催化裂化汽油的选择性催化加氢脱硫技术
- 格式:pdf
- 大小:111.54 KB
- 文档页数:6
催化裂化汽油加氢脱硫技术及工艺流程分析摘要:经济与社会不断发展、进步,人们生活水平不断提升,我国机动车数量也在快速攀升,与此同时,由机动车尾气排放对环境造成的污染也越来越明显,因此对催化裂化汽油加氢脱硫技术进行研究极具现实意义。
基于此,文章对汽油燃烧排放的硫化物种类及其危害进行了阐述,分析了催化加氢脱硫(HDS)反应原理,并对催化裂化汽油加氢脱硫技术及其工艺流程进行可分析,以期能够为提升汽油脱硫处理质量提供有效参考。
关键词:催化裂化;汽油;加氢脱硫;应用低硫含量是当前世界车用汽油应用发展的主要趋势之一。
对于我国的车用汽油而言,其四分之三以上是催化裂化汽油,也称为FCC汽油。
然而,FCC汽油具备烯烃、硫含量较高,安定性不高的缺陷,对车用汽油指标造成不良影响,此类汽车用油的污染物排放标准难以达到国际先进标准,甚至与国内最新的机动车污染物排放指标相去甚远。
虽说汽油中硫化物含量值不是最高,但是其产生的危害却极大。
一方面,硫化物燃烧生成物主要是SOx的形式,也是引发酸雨的主要因素,而且SOx排放过大也会刺激NO,、CO这些有毒有害气体的生产与排放。
另一方面,硫化物还会使汽油燃烧时还会导致汽车尾气转化器催化剂失效,NO、SOx、CO等有害气体的排放量进一步增加,降低城市空气质量。
除此之外,硫化物也会对金属设备产生一定程度腐蚀危害,影响汽油泵等相关部件的使用寿命,提高了事故概率。
一、催化加氢脱硫(HDS)反应原理分析HDS反应原理,主要是利用在石油中加氢使得含硫化合物氢解形成相应的烃合物与H2S,进而脱去石油中的硫原子,其过程中C—S键的断裂与相应断裂物的饱和是最为基本的化学反应。
例如噻吩和苯并噻吩的HDS过程通常包含了加氢与裂解两途径。
通过加氢使噻吩环双键饱和接着开环脱硫形成烷烃,再通过裂解反应使开环脱硫形成丁二烯,丁二烯在氢环境中饱和。
噻吩经过加氢脱硫处理后主要产生丁二烯、丁烯,丁烷、C2、C3产物则少得多。
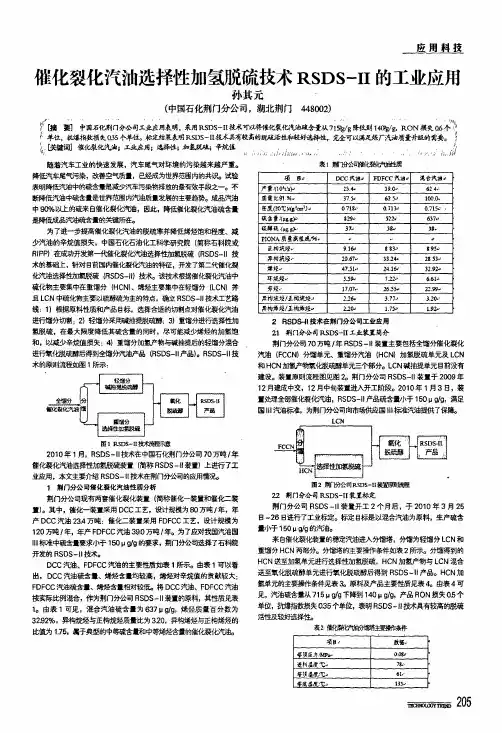
应用科技催化裂化汽油选择眭加氢脱硫技术R SD S-I I的工业应用孙其元’(中国石化荆门分公司,湖北荆门448002)d,。
1“。
4。
j“。
)1j。
’‰?7哺要】中西石化荆f1分公司工业应用表明,采用RSD S—I I技术可以将催化袋化汽油硫舍量从715V g降低到140影g,RoN损失Q6个t ,7卑往,抗螺指教损失035个单位。
标定结果表明R SD S—II拄术具有较高的脱融活胜和较好选择建,完奎可以满足炼厂汽油质量升级的需要。
;Z,D蝴]催d匕裂化汽.油;工嗽应用;选槔洼;加氨脱硫;辛婉值,.,,,,乡随着汽车工业的快速发展,汽车尾气对环境的污染越来越严重。
刚酷气车尾气污染,改善空气质量,已经成为世界范围内的共识。
试验表明喇配书由中的硫含量是减:!拶薄污染物排放的最有效手段之一。
不断降低汽油中硫含量是世界范围内汽油质量发展的主要趋势。
成品汽油中900/0I-Y,_L的硫来自催化裂化汽油,因此,喇氏催化裂化汽油硫含量是降低成品汽油硫含量的关键所在。
