拉弯矫直原理(精)
- 格式:ppt
- 大小:430.50 KB
- 文档页数:42

矫直机第1章前言拉伸弯曲矫直机应用于精整机组中,对薄带材进行矫直.目前,国外已经开发生产出多种机型,并已广泛应用.我国尚在研制开发阶段,需加速发展独立成套.1.1 拉弯矫直机及其发展由于冷轧带钢中存在较大的残余应力,使得板面产生波浪和翘曲,不能满足用户的使用要求,需要对其进行矫直.板带材的矫直设备主要有以下三种形式:辊式矫直机,拉伸矫直机和拉弯矫直机.辊式矫直机对中厚板矫直效果良好,而对于薄带材则效果较差;拉伸矫直机依靠夹紧装置或张力辊组产生拉伸变形,使带材产生一定的塑性变形而达到矫直的目的,但由于张力较大,会降低带材的机械性能.基于以上原因便产生了拉弯矫直机,他综合了拉伸矫直机和辊式矫直机的优点,用较小的张力使带材产生较大的塑性变形,达到矫直带材的目的.这种设备对于薄带材矫直效果非常好,便于成卷作业,在薄带材矫直中逐渐取代了其他两种形式的矫直机.早期的拉弯矫直机只是拉伸矫直机和辊式矫直机的简单组合,见图 1.1a,矫直效果并不显著.后来出现了如图1.1b所示类型的拉弯矫直机,这种矫直机既减少了矫直辊的数量,又达到了较好的矫直精度.经过不断的开发研究,近年来又出现了多重拉弯矫直机,如图1.1c,使用了两组以上的矫直辊组,并增加了支撑辊的数目,提高了矫直辊的抗弯刚度和强度,这样就可以矫直高强度的薄带材.拉弯矫直机的设计制造方法,在国外已较为成熟,而国内只作过小型样机及理论探讨,还未达到在生产中应用的程度.设计拉弯矫直机的难点是矫直理论相当复杂,张力辊组的速度和张力控制也较复杂.图1.11.2 翁格勒拉弯矫直机的结构与特点下面通过武钢冷轧厂从德国(Ungerer) 机器制造有限公司引进的拉伸弯曲矫直纵横剪机组来认识一下这一类矫直机的结构特点。
1.2.1 拉弯矫直机的特点拉伸弯曲矫直机主要由三部分组成。
一部分是带有弯辊调节装置的23 辊式矫直机本体;另一部分是张力辊组(也称S 辊组) 和传动部分。
1.2.1.1 弯曲矫直机弯曲矫直机为23 辊式,辊径为25mm。

拉弯机原理拉弯机是一种用于金属板材加工的机械设备,它能够将金属板材进行弯曲加工,广泛应用于航空航天、汽车制造、建筑等领域。
拉弯机的工作原理是通过施加力量使金属板材产生塑性变形,从而实现弯曲加工。
下面将详细介绍拉弯机的工作原理。
拉弯机主要由机架、液压系统、传动系统和控制系统组成。
在工作时,首先将金属板材放置在拉弯机的工作台上,然后通过控制系统调整工作台的位置,使得金属板材处于所需的弯曲位置。
接下来,液压系统开始施加压力,通过液压缸将压力传递到上模,上模再将压力传递到金属板材上。
在受到压力的作用下,金属板材产生塑性变形,从而完成弯曲加工。
拉弯机的工作原理可以简单概括为“施加力量使金属板材产生塑性变形”。
在实际工作中,拉弯机可以根据不同的工艺要求进行调整,包括调整液压系统的压力、调整工作台的位置以及更换不同形状的上模等。
这些调整可以使拉弯机适用于不同厚度和材质的金属板材,实现精准的弯曲加工。
拉弯机的工作原理非常简单,但在实际应用中需要注意一些问题。
首先,需要根据金属板材的材质和厚度合理选择施加的压力,过大或过小的压力都会影响弯曲加工的质量。
其次,需要合理安排上模的形状和工作台的位置,以确保金属板材能够得到均匀的弯曲。
此外,还需要定期对液压系统和传动系统进行检查和维护,以确保拉弯机的正常工作。
总的来说,拉弯机的工作原理是通过施加力量使金属板材产生塑性变形,从而实现弯曲加工。
在实际应用中,需要根据不同的工艺要求进行调整,并注意设备的维护和保养,以确保拉弯机能够稳定、高效地工作。
希望本文能够帮助读者更好地了解拉弯机的工作原理,从而在实际应用中更加熟练地操作和维护拉弯机。

