挤压设备的设计与选择
- 格式:pdf
- 大小:240.75 KB
- 文档页数:3

和德挤压铸造机标准
和德挤压铸造机标准是指德国挤压铸造机的制造标准和规范。
挤压铸造机是一种专门用于铝合金挤压成型的机械设备。
德国作为世界上著名的机械制造国家,其挤压铸造机具有高质量、高效率和高精度的特点,因此其制造标准也是非常严格和规范的。
德国的挤压铸造机标准主要包括以下几个方面:
1. 设计标准:德国挤压铸造机的设计要符合当地的机械设备设计标准,包括机械安全与防护、结构设计和功能设计等方面。
2. 制造标准:德国挤压铸造机的制造需要遵循严格的工艺和制造标准,确保每一个部件的精度、质量和可靠性。
3. 性能参数:德国挤压铸造机的性能参数包括挤压力、挤压速度、挤压温度等,这些参数需要符合工艺要求,并能够满足客户对产品质量的要求。
4. 检测与测试:德国挤压铸造机需要通过严格的检测与测试程序,确保设备的质量和性能达到标准要求,可以满足客户的需求。
总之,德国的挤压铸造机标准是确保设备质量和性能的重要依据,具备严格的制造和检测要求,以确保生产的挤压铸造产品达到高质量和高效率的要求。

铝挤压工艺技术规范铝挤压工艺技术规范一、引言铝挤压工艺技术规范是为了保证铝挤压制品的质量和工艺一致性,提高生产效率和产品可靠性而制定的。
二、材料选择1. 铝合金应符合国家标准,材料性能应满足挤压加工的要求,确保产品的强度和耐腐蚀性。
2. 铝合金应进行化学成分分析和力学性能测试,并记录在相关文件中。
三、模具设计与制造1. 模具的设计和制造应符合挤压工艺的要求,以确保产品的外形和尺寸准确度。
2. 模具的表面应进行光亮磨削处理,以减小摩擦阻力并提高产品的表面质量。
四、挤压工艺参数1. 挤压温度应根据铝合金的材料特性和产品要求进行确定,确保挤压过程中铝合金的塑性和流动性。
2. 挤压速度应控制在合适的范围内,以保证产品的表面质量和尺寸一致性。
3. 挤压压力应根据铝合金的强度和产品的形状和尺寸进行确定,以避免产生缺陷或变形。
5. 挤压后的铝材应及时进行冷却处理,以保证产品的尺寸稳定性和机械性能。
六、产品检测与测试1. 挤压制品应按照国家或行业标准进行尺寸、外观和力学性能的检测,确保产品符合要求。
2. 检测记录应进行详细记录,并保存文件,以备查阅。
七、挤压设备及维护1. 挤压设备应定期进行维护保养,保证设备的正常运行和工作效率。
2. 挤压设备的润滑部分应及时添加润滑油,以降低磨损和摩擦。
3. 挤压设备应设有过载保护装置,以防止设备的过负荷工作。
八、挤压工艺技术改进1. 随着挤压工艺技术的发展,应不断探索新的工艺流程和工艺参数,以提高产品质量和生产效率。
2. 挤压工艺中的问题和缺陷应及时进行分析和改进,以避免相同问题的再次发生。
九、安全环保1. 挤压车间应配备合适的通风设备和防护装置,以保证操作人员的安全和健康。
2. 废弃铝渣应按照相关法规和标准进行处理和利用,以减少对环境的污染。
结论通过制定铝挤压工艺技术规范,可以有效提高产品的质量和一致性,提高生产效率和产品可靠性,同时也可以保证工作环境的安全和环境的保护。


通用挤出型食品3D打印机的设计通用挤出型食品3D打印机设计:创新引领未来随着科技的不断进步,食品加工行业也在逐步转型,向着更高效率、更低成本的方向发展。
在这个过程中,3D打印技术为食品加工行业带来了革命性的变革。
本文将探讨通用挤出型食品3D打印机的发展和设计,以期为业内人士提供一些参考。
食品3D打印技术,即通过精密的喷嘴和挤出头,将食材逐层堆积,最终形成具有特定形状和结构的食品。
自2010年代初以来,食品3D 打印技术在全球范围内广受,吸引了众多科研机构和企业投身于相关研究和开发。
通用性:通用挤出型食品3D打印机应具备广泛的食材适应性,能够打印多种形态和口感的食品,如固态、液态和凝胶状等。
挤出型:挤出型打印头的选择是食品3D打印机设计的关键。
不同种类的挤出型打印头可以应对不同的食品材料,如柔性材料、硬质材料等。
实用性:在设计和制造通用挤出型食品3D打印机时,应充分考虑设备的可维护性、安全性、打印精度和速度等因素,以确保设备的稳定运行和生产效率。
优势:通用挤出型食品3D打印机具有广泛的食材适应性、高精度制造、低成本高效等优势。
这种打印机还可以通过个性化定制,为消费者提供独特的食品体验。
案例:如荷兰一家公司研发了一款基于挤压技术的食品3D打印机,可打印多种形态和口感的食品。
从固态巧克力、液态果酱,到凝胶状甜点,均可轻松应对。
这款打印机的出现,极大地丰富了我们的饮食文化,也为食品加工行业带来了新的商业机遇。
通用挤出型食品3D打印机在食品加工行业具有广泛的应用前景,其设计和制造需要充分考虑通用性、挤出型、实用性等因素。
未来,随着科研技术的不断突破和市场需求的变化,通用挤出型食品3D打印机将在打印效率、打印材料、设备体积和能耗等方面有更大的发展空间。
如何将此类技术更好地应用于实际生产,提高食品品质和口感,以及降低生产成本,仍是行业需要深入研究和探讨的课题。
让我们期待通用挤出型食品3D打印机在未来为人们带来更多美味的惊喜,同时也为食品加工行业带来更广阔的发展前景。