为了进一步提高催化裂化汽油的脱硫率并降低烯烃饱和程度、减少汽油的辛烷值损失,中国石化石油化工科学研究院(简称石科院或RIPP)在成功开发第—代催化裂化汽油选择性加氢脱硫(RS D S一)技术的基础上,针对目前国内催化裂化浅由的特征。
开发了第二代催化裂化汽油选择性加氢脱硫(R SD S—I|)技术。
该技术根据催化裂化汽油中硫化物主要集中在重馏分(H C N)、烯烃主要集中在轻馏分(LC N)并且L CN中硫化物主要以硫醇硫为主的特点,确立R SD S—II技术工艺路线:1)根据原料性质和产品目标,选择=-gq适的切割点对催化裂化汽油进行馏分切割;2)轻馏分采用碱抽提脱硫醇;3)重馏分进行选择性加氢脱硫,在最大限度刚刚毒硫含量的同时,尽可能减少烯烃的加氢饱和,以减:!淬烷值损失:4)重馏分加氢产物与碱抽提后的轻馏分混合进行氧化脱硫醇后得到全馏分汽油产品(RS D S一¨产品)。
催化裂化汽油脱硫技术及其进展酱油潘摘要:降低汽油中硫含量以减少汽车尾气中的排放是保护环境的重要举措,而催化裂化(FCC)汽油是汽油的主要来源,降低催化裂化汽油中的硫含量是降低汽油硫含量的关键。
本文以一个本科生的眼光,列举了近年来常用的催化裂化汽油脱硫技术及其研究进展。
正文:1.汽油脱硫的重要性及意义汽油中的硫燃烧转化为SOx,排放到大气中会引起酸雨,SOx也是汽车尾气转化催化剂的抑制物,会降低汽车尾气转化器对NOx、未完全燃烧的烃类(HC)及颗粒物(PM)等的转化效率。
随着环保法规的日益严格,世界范围内对车用燃料的质量要求更加苛刻,低硫“清洁燃料”的生产成为必然的趋势。
2.催化裂化汽油中的硫分布研究表明,汽油中所含硫化物的存在形式有元素硫、硫化氢、硫醇、硫醚、二硫化物以及噻吩等,有机硫化物是汽油中主要的含硫化合物。
针对我国炼厂催化裂化汽油的类型硫含量分布,中国石油大学(华东)化工学院的殷长龙在其文献中有如下表述:催化裂化汽油中含量较多的硫化物有四类:硫醇、硫醚、二硫化物和噻吩类化合物,其中,硫醇硫和二硫化物硫的含量较少,二者之和占总硫含量的15%左右;硫醚硫含量中等,占总硫含量的25%左右;噻吩类硫的含量最多,占总硫含量的60%以上;3.催化裂化汽油脱硫工艺技术目前进行研究和开发的脱硫技术主要集中在三个方面:(1)催化裂化汽油全馏分或其重组分进行加氢脱硫;(2)对汽油全馏分进行吸附脱硫;(3)催化裂化汽油全馏分或其重组分进行氧化脱硫。
下面对这三种脱硫技术做详细介绍。
3.1加氢脱硫技术对于催化裂化汽油全馏分或其重组分进行加氢脱硫来说,其主要难点在于催化裂化汽油中的烯烃在加氢脱硫反应条件下易饱和,造成辛烷值损失。
烯烃含量越高,加氢脱硫过程中烯烃饱和率越高,辛烷值损失也越大。
中国的炼油企业绝大多数的催化裂化装置为重油和渣油催化裂化,与普通催化裂化相比,其汽油中的硫和烯烃含量更高。
烯烃体积分数一般都大于40%,如果在催化裂化部分不采取任何措施,烯烃体积分数可高达60%以上。

2017年08月探究催化裂化汽油加氢脱硫装置技术改造谷佳占郝培波(中海油石化工程有限公司,山东青岛266101)摘要:在催化裂化汽油选择性加氢脱硫技术的辅助下,把一9×104t/a 柴油加氢降凝装置整改为33×104t/a 催化裂化汽油选择性加氢脱硫装置。
为了最大限度的强化催化裂化汽油加氢脱硫的选择性,将催化裂化汽油分馏塔、预加氢反应器等设备安置其中。
