、锻件及热轧型材,有时也用于它们的焊接件。
低碳钢完全退火后硬度偏低,不利于切削加工;过共析钢加热至Ac cm以上奥氏体状态缓慢冷却退火时,Fe3CⅡ会以网状沿晶界析出,使钢的强度、硬度、塑性和韧性显著降低,给最终热处理留下隐患。
目的:细化晶粒、均匀组织、消除内应力、降低硬度和改善钢的切削加工性。
亚共析钢完全退火后的组织为F+P。
实际生产中,为提高生产率,退火冷却至500℃左右即出炉空冷。
2、等温退火完全退火需要的时间长,尤其是过冷奥氏体化比较稳定的合金钢。
如将奥氏体化后的钢较快地冷至稍低于Ar1温度等温,是A转变为P,再空冷至室温,可大大缩短退火时间,这种退火方法叫等温退火。
工艺:将钢加热到高于Ac3(或Ac1)的温度,保温适当时间后,较快冷却到珠光体区的某一温度,并等温保持,使奥氏体转变为珠光体,然后空冷至室温的热处理工艺。
目的:与完全退火相同,转变较易控制。

![退火工艺讲义[1]](https://uimg.taocdn.com/75759011b7360b4c2e3f648b.webp)
1. 初级退火工应知内容1.1 本工种三大规程《退火炉安全技术规程》见附3,《退火工艺操作规程》和《退火炉使用维护规程》见内部资料。
1.2 常用合金牌号、状态、合金的分类及其主要化学成分范围铝及铝合金板带材,常见的合金牌号有1060、1100、1145、1235、8011、3A21、HL01等。
产品状态主要有H18、H14、H24、O等。
1060、1100、1145、1235属于纯铝,8011合金属于Al-Fe-Si系,3A21合金属于Al-Mn系(即防锈铝),HL01是我公司开发的一种新牌号。
《GB/T3190-1996 变形铝及铝合金化学成分》中规定了变形铝及铝合金的化学成分,并适用于以压力加工方法生产的铝及铝合金加工产品及其所用的铸锭和板坯。
为了保证产品质量充分满足国家标准,我公司又相应制定了企业标准和内控标准。
《Q/HN104-1998 变形铝及铝合金化学成分》中规定的部分牌号的主要化学成分范围,见表1。
表1 主要化学成分范围合金牌号主要化学成分范围/%1060Fe≤0.25 Si≤0.201145(1235) Fe=0.35-0.45 Si≤0.151100 Fe=0.50-0.60 Cu=0.05-0.15 Si≤0.153A21 Mn=1.05-1.45 Fe=0.40-0.60 Si≤0.408011 Fe=0.70-0.85 Si=0.55-0.651.3 退火炉的构造、工作原理及主要技术参数铝及铝合金板带材的退火,一般采用箱式退火炉。
退火炉主要由炉体、加热系统、供风系统、排烟系统、冷却系统、电气与仪表控制柜及台车等部分组成。
常见箱式退火炉的主要技术参数,见表2。
该类型退火炉的加热原理如图1所示,由可控硅电加热元件产生热能,通过顶置风机抽风和侧导流板导流,从而对炉内产品形成强制热风循环加热。
表2 箱式退火炉的主要技术参数型号最大装炉量/T 加热功率/Kw 最高加热温度/℃加热区数10吨20吨12 360 535 单24 720 600 双退火工技能鉴定教材第1页共16页1.4 退火的工艺过程及目的退火是铝及铝合金板带材生产中的一个关键工序,其工艺过程由加热、保温及冷却三个阶段组成,如图2所示。