任务书设计题目:1450t全自动铝型材挤压机设计1.设计的主要任务及目标(1)主要任务:a:各个零件的设计 b:设计说明书 c:绘制各个零件图、液压系统图及电路控制图 d:电子资料一份(2)主要目标:通过对全自动铝型材挤压机的设计,以现在的市场实际需求出发,立足于企业目前的生产实际情况,研制全自动铝型材挤压机机械机构、液压系统以及电路控制实现全自动操作,更加有效的促使结构部件的整体化和合理化,提高结构的强度和耐用性,进而更有利于实现轻量化,节能化,以及减排高效化的最终目标。
2.设计的基本要求和内容(1)基本要求:机械结构:立论正确,文理通顺,简洁完整,技术用语准确,数据计算处理正确;设计合理,工艺可行;图表完备,绘图符合国家规范。
液压系统:合理计算工作压力,适当选取动力部分、执行部分以及辅助部分;绘制符合技术需求液压系统图。
电控系统:进行科学、合理的拟定电路设计图,选取合适的电路元件。
(2)内容:a:通过查阅相关的资料,确定铝型材挤压机机构总体布局及机构方案。
b:综合设计方案,并计算设计出合理的零件设计,选取合适的部分元件,完成铝型材挤压机设计的总装配图。
3.主要参考文献[1]《大型铝合金型材挤压技术与工模具优化设计》刘静安,谢建新主编;冶金工业出版社2003,6[2]《机械制图》左晓明王熊雯主编;高等教育出版社2009,4[3] 《机械设计手册》第四版成大先主编;化学工业出版社2002,1[4]《电气控制与PLC应用技术》崔继仁主编;中国电力出版社2010,2[5] 《铝型材挤压机使用说明书》佛山市业精机械制造有限公司4.进度安排1450t全自动铝型材挤压机设计摘要:1450t全自动铝型材挤压机是实现铝型材挤压加工的最主要设备。
铝型材挤压加工是利用金属塑性压力成形的一种重要方法。
其重要的特点是将金属锭坯一次加工成管、棒、型材完成在瞬息之间,几乎没有任何其他方法可以与之匹敌。
关键词:全自动,铝型材,挤压机,金属,坯锭,型材1450t automatic aluminum extrusion machine designAbstract:Automatic aluminum extrusion machine is 1450 t aluminum extrusion processing of the main equipment. Aluminum extrusion processing is the use of metal plastic pressure forming is a kind of important method. Its important characteristic is the metal ingot billet once completed processed into tubes, rods, profiles between instant, almost no other method can match.Keyword:full-automatic,Aluminium,Profile,Extrudingmachine,Metal,Billet,Proximate matter目录前言 (1)1 1450t全自动铝型材挤压机的工作原理 (2)1.1概述 (2)1.1.1主要技术参数与特点 (2)1.1.2工作原理与基本结构 (2)2 1450t全自动铝型材挤压机的机构系统的设计 (5)2.1盛锭筒的设计 (5)2.1.1盛锭筒的工作环境 (5)2.1.2盛锭筒的受力条件 (5)2.1.3盛锭筒的结构要素及特点 (5)2.1.4盛锭筒的加热方式 (6)2.1.5盛锭筒的结构尺寸设计 (6)2.1.6盛锭筒的强度校核 (8)2.2剪切机构的设计 (10)2.2.1剪切机构的工作环境以及受力条件 (10)2.2.2剪切机构的结构组成及特点 (10)2.2.3剪切力及刀片尺寸的计算 (11)2.2.4调整剪刀与模具之间的间隙 (12)2.3移模滑块机构 (12)2.3.1滑模移块机构的组成 (12)2.3.2移模滑块机构中的特征以及选用的模座 (13)2.4推棒机构 (14)2.4.1推棒机构中挤压杆的工作环境以及受力情况 (14)2.4.2推棒机构中挤压杆的结构及特点 (14)2.4.3推棒机构的计算 (15)2.4.4挤压垫片工作原理、结构形式以及优缺点 (16)2.5供锭机构 (18)2.5.1供锭机构的工作环境以及受力情况 (18)2.5.2供锭机构的结构以及特征 (19)2.6本章小结 (20)3 1450t全自动铝型材挤压机的液压系统的设计 (21)3.1机械机构液压缸的设计 (21)3.1.1主缸的主要零部件设计 (21)3.1.2副缸的主要零部件设计 (23)3.1.3盛锭筒油缸的主要零部件设计 (26)3.1.4剪刀油缸的主要零部件设计 (29)3.1.5方刀压余敲击油缸的主要零部件设计 (32)3.1.6滑模油缸的主要零部件设计 (35)3.1.7托料油缸的主要零部件设计 (38)3.1.8防尘圈压盖的设计 (40)3.1.9对液压缸设计的总结 (41)3.2拟定液压原理图 (42)3.2.1液压泵的配置 (42)3.2.2液压原理控制回路设计 (42)3.2.3液压阀的选择 (43)3.2.4系统性能验算 (44)3.2.5辅助元件的选择 (44)4 1450t全自动铝型材挤压机的电器系统的设计 (47)4.1电器控制系统设计 (47)4.1.1电器控制系统原理 (47)4.1.2电器控制系统设计 (47)4.1.3电器元件选择 (48)4.2 PLC系统硬件配置 (50)4.2.1简述PLC可编程控制器 (50)4.2.2PLC可编程控制器 (50)4.2.3PLC的硬态组件 (51)5 1450t全自动铝型材挤压机的机体外壳设计以及总装 (53)5.1主要结构设计 (53)5.1.1组合结构机架 (53)5.1.2三梁的设计 (55)5.1.3张力柱的强度计算 (57)5.1.4挤压机梁的强度计算 (59)5.2整体结构设计 (61)5.2.1机架结构类型 (61)毕业设计总结 (63)参考文献 (64)致谢 (65)前言机械制造及其自动化是一门研究机械制造理论、制造技术、自动化制造系统和先进制造模式的学科。
前言随着我国橡胶机械工业的快速发展,橡胶制品的应用范围也在不断扩大,因此对于挤出成型技术也有了更高的要求。
在挤出成型的一系列过程中,以温度的调节控制和熔融的物料进入挤出机机头以及橡胶在挤出机主机中塑化的过程最为重要。
螺杆作为橡胶挤出机主机的重要部件,它的设计加工已经很完善了。
随着各种各样的智能控制系统的发展,温度调节控制系统也取得了进展。
然而,挤出机机头的结构设计却仍然有很大的提升空间,并没有发展的很完善。
这是因为在挤出成型的整个过程中,会遇到各种复杂的情况。
而对于机头的设计,目前并没有适用于所有情况的理论公式,实际经验是挤出机机头的设计的主要依据。
机头设计后,通常用试模的方法来确定最后的形状。
这不但增加了设计人员的工作强度,也为整个的设计过程造成了诸多不便,同时也提高了成产成本。
挤出机作为橡胶工业的基本设备,在生产橡胶制品的过程中起着重要的作用,也是决定产品质量的重要设备之一。
国外橡胶挤出机经历了不同的发展阶段,从最初的柱塞式挤出机开始发展,其中经历了普通冷喂料型挤出机以及销钉冷喂料挤出机等阶段,再到现在的复合挤出机,其发展的日益完善,性能和生产能力也不断提高。
固特波公司是在挤出机的发展过程中,最先申请了用挤出机来进行胶电线生产的专利,并改进了该挤出机设备。
由此,挤出方法对于生产日益重要,而先前的手动式挤出机也渐渐地被电动操控挤出机所取代。
早期的电缆和电线源源不断地被柱塞式挤出机生产出来,电缆的生产用挤出法也由此而确定。
挤出机是挤出成型加工过程中的主要设备,除此以外,还有机头、牵引装置、冷却定型装置等附属设备。
橡胶在机筒内塑化熔融,通过机头制成所需要的形状,最后经过冷却定型后就可获得与机头截面形状相吻合的产品。
挤出成型法相比于其他类型的成形方法主要具有以下显着的优点:1、设备制造容易,成本较低,投产快,投资少。
2、产量高,效率快。
3、可以实现连续化生产。
制造较长的型材、管材等也比较容易。
而且产品均匀密实,质量高。
摘要本课题研究的是10MN电极挤压机机械部分的设计。
电极挤压机是炭素行业最重要的生产设备。
是炭-石墨制品成型最重要的设备。
电极挤压设备主要由凉料机、挤压机、冷却系统三部分组成。
在本课题研究的是第二部分,挤压机的设计计算。
本课题要研究的是电极挤压机主运动所需要的主缸和两个侧缸,主缸是柱塞缸,是用来进行主要挤压工作的,柱塞缸只能单方向运动,只有一个进出油口。
两边是两个侧缸,两个侧缸使活塞缸,主要是用来辅助挤压和把主缸拉回来的回程作用,活塞缸能够直线反复运动,前后各有一个进出油口。
三个液压缸要合理的排布。
与三个液压缸相连的是后横梁,后横梁主要起支撑三个液压缸和固定整个机构稳定性的作用。
与液压缸相连的还有一个活动横梁,是用来在用来挤压运动时推动挤压缸和拉回主缸的作用。
还有固定整个机械结构框架的立柱等等。
通过对以上这些零部件的设计、计算、校核等,来完成整个电极挤压机机械部分的设计。
电极挤压机生产的电极可用于很多领域,如国防工业、航空航天、船舶等各行各业,所以对电极挤压机的研究具有很重要的意义。
关键词:电极挤压机,液压缸,后横梁,活动横梁,立柱ABSTRACTThe research is part of 10MN electrode extruder machinery design. Carbon electrodes extruder is the industry's most important production equipment. Is carbon - graphite products forming the most important equipment. Electrode extrusion equipment consisting mainly of cold material, extruders, cooling system consists of three parts. In this research project is the second part of the extruder design calculations.The study is subject to the