关键词:催化裂化汽油;加氢脱硫装置技术;改造内容;工艺程序当下,GB 07930-2013《车用汽油》对车用汽油中硫质量分数提出这样的要求,即小于或等于10μg /g 。
催化裂化汽油加氢脱硫可以被细化为选择性加氢脱硫技术与催化汽油加氢脱硫改质技术。
催化裂化汽油选择性加氢脱硫技术在管控加氢产品的各质量指标上发挥的作用是极为显著的,也为炼厂汽油产品质量优化目标的发挥辅助作用。
1柴油加氢降凝装备实况柴油加氢降凝装备预设生产量为9×104t/a ,年生产时间用8000h 计算。
装备利用一个反应加热炉和一个塔进料加热炉的工艺规划。
柴油加氢降凝装置预设把硫含量指标限值由第IV 阶段的50ppm 降低至10ppm ,降低率80%,该规范把国V 车用汽油牌号由90号、93号和97号分别调整为89号、92号和95号,并在标准附件中增加了98号车用汽油的指标规则。
国车用汽油标准第一次规范了密度指标,在20℃环境下,密度在720~775kg/m 3之间取值,以进一步提升车辆燃油经济性的目标。
2加氢脱硫装置改造方案2.1规模与产品调整后的装置原料为起源于重油催化裂化装置性能稳定的汽油,装备年生产量规定为32万吨,加氢脱硫汽油产品硫质量分数小于10μg /g ,加氢脱硫汽油和重整汽油整合以后与国V 标准清洁汽油硫质量分数的相关标准相统一。
2.2改造后装置工艺流程把从重油催化裂化装备中获取的催化裂化汽油整合进轻重汽油分馏塔中部位置,将重汽油与氢气从分馏塔底端抽出混合充分以后整合进预加氢反应器内,并对汽油内的二烯烃施以加氢对策,使其变为单烯烃。
催化裂化汽油选择性加氢脱硫工艺流程选择李明丰,习远兵,潘光成,聂 红(石油化工科学研究院,北京100083)摘要 研究了催化裂化汽油加氢脱硫各种可能的加工流程。
结果表明,将汽油切割成轻重馏分分别进行处理,可以大幅度减少汽油烯烃在加氢脱硫过程中的饱和;轻馏分汽油中硫醇可以通过碱抽提方式脱除,不影响汽油烯烃含量;由于汽油中的二烯烃在较缓和条件下能促进胶质的生成,需要进行选择性脱二烯烃;由于循环氢中的硫化氢对加氢脱硫反应有抑制作用、对烯烃饱和反应有促进作用,应增加循环氢脱硫化氢系统;产品中的硫醇可经固定床氧化脱除。
根据催化裂化汽油原料特性、反应动力学及工业应用需要确定选择性加氢脱硫的工艺流程。
关键词:催化裂化 汽油 选择性 加氢脱硫 流程 硫醇收稿日期:2009-09-29;修改稿收到日期:2009-12-04。
作者简介:李明丰,教授级高级工程师,博士,主要从事馏分油加氢精制和加氢裂化催化剂的开发以及加氢催化剂活性相结构研究与设计工作。
申请专利40余项,发表论文10余篇。
基金项目:国家重点基础研究发展计划(973项目,2006CB202506);国家科技支撑计划(2007BAE43B01)。
1 前 言近年来,我国经济高速发展促进了石油消费量的急剧增加,目前中国已成为仅次于美国的第二大石油消费国。
大量的石油消费带来严重的空气污染问题。
根据我国年度环境报告,机动车排放污染已逐渐成为大、中城市中心地带空气的主要污染源。
降低汽车尾气污染、改善空气质量已经成为世界范围内的共识。
试验结果表明,降低汽油中的硫含量是减少汽车排放的有效手段之一[1]。