退火小知识一、什么是退火退火是将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
二、退火状态代号1、H1×——冷作硬化状态(中间退火)。
冷轧中间道次进行退火,冷却后不再进行补充热处理。
“H1”后的数字表示冷作硬化的程度。
2、H2×——冷作硬化后部分退火状态(成品退火)。
不完全退火应变硬化+不完全退火适用于大加工率后,以最终的部分退火获得所需要的强度指标的制品。
对于在室温下自然软化的合金,H2、H3对应状态具有相同的低σb值;对其他合金H2、H1对应各状态具有相同的最低σb值,但H2各状态的延伸率稍高。
“H1”后的数字表示经部分退火后,冷作硬化保留的程度。
3、H3×——冷作硬化后稳定化处理状态。
稳定化退火应变应化+低温回复稳定化退火(stabilizing annealing)——为使工件中微细的显微组成物沉淀或球化的退火。
适用于大冷作量后,以低温热处理稳定力学性能的产品。
稳定化处理后,δb值稍有降低,塑性有所改善。
该状态仅适用于不进行稳定化处理,在室温下就会自发软化的合金。
“H3”后的数字表示稳定化处理前冷作硬化保留的程度。
H×1 1/8硬抗拉强度为O——H×2之间的状态H×2 1/4硬抗拉强度为O——H×4之间的状态H×3 3/8硬抗拉强度为H×2——H×4之间的状态H×4 1/2硬抗拉强度为O——H×8之间的状态H×5 5/8硬抗拉强度为H×4~H×6之间的状态H×6 3/4硬抗拉强度为H×4~H×8之间的状态H×7 7/8硬抗拉强度为H×6~H×8之间的状态H×8 硬冷变形程度大致为75%的冷加工时,所得抗拉强度的状态H×9 特硬冷变形程度大致为75%以上冷加工时,所得抗拉强度的状态4、 O——完全退火状态退火到最软状态。
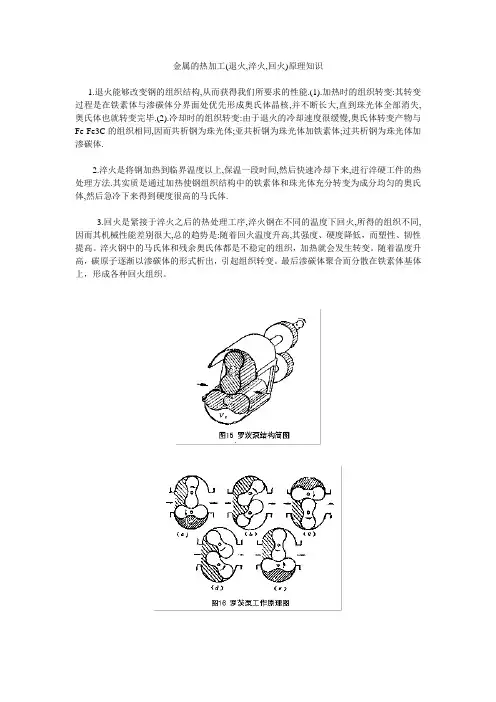
金属的热加工(退火,淬火,回火)原理知识1.退火能够改变钢的组织结构,从而获得我们所要求的性能.(1).加热时的组织转变:其转变过程是在铁素体与渗碳体分界面处优先形成奥氏体晶核,并不断长大,直到珠光体全部消失,奥氏体也就转变完毕.(2).冷却时的组织转变:由于退火的冷却速度很缓慢,奥氏体转变产物与Fe-Fe3C的组织相同,因而共析钢为珠光体;亚共析钢为珠光体加铁素体;过共析钢为珠光体加渗碳体.2.淬火是将钢加热到临界温度以上,保温一段时间,然后快速冷却下来,进行淬硬工件的热处理方法.其实质是通过加热使钢组织结构中的铁素体和珠光体充分转变为成分均匀的奥氏体,然后急冷下来得到硬度很高的马氏体.3.回火是紧接于淬火之后的热处理工序,淬火钢在不同的温度下回火,所得的组织不同,因而其机械性能差别很大,总的趋势是:随着回火温度升高,其强度、硬度降低,而塑性、韧性提高。
淬火钢中的马氏体和残余奥氏体都是不稳定的组织,加热就会发生转变。
随着温度升高,碳原子逐渐以渗碳体的形式析出,引起组织转变。
最后渗碳体聚合而分散在铁素体基体上,形成各种回火组织。
五、罗茨真空泵(一)概述罗茨真空泵是一种旋转式容积真空泵。
其结构形式是由罗茨鼓风机演变而来的。
它于1944 年首先出现于德国,是为适应在 10 ~ 1000Pa 压力范围内具有大抽速的真空熔炼系统而作为机械增压泵使用。