electrode extruder main movement needed a master cylinder and two side cylinder, master cylinder plunger cylinder is used for main squeeze working piston cylinder movement in one direction only, and only one out of port. Both sides of the two side cylinders, two side cylinder piston cylinder, is mainly used to assist the master cylinder squeeze and pull back the return role, piston-cylinder capable of linear motion repeatedly, before and after each one out of port. Three hydraulic cylinders to a reasonable arrangement. And three hydraulic cylinders are connected to the beams, the beams supporting the major role played three hydraulic cylinders and fixed stability throughout the organization. There is a movable beam is connected to the hydraulic cylinder is used to drive the extrusion cylinder and the back in the master cylinder to effect movement of the extrusion. There are entire mechanical structure frame fixed column and so on. Through the design of these components is calculated, checking, etc., to complete the electrode part of the design of the extruder machinery.Electrode extrusion production of electrodes can be used in many fields, such as the defense industry, aerospace, shipbuilding and other industries, and therefore have a very important significance for the study of electrode extruder.Key words:Electrode extruder, hydraulic cylinders, the beams, the activities beams, columns.目录1 绪论-----------------------------------------------------------------------------------------------------11.1电极挤压机国内外研究现状与发展趋势---------------------------------------------------11.1.1电极直径趋于稳定,电极挤压机不再向大吨位方向发展---------------------------21.1.2大部分设备采用油压直接传动方式------------------------------------------------------21.1.3采用同步自动剪切装置-------------------------------------------------------------------21.1.4采用咀型夹紧机构与更换装置------------------------------------------------------------21.1.5 向自动化方向发展--------------------------------------------------------------------------31.2极挤压生产中所研究的新技术-----------------------------------------------------31.2.1生产过程连续化--------------------------------------------------------------------------31.2.2 提高成型均匀性--------------------------------------------------------------------------31.2.3 