对于多数欧洲国家,从2005年开始,产品汽油硫含量已经小于50 µg/g 。
欧盟从2009年开始所售汽油硫含量需要小于10 µg/g 。
我国汽油标准GB 17930—2006要求从2009年12月31日开始,汽油硫含量小于150 µg/g 。
28通过合理控制汽油中硫和烯烃的含量来实现对汽油的进一步清洁净化,进而有助于充分降低汽车在行驶过程中排放的尾气对自然环境的污染问题。
当前我国炼油化工企业在催化裂化汽油的生产方面越来越注重技术的优化,利用技术改进的方法逐渐降低硫含量的同时,保留汽油的高辛烷值,在未来的发展中采用先进催化裂化汽油选择性加氢工艺技术来实现对催化裂化汽油质量的进一步升级。
1 炼油化工企业催化裂化汽油选择性加氢工艺技术应用现状1.1 催化裂化汽油选择性加氢工艺技术发展成熟我国技术体系的不断完善,针对于石油化工的技术也在进行不断的革新与完善。
尤其是近几年来,催化裂化汽油选择性加氢工艺技术在发展过程当中取得了巨大的突破,技术工艺水平得到提升,目前国内外炼油企业主要采用选择性加氢脱硫技术对催化裂化汽油进行深度脱硫,该类技术操作条件缓和,经济性好,汽油收率高并且氢耗低,辛烷值损失小,是催化汽油脱硫技术的主流。
国内某公司开发的GARDES工艺技术的核心在于其分步脱除催化裂化汽油中硫醇性硫、大分子含硫化合物和小分子噻吩类含硫化合物的“阶梯”脱硫技术和将烯烃定向转化为高辛烷值异构烷烃和芳烃技术的耦合,因而可在大幅度降低催化裂化汽油硫含量和烯烃含量的同时保持其辛烷值,因而具有广泛的原料和产品方案适应性。
国外某公司开发的Prime-G +技术,主要由选择性预加氢系统SHU、预分馏系统和选择性加氢脱硫系统HDS组成。
该技术采用双功能HR催化剂,工艺条件缓和,不会发生芳烃饱和及裂化反应,具有较高的脱硫选择性,在脱硫率大于98%时,马达法辛烷值损失小于1,抗爆性指数损失小于1.5,可用于生产超低硫汽油。
1.2 典型汽油加氢工艺流程全馏分催化裂化汽油先在临氢条件下,通过预处理罐进行胶质等杂质的脱除(需备用另一个预处理罐进行串并联切换操作),再经装有选择性脱双烯/脱硫醇催化剂的预加氢反应器,使硫醇硫与二烯烃作用生成硫醚而转移到重汽油(HCN)中,然后进入分馏塔进行馏分切割;切割后的轻汽油(LCN)中硫醇性硫含量很低,且其总硫含量也较低,因而可直接用于汽油产品调和,而HCN则在临氢条件下进入选择性加氢脱硫反应器以及补充脱硫反应器处理后得到总硫和硫醇含量符合调和要求的改质HCN;最后,将LCN、HCN调和而得到满足标准的清洁汽油调和组分。
催化裂化汽油的选择性催化加氢脱硫技术孙爱国 汪道明中国石油化工股份有限公司安庆分公司(安徽省安庆市246001) 摘要:论述了催化裂化汽油选择性加氢脱硫技术的现状和发展趋势,着重介绍了催化裂化汽油选择性加氢催化剂的制备、影响选择性的若干因素,以及选择性加氢脱硫工艺技术的进展。
对选择性加氢技术与临氢改质技术的差异、选择性加氢工艺与其它工艺的组合应用等问题也进行了讨论。
主题词:催化裂化 汽油料 加氢脱硫 述评 我国催化裂化(FCC)加工能力占二次加工能力比例较大,大部分炼油厂其它二次加工手段欠缺,使得我国汽油总合与国外有很大不同,一般FCC汽油组分占汽油总合的70%~80%,部分炼油厂甚至超过85%。