1450mm铝带拉弯矫直机组控制原理
陶雨中
【期刊名称】《有色金属加工》
【年(卷),期】2004(033)005
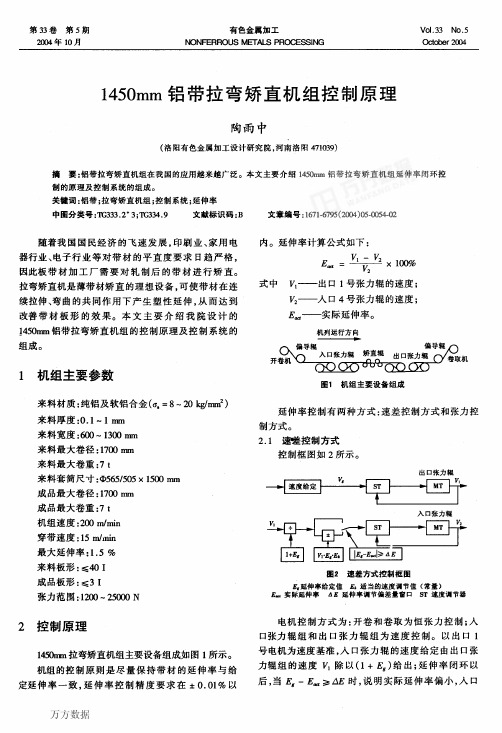
【摘要】铝带拉弯矫直机组在我国的应用越来越广泛.本文主要介绍1450mm铝带拉弯矫直机组延伸率闭环控制的原理及控制系统的组成.
【总页数】3页(P54-55,45)
【作者】陶雨中
【作者单位】洛阳有色金属加工设计研究院,河南,洛阳,471039
【正文语种】中文
【中图分类】TG333.2+3;TG334.9
【相关文献】
1.Modbus通讯在1450mm拉弯矫直机的应用 [J], 崔建新
2.1450mm铝带拉弯矫直机列电控系统的设计与应用 [J], 刘越;牛庆军
3.1500mm铝带拉弯矫直机组的矫直及控制原理 [J], 李爽;郭慧;李彬彬
4.浅谈铝带拉弯矫直机组的电气传动控制原理 [J], 李旭亮
5.铝带拉弯矫直机熨平辊装置分析探讨 [J], 王峰
因版权原因,仅展示原文概要,查看原文内容请购买。

拉伸弯曲矫直机原理、结构及制造工艺冶金环保事业部技术工艺部章炳泉1前言拉伸弯曲矫直机组(简称“拉矫机”)是为适应带材高要求的平直度需要发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点,它的工作特点是在张力辊拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得板带矫直,它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷,明显提高了板形质量。
2拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构(具体详细结构介绍见图,将详细口述)。
拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
3.1拉伸弯曲机座拉弯矫直机座使带材产生拉伸弯曲变形,由弯曲辊单元与矫直辊单元组成,弯曲辊由两个或多个小直径的弯曲辊,它使带材在张力作用下,经过剧烈的反复弯曲变形,导致带材产生塑性延伸,以达到工艺要求的延伸率。
弯曲辊机座的结构,要据工艺要求进行合理确定结构形式,工艺设备结构满足工艺要求使用性能,应用方便合理,设备制造工艺能达到设备要求性能。
拉伸弯曲矫直机应用于铝带精整中的探讨摘要:拉伸弯曲矫直机是目前常用的材料矫直设备,能够在很大程度上满足热轧钢板的平直度要求,此种设备不仅具备辊式矫直机的特点,同时还具备拉力矫直机的优点,能够在张力辊拉伸和弯曲辊反复连续性的联合作用下,让热轧钢板发生形变,致使得到矫直后的板材,最大限度控制热轧钢的各种能够形状问题,提高板材的质量。
而对于铝带精整来说,单指铝板的加工,我国每年大约七层左右的铝板在市面上流通,并且在流通以前此类铝板都要经过精整,所以铝板带的生产加工工序进行优化和调整,是非常重要的,并且还要有效控制各铝板带的加工工序。
因此,本文概述拉伸弯曲矫直机的特点和矫正原理,介绍铝带精整的控制内容和原理,探讨矫直张力与初始张力的关系,以及带材运行速度变化对于矫直张力的影响。
关键词:拉伸弯曲矫直机;铝带精整;特点原理;应用探讨;在社会发展的推动作用下,铝带精整行业也随之得到发展,同时铝带的使用要求也在不断提高,其中就包括铝带的平直度。
相较于传统的拉力矫直机来说,让加工材料在极限作用力下发生形变,从而重新塑造材料的形状,直至达到预定的平直度,但是由于受到材料自身厚度变化的影响,随着厚度不断增加,拉力矫直机组在运行过程中,功率会不断增加,同时机组的尺寸也随之增加变大,同时能源方面的消耗也会不断增加;而辊式矫直机又只针对较厚的加工材料,对于厚度较小的材料来说与拉力矫直机相差不大,因此基于此种情况,将两种机组进行结合,研发出了拉伸弯曲矫直机,能够有效消除板材在进行加工时,内部应力不平衡的问题,实现既定平直度的要求,能够适用于不同厚度的加工板材,致使精整后的板材平直度能够满足要求。
1 概述拉伸弯曲矫直机的特点和矫正原理1.1特点想要了解拉伸弯曲矫直机的特点,首先要知道热轧板材自身会存在哪些问题和缺陷,如浪形、卷边等,能够直接影响板材板形的问题。
进而拉伸弯曲矫直机就是为了处理此类问题而出现的,热轧板材在拉伸弯曲矫直机的作用下能够有效改善板材的力学性能,例如:拉伸弯曲矫直机设备工作时,带材受到拉伸和弯曲的双重作用,拉伸作用下带材沿几何中心层被拉伸,弯曲作用下中心层向弯曲内侧偏移,而弹复时中心层并没有完全回到初始位置,从而产生了剩余延伸率,剩余延伸率就是改善板材板形的关键。