革新咀型设计--------------------------------------------------------------------------41.2.4 预压真空脱气--------------------------------------------------------------------------41.3 本章小结------------------------------------------------------------------------------4 2研究内容----------------------------------------------------------------------------------------------52.1总体参数------------------------------------------------------------------------------------------52.2液压缸--------------------------------------------------------------------------------------------52.3 料室-----------------------------------------------------------------------------------------------62.4 横梁-----------------------------------------------------------------------------------------------62.5 咀形-----------------------------------------------------------------------------------------------62.6挤压力回程力分配------------------------------------------------------------------------------72.7本章小结------------------------------------------------------------------------------------------7 3方案确定----------------------------------------------------------------------------------------------83.1方案比较------------------------------------------------------------------------------------------83.2本章小结-----------------------------------------------------------------------------------------94 尺寸计算和校核----------------------------------------------------------------------------------104.1液压缸的计算与校核-------------------------------------------------------------------------104.1.1柱塞缸的计算-------------------------------------------------------------------------------104.1.2活塞缸的计算-------------------------------------------------------------------------------124.1.3柱塞液压缸的强度校核-------------------------------------------------------------------144.1.4活塞液压缸的强度校核-------------------------------------------------------------------184.2立柱参数的设计计算-------------------------------------------------------------------------214.3后横梁的设计计算与校核-------------------------------------------------------------------234.4螺柱螺栓的设计计算与校核----------------------------------------------------------------294.4.1活塞缸压盖上螺柱的确定----------------------------------------