而国外汽油一般来自FCC 34%、催化重整33%、以及烷基化、异构化、醚化和叠合共约33%。
我国汽油中的硫和烯烃主要来自FCC汽油组分,因此与国外相比我国车用汽油具有高硫、高烯烃的特点。
通过调整FCC操作,应用降烯烃催化剂如G race公司的RFG催化剂和石油化工科学研究院(RIPP)的G OR催化剂、降烯烃助剂,降烯烃的FCC工艺如RIPP的MIP工艺等手段可以降低FCC汽油中的烯烃含量;通过降低重整操作的苛刻度、提高重整原料的切割点,切除苯的前身物———甲基环戊烷和环己烷,可以有效降低汽油的芳烃和苯含量。
但是目前尚没有办法仅通过应用新型催化剂或仅对工艺参数进行调整即可使FCC 汽油的硫含量大幅降低。
FCC汽油脱硫成为生产清洁汽油的关键问题。
1 降低FCC汽油硫含量的技术[1~2]目前正在研究或已得到工业应用的FCC汽油脱硫技术有多种。
如FCC原料加氢预处理;改进FCC催化剂;生物脱硫和吸附脱硫等。
2 FCC汽油加氢脱硫技术的比较临氢改质技术是在对FCC汽油深度加氢脱硫后,通过选择性裂化或异构化等手段使汽油辛烷值恢复。
如Exx onM obil公司有多篇专利通过应用ZS M25分子筛选择性裂化低辛烷值的直链烷烃,使FCC汽油因深度加氢、烯烃大量饱和造成的辛烷值损失得到恢复。
该公司开发的OCT2 G AI N T M工艺宣称不仅能够有效脱除FCC汽油中的硫,还能够控制产品的辛烷值。
而UOP公司的IS A L工艺和RIPP的RI DOS则是通过对经过加氢脱硫处理的FCC汽油进行异构化处理使受到损失的辛烷值得到恢复。
两者的区别在于前者对汽油进行深度加氢脱硫,后者则是进行选择性加氢脱硫。
临氢改质技术可以直接生产硫含量低于30μg/g的清洁汽油组分,而且汽油的烯烃含量很低,辛烷值损失可以控制,但一般氢气消耗很大;操作温度高达350℃;操作空速较低,加氢和改质两段催化剂总空速一般为0.5~1.5h-1,使得催化剂用量增大;在高温下,即便是异构化处理,也会发生比较剧烈的裂化反应,汽油收率会显著降低,依据辛烷值恢复程度不同,收率损失在5%~15%,这些问题使得临氢改质技术的操作费用和生产成本大为增加。
选择性加氢脱硫从提高加氢催化剂的选择性出发,在大量脱除汽油含硫化合物的同时,尽量减少高辛烷值烯烃组分的饱和。
一般反应温度较低(多低于300℃);空速较高(液时空速为2~4 h-1);加氢氢耗较低,催化剂用量较小,操作费用相对较少。
由于烯烃饱和较少,对国内炼油厂而言,使用选择性加氢脱硫技术,在辛烷值损失可接受的操作条件下难以使汽油烯烃体积含量符合低 收稿日期:2002-03-26。
作者简介:孙爱国,工程师,1993年毕业于江苏石油化工学院石油加工专业,从事加氢工艺及清洁燃料生产工艺研究工作。
炼 油 设 计2002年10月 PETRO LE UM REFI NERY E NGI NEERI NG 第32卷第10期于35%的标准。
对于硫含量大于1000μg/g的FCC汽油,选择性加氢技术可直接生产硫含量低于200μg/g的清洁汽油组分。
受催化剂选择性的限制,直接用于生产硫含量小于30μg/g的清洁汽油组分时,辛烷值损失较大,但可以通过对工艺的改进或与其它工艺的组合来减少汽油的辛烷值损失。
