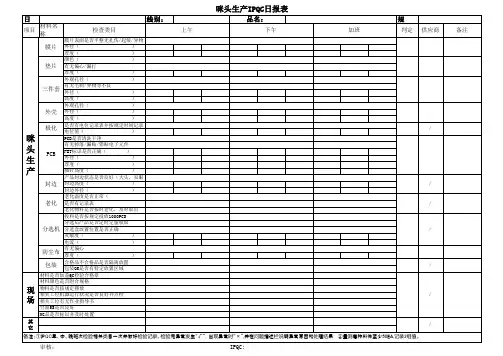
IPQC巡检报告
- 格式:xls
- 大小:36.50 KB
- 文档页数:1
工序检 查 项 目时间8:00-10:0010:01-12:0013:00-15:0015:01-17:00加班备注作业方法是否适合现有在的作业员或适合现有在的作业流程工序作业员上班时是否打瞌睡;作业员是否穿工衣。报表填写是否正确(不能有涂改、字体不清晰等)首件是否在规定时间完成线内首件IPQC需确认每个工位人员技能是否合格;每工位产品质量是否达到要求;作业方法是否有有给出。确认每个工位自检方法是否正确测试前测试人员是否有检查测试设备是否良好客人如对测试设备规定品牌;核对测试设备是否为客人之要求确认测试现场之产品是否有工序标识卡及LOT状态表升级工位有无确认升级成功后在断电功能测试工位是否有漏测部分功能现象IPQC不定时对产线作业进行灵敏度测试(用不良品进行下线测试;查验作业员是否可以发觉)IPQC依据首件对测试后的产品进行不定时的功能确认测试完毕是否有按《标识管理规范》进行标识是否严格按照送检要求送检FQCFQC判定合格之产品产线是否有按规定位置摆放是否有人给予重量范围日期: 检查员: 审核:静电环SOP确认5 S 确认制程过程确认老化架工序品质确认产品入箱前是否有单台过电子秤;产品入库前是否有单箱过电子秤;包装完成的产品是否严格按照《标识管理规范》进行标识1、IPQC每2小时不定时巡检一次,并记录不合格人员的工号、姓名,工位等,内容以表内检查项目为依据(但不限于表內內容)。2、检查合格在相应的格内打“√”,如不合格则在相应的格內打“×”2、当发现有不合格项IPQC现场指出并要求立即改善;对多次违规作业者知会线长对其作出惩罚。3、当天再稽查过程中发现5次以上不符合项;IPQC发出《纠正预防措施》给责任单位;同时发出《停线通知单》;需责任单位回复改善措施后方可复线生产检查打螺丝工位是否有漏打螺丝,螺丝是否打到位抽查半成品外观查验主板是否有相应标识确认从测试线转包装的产品是否有工序标识卡及LOT状态表检查包装点检附件人员是否熟识点检方法并操作熟练点检电子秤秤量是否精确下架前是否有确认每台机器是否工作正常物料上线前确认是否与BOM要求一致检查外壳是否有外观不良,查验主板是否有相应标识检查作业员装PCBA是否装到位检查组装附件人员是否熟识作业方法并操作熟练点检烙铁温度是否正常每工位的使用物料是否与订单要求的物料、名称、规格、数量等相符合确认拉长是否按要求在每2小时段对《检查日报表》进行查看与确认作业员在接触产品时是否戴有手套或手指套和轻拿轻放。产品的堆放是否合理要求(摆放不能出现易倒、堆放层数超出纸箱堆放要求)产品在摆放规定位置处时产品的各类标识单内容填写是否完整、正确。是否每台老化架上都有报表并填写正确工作台面是否摆有别机种的物料或不使用的物料PCBA是否有实施保护措施的摆放(PCBA与PCBA之间有隔板分开堆放)工作台面是否摆放有零食、水杯等。工作地板上是否有纸屑、垃圾等。作业员上班时是否听音乐、看电影或做与工作无关的事情。作业员使用的物料是否与SOP要求的型号、规格、内容一致作业工位是否按SOP的要求进行作业IPQC巡检报告 静电环点检表确认作业员是否戴有静电环,静电环接触是否良好。是否每个作业工位都挂有SOP工位上挂的SOP是否已受控(盖有受控副本或外来文件)工作台面是否摆放整齐