------------------------294.4.2活塞缸缸底上卡箍螺柱的确定----------------------------------------------------------314.4.3柱塞缸缸底法兰上螺柱的确定----------------------------------------------------------334.4.4柱塞缸缸底上螺柱的确定----------------------------------------------------------------354.4.5柱塞与挤压杆连接螺栓的确定----------------------------------------------------------374.4.6挤压杆与挤压环连接螺栓的确定-------------------------------------------------------394.5 本章小结---------------------------------------------------------------------------------------41 5结论----------------------------------------------------------------------------------------------------42参考文献-----------------------------------------------------------------------------------------44 致谢-------------------------------------------------------------------------------------------461 绪论电极挤压机是炭素厂最重要的生产设备,它的吨位和性能决定着该企业在行业中的地位。
铝合金型材挤压工艺一、引言铝合金型材在现代制造业中扮演着重要的角色,其具有重量轻、强度高、耐腐蚀等优点,因此在建筑、交通、电子、航空等领域得到广泛应用。
而铝合金型材的生产加工采用挤压工艺成为主流趋势,因为挤压工艺可以实现高效率、低成本、灵活性强等优势。
本文将就铝合金型材挤压工艺进行详细的介绍,包括挤压工艺的原理和流程,工艺参数的优化,设备的选择和维护等方面,旨在为相关行业提供指导和参考。
二、挤压工艺的原理和流程挤压是一种将金属通过压力挤压成型的加工方法,它是铝合金型材的常用生产工艺。
挤压过程通过金属在一定条件下受到挤压力而发生形变,从而获得所需的截面形状。
一般来说,挤压工艺包括以下几个步骤:1.模具设计和制造挤压工艺的第一步是进行模具设计和制造。
模具的设计要满足产品的形状和尺寸要求,同时考虑金属的流动性和挤压后的变形情况。
模具的制造需要选用耐磨、高强度的材料,以确保模具的稳定性和寿命。
2.铝合金型材的选择在挤压工艺中,选择合适的铝合金型材是非常关键的一步。
不同的合金成分会影响挤压的难易程度和成品的性能。
通常使用的铝合金包括6000系列和7000系列,它们具有良好的挤压性能和机械性能。
3.挤压过程挤压过程是铝合金型材生产中最关键的一步。
在挤压过程中,铝型材通过挤压机的挤压头部分受到一定的挤压力,从而在模具中形成所需的截面形状。
挤压速度、挤压力和温度是影响挤压质量的重要工艺参数,需要严格控制。
4.后处理工艺挤压成型后的铝合金型材还需要进行后处理工艺,包括去毛刺、锯切、拉伸、热处理等。
这些工艺主要是为了改善铝合金型材的表面质量和性能。
三、挤压工艺参数的优化挤压工艺参数的优化是铝合金型材生产中非常重要的一环。
通过合理的工艺参数优化,可以提高型材的表面质量、机械性能和成品率,降低能耗和生产成本。
1.挤压速度挤压速度是影响挤压成品质量的重要参数。
过快的挤压速度会导致金属晶粒的变形和拉伸,从而影响型材的表面质量;而过慢的挤压速度则会增加挤压力,增加能耗和降低生产效率。
第 57 卷第 5 期2020 年 10 月化 工 设 备 与 管 道PROCESS EQUIPMENT & PIPINGV ol. 57 No. 5Oct. 2020聚烯烃装置挤压造粒设备的选型与应用王思博,汪洋,刘益弘,游宇,宋宇宸(中国寰球工程有限公司北京分公司,北京 100012)摘 要:随着低油价降低油制聚烯烃成本、聚烯烃市场需求的扩大化应用,我国聚烯烃项目总产能持续增长,自给率和开工率不断上升,行业着力发展高端聚烯烃,实现逐步替代进口,挤压造粒机作为聚烯烃项目的关键设备之一,科学的设备选型影响项目运行稳定性和经济性。
本文通过整理聚烯烃在国内外的主要市场应用,介绍用于加工聚烯烃材料的挤压造粒机的结构型式和分类,对比研究挤压造粒各类型设备的布局方式和优缺点,以满足不同聚烯烃项目加工方案和结构布置,结合已建或在建项目的应用研究,实现挤压造粒设备在经济性、设备布置、生产能力等方面的比选,为后续项目建设提供设备选型参考。