3 国内外选择性加氢技术的现状自20世纪70年代后期开始发明FCC汽油选择性加氢脱硫的专利以来,80年代有关选择性加氢脱硫技术的研究集中在新型选择性加氢脱硫催化剂的研制和开发上,其间T exaco,IFP,Am oco, Exx on等国外公司对选择性加氢催化剂的活性金属组元选择、载体改进进行了大量研究工作,有十数篇专利发表。
90年代以后,法国石油研究院(IFP)和Exx onM obil公司分别推出了各自的FCC 汽油选择性加氢脱硫成套技术,并投入商业运行。
Exx onM obil公司推出了SC ANFining技术,催化剂为Exx onM obil和Akzo Nobel公司合作开发的RT2225。
目前已有4套应用SC ANFining技术的工业装置投入运转,一套在建,7套装置进入详细设计阶段。
应用SC ANFining技术可以直接生产硫含量150μg/g以下的加氢汽油组分,但生产硫含量小于10μg/g的FCC汽油组分时,辛烷值损失较大。
为此Exx onM obil公司正在开发第二代SC ANFining技术(SC ANFining II),实验室评价结果表明,与第一代SC ANFining技术(SC ANFining I)相比,在脱硫率达到99%以上时(产品硫含量约10μg/g),烯烃饱和率减少约50%。
将SC ANFining I 装置改造成SC ANFining II装置,投资预计增加30%~40%,可完全利用原有SC ANFining I装置设备[3~4]。
IFP的Prime2G工艺以生产硫含量小于150μg/g的汽油为目标,装置可由闲置的石脑油加氢装置或半再生催化重整装置改造而成。
目前已有至少4套Prime2G装置投入工业运行。
但随着汽油中硫含量低于30μg/g标准的提出,Prime2G技术已不能适应炼油工业的要求,在Prime2G的基础上,IFP推出了Prime2G+工艺,可以生产硫含量小于30μg/g的加氢FCC汽油[5]。
国内对FCC汽油选择性加氢技术的研究起步较晚,20世纪90年代中期由于汽油质量升级的需要,RIPP和抚顺石油化工研究院(FRIPP)以及其它科研单位开始了FCC汽油选择性加氢脱硫技术的开发。
RIPP开发的RS DS技术与FRIPP 开发的OCT2M工艺均可将FCC汽油硫含量降至200μg/g以下,RON损失小于2个单位。
预计2002年初第一套RS DS工业装置将在上海金山投产,2002年第一套OCT2M工业装置将在广州石油化工总厂投入运行。
4 选择性加氢脱硫工艺4.1 选择性加氢脱硫催化剂4.1.1 活性金属的选择FCC汽油选择性加氢脱硫催化剂的活性金属组元多采用C oM o组合。
C o的加入对加氢脱硫反应起着促进作用,对异构烯烃的加氢饱和有轻微的抑制,而正构烯烃的加氢饱和受到C o的强烈抑制[6~8]。
4.1.2 载体的选择和改性使用δ2Al2O3代替γ2Al2O3作为载体,可减小烯烃的加氢饱和[9]。
采用MgO为载体,减少活性金属用量,有益于提高FCC汽油加氢脱硫反应的选择性[10~11],缺点是氧化镁基催化剂相对较软,强度不够,磨损损失较大。
将浸渍了活性金属的MgO与少量Al2O3共混,催化剂的强度提高15%以上,磨损损失下降30%,在脱硫率接近的条件下,选择性还有所上升[12]。