根据罗茨真空泵工作压力范围的不同,分为直排大气的低真空罗茨泵;中真空罗茨泵( 机械增压泵 ) 和高真空多级罗茨泵。
国内用量最多的为中真空罗茨泵 ( 以下简称罗茨泵 ) 。
罗茨泵与其它油封式机械泵相比有以下特点:(1) 在较宽的压力范围内有较大的抽速; (2) 转子具有良好的几何对称性,故振动小,运转平稳。
转子间及转子和壳体间均有间隙,不用润滑,摩擦损失小,可大大降低驱动功率,从而可实现较高转速; (3) 泵腔内无需用油密封和润滑,可减少油蒸气对真空系统的污染; (4) 泵腔内无压缩,无排气阀。
退火与正火工艺知识大全案例:车床主轴零件用45钢制造,为了消除锻造留下的内应力,有利于切削加工,调整组织,便于后续热处理工艺,往往在锻造后选用正火,为什么?一、钢的退火1、何谓退火?将钢加热到适当的温度,保温一定时间,然后缓慢冷却到室温的热处理工艺2、退火目的1)消除内应力(铸件、锻件)2)为后续工序改善工艺性能——降低钢的硬度、提高塑性从而有利于切削加工和冷变形加工(冲击、拉拢)3)细化晶粒,改善组织为最终热处理做好组织准备3、常用的退火方法1)完全退火:加热到A C3以上30-50℃,保温一定时间,然后随炉冷却,得到组织为F+P。
应用:亚共析钢的铸、锻、焊件目的:消除内应力,细化晶粒,降低硬度,有利切削加工,不能用于共析钢∵缓汽时析出网状的Fe3CⅡ,使强度、韧性↓球化退火:加热到A C1以上20-30℃,保温一定时间,然后随炉缓冷到室温,得到组织,球状珠光体——铁素体上均匀地分布球状Fe3C颗粒∵加热温度未达到完全奥氏体化的温度∴有一部分渗碳体未溶解,在保温阶段,这些渗碳体自发形成球状,缓冷时,球状保留并长大应用:共析钢和过共析钢的锻件目的是:使用状及片状的渗碳体成球状,有利于切削加工为以手的淬火作组织准备。
注意:网状严重时,应先正火,再球化退火。
3)均匀化退火:加热到高温,长时间保温,然后随炉缓冷得到组织:晶粒粗大应用:质量要求高的钢、优质合金钢锭和铸件目的是:减少化学成分偏析和组织不均匀性4)去应力退火:加热到低于A C1的温度(500-600℃)保温一定时间,然后随炉缓冷到室温得到组织:组织未发生变化应用:所有钢的铸、锻、焊件,以及冷冲压件二、正火1、何谓正火?将钢加热到A C3或A CGM以上(30-50)℃,保温一定时间,然后在静止空气中冷却的热处理工艺。
2、正火的目的:1)细化晶粒,提高力学性能。
作为普通结构件的最终热处理。
2)消除过共析钢的网状渗碳体,为其它热处理(球足、淬火)作组织准备。
热处理退火-概述说明以及解释1.引言1.1 概述热处理和退火是金属材料加工过程中常用的两种热处理方法。
热处理是通过加热和冷却的方式改变金属材料的组织结构和性能,以达到所需的物理和机械性能。
而退火是一种热处理过程,通过加热至适当温度并保持一定时间后,再缓慢冷却,以减轻金属材料的内部应力,并改善其塑性和韧性。
热处理和退火在金属材料的加工过程中起着至关重要的作用。
通过热处理,我们可以改变金属材料的晶粒尺寸和形状,调节其硬度和强度,提高其耐磨性和耐腐蚀性等性能。
而退火则可以使金属材料的晶粒重新排列,消除内部应力,提高其塑性,使其更容易进行后续的加工和变形。
热处理和退火对金属材料的性能有着显著的影响。