关键词:聚乙烯;聚丙烯;挤压造粒机;L 型;直线型中图分类号:TQ 050.2;TH 122 文献标识码:A 文章编号:1009-3281(2020)05-0033-004收稿日期:2020-04-20作者简介: 王思博(1991—),男,工程师,硕士。
研究方向为聚烯烃挤压造粒技术。
目前,聚烯烃是薄膜、板材、非金属管材、各类成型制品和电线电缆等的关键原材料。
在包装、农业、电子、汽车、电气、机械、日用品等方面有着广泛的应用。
其中聚乙烯和聚丙烯是聚烯烃中需求最多的两种产品[1-4]。
从反应制造得到聚乙烯和聚丙烯粉料,到将其包装运输到加工厂,需要用挤压造粒机对粉料聚合物进行混炼、挤压、造粒等过程,将具有粉尘易爆性的粉料聚烯烃制成便于包装、计量和运输的颗粒状聚烯烃物料。
根据物料特性、生产能力的需求和布置占地的要求的不同,挤压机厂家设计出了多种挤压造粒机型式以满足不同的客户需求。
国际饲料科技耵挤压设备的设计与选择
挤压技术已出现近一个世纪,此技术始于橡胶工业生产。
如:软管和胶带。
依靠成批挤压的理念,挤压很早就应用在面条生产上。
20世纪40年代,连续挤压在食物上首次应用,生产膨化谷物、玉米粉或粗面粉的小吃和粗面面条。
动物的日粮原料和成品料的挤压工艺始于20世纪50年代的宠物料生产。
这个行业仅在美国就约130亿美元的产业,在欧洲更高。
如今.挤压工艺被认为是一种高温且短时间的“生物反应器”,对高消费者的吸引力是,挤压工艺能把大量的原料转变成半成品或成品。
食品项目的例子包括.多种多样的零食、面食、大豆或蔬菜制品和早餐麦片等。
以吨位数计,毫无疑问,宠物料占主要优势。
挤压的过程是将宠物配方中的小部分淀粉连续加工。
使用不同形状的模具创造任何形状的宠物料,以吸引宠物主人。
动物饲料挤压工艺的一个重要应用是生产水产饲料。
在某些情况下,生产浮性料是满足需要或用来适应目标物种的饲喂习惯。
在其他情况下,挤压使不同配料附聚成下沉的食物,这种食物能在水中保持数小时不分解。
挤压在动物饲料原料中的又一广泛用途是将大豆原料加工成全脂豆粉,用于非反刍动物饲料,易于消化。
大豆原料挤压过程的应用显著扩大了低成本设备的实用性,能把大豆原料充分加热,使抗胰蛋白酶和其他抗营养因子变性。
Hancock(1992),Hancock(1989)和Hancock等(1991】评价了挤压大豆在非反刍动物饲料中应用的必要条件。
Hancock等(1991)证明,当大豆干焙烧被挤压工艺取代的时候,保育期的仔猪大豆蛋白利用率提高。
收稿日期:2009—12—28
KeithCBehnke
美国大豆协会国际项目北京办事处
1挤压设备
如今动物饲料的挤压设备一般分为2类:单螺杆挤压机和双螺杆挤压机(Harper,1989)。
1.1单螺杆挤压机
从工程学的角度看.挤压机仅仅是提供必要的压力并迫使处理的饲料通过限制性模具加工的泵。
在穿过膨化腔运行期间,饲料处于挤压机的固定组件和旋转组件间,由摩擦产生的大量热量加到饲料上。
因此。
挤压机常被当成是“热交换器”。
饲料加工的压力和温度曲线,在一定限度内可自由选择,在螺杆设计和操作控制的条件下变化。
由于把压力应用到膨化腔中。
通过模具的选择和设计,成品的形状很易控制。
蜃科籍
器
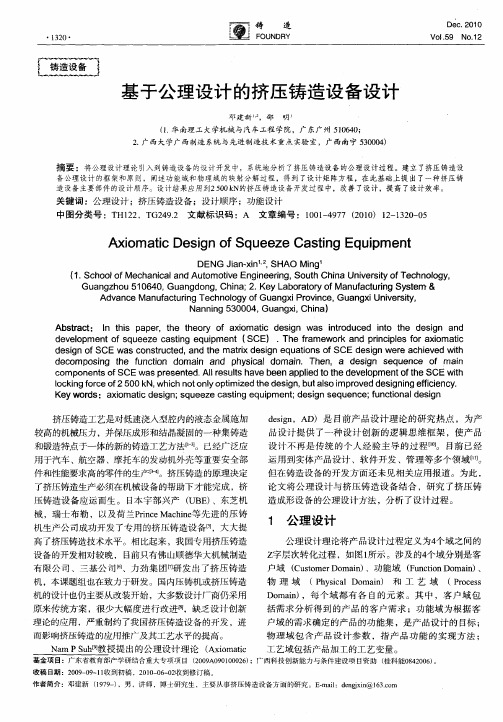
图1挤压系统的通用组件
单螺杆挤压机的主要特征见图l。
在大多数情况下。
预调质器连同挤压机增加饲料加工的湿度和热吸收。
降低机械功率需求。
增加产量。
预调质器在大气压下正常运行,提供一种水或蒸气或二者兼有的方法,统一进行饲料加工。
添加剂包括,维生素、香料、颜料及肉浆等。
预调质器为饲料在进人挤压膨化腔前吸收足够的热量和水分,提供了必要的调
饲料研究FEEDRFSEARCHNO.2.2010
73 万方数据
万方数据
挤压设备的设计与选择
作者:Keith C Behnke, 程宗佳
作者单位:美国大豆协会国际项目北京办事处
刊名:
饲料研究
英文刊名:FEED RESEARCH
年,卷(期):2010(2)
1.刘章武.雪芳军.武军挤压法生产玉米面条的工艺探讨[期刊论文]-粮食与饲料工业2001(10)
2.顾尧臣主食面制品加工技术的探讨和建议(二)[期刊论文]-粮食与食品工业2003(4)
3.张守文应用挤压膨化加工技术大力开发谷物保健食品[会议论文]-1999
4.张威振稻草板让墙材更"绿色"[期刊论文]-建材工业信息2005(6)
5.李政萍.舒畅如何让挤压加工过程运转流畅[期刊论文]-国外畜牧学-猪与禽2010,30(2)
6.边新法.朱骥.Bian Xinfa.Zhu Ji螺旋输料机叶片的拉伸成形工艺[期刊论文]-工程机械2006,37(1)
7.薛庆林.王昕伟熟化面条的生产与挤压膨化面条机[会议论文]-2002
8.徐英英.王红英.李军国.XU Ying-ying.WANG Hong-ying.LI Jun-guo9SJP-20型秸秆揉切挤压机的研制[期刊论文]-农机化研究2006(7)
9.张丽华.孙朝义螺旋叶片的冷压胎设计[期刊论文]-煤矿机械2002(2)
10.王超含盐和糖的米粉的双螺杆挤压装置[期刊论文]-食品科技2003(11)
引用本文格式:Keith C Behnke.程宗佳挤压设备的设计与选择[期刊论文]-饲料研究 2010(2)。