Am oco公司的K ukes 和Sim on G则认为采用弱酸性或无酸性的活性氧化铝载体,浸渍少量的Mg和碱金属,可以获得比以氧化镁为载体更好的选择性[13~14]。
其它各种非氧化铝载体也被用于制备选择性加氢脱硫催化剂。
如水滑石类化合物等[15]。
在FCC汽油选择性加氢脱硫催化剂的制备过程中,碱金属如Na,K,Li等,碱土金属如Mg, Ba,Ca等,镧系稀土如La,Ce等,以及III B族金属如Sc和Y等或其化合物均可作为助剂添加到催化剂中,以提高催化剂的加氢脱硫选择性。
向含K的催化剂中添加I B族金属如铜,可使催化剂的选择性随脱硫率上升而快速下降的趋势变得平缓[16~20]。
4.1.3 催化剂的预处理对选择性影响基本失活的废重油加氢精制催化剂用于FCC 汽油的加氢精制时,表现出了一定的选择性加氢能力,在脱硫率达到85%以上时,烯烃饱和率可—5—第10期 孙爱国等.催化裂化汽油的选择性催化加氢脱硫技术 以小于30%[21~22]。
使用诸如减压蜡油、FCC 轻柴油、FCC 回炼油之类基本不含金属的较重烃油对已预硫化的常规加氢催化剂按照一定步骤进行部分失活处理,可以提高催化剂对FCC 汽油加氢脱硫的选择性30%以上[23~24]。
4.2 原料的选择对FCC 汽油组成分布的研究表明,烯烃主要富集于汽油轻馏分中,而硫和芳烃则多集中在汽油的重馏分段。
将FCC 汽油进行切割,对轻重馏分分别进行处理,可以在脱硫的同时最大程度地减少辛烷值损失。
根据汽油硫含量要求和催化剂选择性的不同,可有两段切割和三段切割两种方案供选择。
早在20世纪70年代,M obil 公司的Orkin 等人就提出将FCC 汽油切割成轻重两个馏分,对重馏分进行常规加氢脱硫即可脱除FCC 汽油中大部分硫,而辛烷值没有明显损失。
IFP 专利提出使用选择性加氢与脱臭或碱性抽提组合工艺以脱除轻馏分中的硫醇和二烯烃,选择性加氢催化剂为含钯催化剂。
而重馏分可使用常规催化剂加氢脱硫[25]。
IFP 的Prime 2G 工艺、Exx onM obil 的SC ANFining 技术在生产硫含量低于150μg/g 的汽油时,采用两段切割。
国内RIPP 的RS DS 工艺和FRIPP 的OCT 2M 工艺均采用两段切割,对轻馏分采用碱洗或液液脱臭处理,对重馏分进行选择性加氢脱硫。
Haldor T ops oe A/S 的专利提出将FCC 汽油分割为三个馏分,重馏分首先在加氢反应器的第一催化剂床层进行加氢脱硫反应,基本脱除含硫化合物,反应产物与中间馏分混合急冷,在相对缓和的反应条件下,加入第二个催化剂床层进行加氢处理,以达到所需的FCC 汽油总脱硫率[26]。
Exx onM obil 过程研究实验室与Exx onM obil 研究与过程公司推荐将FCC 汽油分割为轻馏分(LC N ),中间馏分(IC N )和重馏分(HC N )三个馏分,LC N 通过脱臭或碱性抽提脱硫醇或进行选择性加氢脱硫处理,即可除去硫,作为汽油调合组分;HC N 烯烃含量很低,选用选择性较好的催化剂,很容易脱除HC N 中的硫而辛烷值无明显损失;对硫和烯烃含量均较高的IC N ,建议单独或与HC N 一起应用SC ANFining 或OCTG AI N 工艺进行处理[3]。