通过合理的热处理和退火工艺,可以使金属材料达到所需的性能要求。
例如,通过淬火处理,可以使钢材获得较高的硬度和强度,适用于制造刀具和机械零件等需要高强度和耐磨性的产品。
而通过退火处理,可以使冷加工硬化的金属材料恢复其塑性和韧性,用于制造需要较高塑性和韧性的产品,如汽车零部件和钢丝等。
总之,热处理和退火是金属材料加工过程中不可或缺的两个环节。
只有通过合理的热处理和退火工艺,我们才能使金属材料达到最佳的性能,从而满足不同工业领域对材料性能的要求。
因此,对于金属材料的研究和应用而言,热处理和退火是不可或缺的重要工艺。
文章结构:本文分为引言、正文和结论三个部分。
下面将对每个部分的内容进行详细介绍。
1. 引言引言部分主要介绍本文所涉及的主题——热处理和退火,并对文章结构进行概述和目的的阐述。
1.1 概述在这一部分,将对热处理和退火的概念进行简要介绍。
热处理是金属加工过程中的一种重要方法,通过对金属材料进行加热和冷却来改变其物理特性。
而退火是热处理过程中的一种方法,主要目的是消除材料的内部应力和提高其可塑性。
本文将重点探讨热处理和退火的原理、过程和应用。
1.2 文章结构本文共分为三个部分: 引言、正文和结论。
引言部分介绍了文章的主题和目的。
残留应力退火一般机械製品於加工面总是免不了会有残留应力的存在,若製品未经适当应力退火处理,在不当的暴露於热源〈例如阳光、热引擎等〉下,会產生变形的现象,另外由残餘应力经常识高度集中在某一局部区域,例如表面,焊接区等,因此会局部降低製品的机械强度。
為避免这些问题,我们必须採用残餘应力退火处理。
此处理是将製品缓慢而均匀的加热至一低於向变化点之温度,然后至於此温度一段时间,在缓慢而均匀的逐步冷却下来,在此过程中最重要的是必须保持製品个区域之冷却速度相同,否则冷却后,由於各区冷却速率的差异,会再度造成残餘应力的出现。
此点对复杂形状之製品尤其严重。
由於一应力退火乃是利用原子在高温有微小潜变的现象,来重组原子位置以消除应力的存在。
因此材料支应力退火温度随著材料之高温潜变能力不同而有所变化。
一般对耐潜变之材料。
例如低合金钢平常所用之退火温度為595~675℃,但高铬合金钢则在900~1065℃。
我们可视情况需要,利用较低的温度与较长的时间,达到与短时间,高温度下处理相同效果支应力消除。
去应力退火处理去应力退火热处理主要的目的,在於清除因锻造、铸造、机械加工或焊接所產生的残留应力,这种残存应力常导致工件强度降低、经久变形,并对材料韧性、延展性有不良影响,因此弛力退火热处理对於尺寸经度要求严格的工件、有安全顾虑的机械构件事非常重要的。
弛力退火的热处理程序係将工件加热到A1点以下的适当温度,保持一段时间(不需像软化退火热处理那麼久)后,徐缓冷却至室温。
特别需要注意的是,加热时的速度要缓慢,尤其是大型物件或形状复杂的工件更要特别注意,否则弛力退火的成效会大打折扣。
钢的正火将钢加热到临界点(AC3、ACcm)以上,进行完全奥氏仜化,然后在空气中冷却,这种热处理工艺,称为正火。
(一)正火工艺正火的加热温度正化学成份AC3以上50-100℃;过共析钢的加热温度ACcm以上30-50℃。
保温时间主要取决于工件有效厚度和加热炉的型式,如在箱式炉中加热时,可以每毫米有效厚度保温一分钟计算。