高阻抗电弧炉的电气特性
- 格式:pdf
- 大小:140.71 KB
- 文档页数:2
高阻抗电弧炉的设计特点和应用引言高阻抗电弧炉是一种高效率的新型炼钢炉,它具有一系列突出的优点:能大幅度地降低电能和电极消耗、能显著地减少对供电电网的短路冲击和谐波污染。
高阻抗电弧炉吸取了近25年来出现的所有电弧炉炼钢新技术,再加上泡沫渣的成功应用,使得一直发展缓慢的交流电弧炉在电弧稳定性、效率和对电网短路冲击减少方面均可同直流电弧炉相媲美。
本文介绍了带饱和电抗器和固定电抗器的高阻抗电弧炉。
前者具有高超的伏安特性,使短路电流很小,基本上达到了恒电流电弧炉特性。
1 高阻抗电弧炉的供电电源1.1 对供电可靠性的要求电弧炉属于热加工设备,如果中途停电,会造成很大的损失:使电耗和原材料增加,使产品质量下降,甚至造成整炉钢水报废,炉子越大损失越大。
根据有关规范规定,电弧炉属于二级负荷。
对于炉子容量在50t及以上的电弧炉通常由两路独立高压电源供电,炉容较小的可由一路高压电源供电。
1.2 公共供电点的确定电弧炉的公共供电点系指其与电力系统相连接的供电点,并接有其他用户负荷。
对公共供电点的要求主要考虑以下因素:1)供电变压器容量要能适应电弧炉负荷特性的要求;2)由电弧炉负荷引起的公共供电点的电压波动和电压闪变值、以及谐波电流值不得超过国标GBl4549-93中的允许值;3)由电弧炉负荷引起的公共供电点的电压不对称度不得超过2%。
电弧炉的公共供电点有两种情况,其一是电弧炉系统直接与电力系统相连接;其二是电弧炉系统通过企业总变电所与电力系统相连接。
电弧炉一般不由车间变电所供电。
当电弧炉由企业总变电所母线供电时,为了防止对其他负荷供电质量产生不良影响,一般要求供电变压器的容量为电炉变压器容量的2.5倍以上。
当不能满足此要求时,或增大供电变压器容量;或采用专用中间变压器供电,这需要经过技术经济比较来确定。
当采用专用中间变压器供电时,该变压器容量的选择,应与电炉变压器经常过负荷运行状。
消除电网干扰的高阻抗电弧炉姜子晴;张维;韩星;宋艳慧;杭建璞;孙涛【期刊名称】《工业加热》【年(卷),期】2016(045)004【摘要】高阻抗电弧炉是一种新型炼钢装备,具有二次电压高、二次电流较小、电效率高、功率因数高、电耗低,电极消耗低等优点.近年来,随着高阻抗电弧炉长弧操作的应用,消除电网干扰的研究工作显得越来越重要了.基于高阻抗电弧炉的供电原理,阐述了消除供电电网干扰的一些主要措施,同时将高阻抗电弧炉与普通低阻抗电弧炉的运行数据进行了比较,从而体现出其运行优势.【总页数】4页(P71-73,76)【作者】姜子晴;张维;韩星;宋艳慧;杭建璞;孙涛【作者单位】西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061;西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061;西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061;西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061;西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061;西安电炉研究所有限公司,陕西西安710061;陕西省电炉工程技术研究中心,陕西西安710061;中冶电炉工程技术中心,陕西西安710061【正文语种】中文【中图分类】TF345.5【相关文献】1.测量架空输电线路正序阻抗干扰电压的消除方法 [J], 李永锋;吴建军2.消除工频干扰实测线路零序阻抗及互感阻抗 [J], 刘桂英;粟时平3.高阻抗高电压的交流电弧炉设计 [J], Knoop.,M;沈耕森4.减轻对电网冲击的高阻抗电弧炉 [J], 张涛; 花皑5.消除右胸电阻抗容积波中呼吸干扰的方法 [J], 郭建平;胡耄祺;张其善因版权原因,仅展示原文概要,查看原文内容请购买。
减轻对电网冲击的高阻抗电弧炉1 概述随着半导体电力电子技术的发展与进步,各种变流变频装置已广泛用于工业及民用领域,煤矿提升机也比较普遍的采用晶闸管供电的直流拖动,称为提升机晶闸管电控系统(SCR-D)。
晶闸管电控系统具有调速平稳准确、效率高、容易维护、可引入计算机监控等优点,目前国内大功率的矿井提升机采用较多。
但是晶闸管电控系统也会对电网产生一些不良影响。
由于晶闸管变流器采用相切控制方式调节电压或电流,使电网正弦电压波形受到切割,并由此产生谐波电流,导致供电电网电压波形畸变。
SCR-D系统在整个运行期间功率因数偏低(一般在0.02~0.8之间),同时启动无功冲击大,引起电网电压发生波动,尤其对于矿井提升机这类短时重复工作制的负荷,电压波动问题更加突出。
综上所述,SCR-D系统对电网的不利影响主要表现在:①产生谐波电流;②平均功率因数低;③起动无功冲击大。
1.1谐波电流问题根据国内外有关技术文献及规程,电网谐波(分量)的定义为“对周期性交流量进行傅立叶级技术分解,得到的频率为基波频率整数倍的分量”。
在假定发电机输出的电压为理想正弦波形的前提下电网的波形主要由具有非线形特性或者对电流进行周期性开闭的电器设备产生,这类设备分为以下两种:⑴装有电力电子器件的设备,例如变流器、变频器、交流控制器、电视机等。
⑵具有非线形电流电压特性的设备,例如感应炉、电弧炉、气体放电灯和变压器等。
随着晶闸管电路的广泛应用,这类设备成为主要的谐波源。
晶闸管在对电流进行相切控制时,正弦电流的一部分进入负载,转化为功率,另一部分能量返回电网,其频率为电网频率的整数倍。
这部分电流称为谐波电流。
因此,我们可将晶闸管变流器看作谐波电流源,整个电网作为他的负载。
为了保证所有电器设备的正常工作,各工业国家都对谐波问题开展了深入的研究工作,并制定出了相应的规程标准。
我国于1984年颁布了《电力系统谐波管理暂行规定》,后又于1993年发布了国家标准《电能质量:公用电网谐波》,规定了电网谐波的允许值。
60 t高阻抗电弧炉供电制度优化马腾霄;李笑【摘要】The power supply mode has been recalculated and optimized according to the electrical design principle and the basic design data of 60 t high impedance electric arc furnace, as so to increase the heat efficiency.The power consumption for average ton of steel reduces about 44 kWh with remarkable economical benefit.%根据高阻抗电弧炉电气设计原理及60 t电弧炉基础设计数据,对其供电模式进行重新计算与优化,使热效率提高,平均吨钢电耗降低约44 kWh,经济效益显著。
【期刊名称】《大型铸锻件》【年(卷),期】2016(000)005【总页数】3页(P40-41,43)【关键词】高阻抗;供电模式;热效率;优化【作者】马腾霄;李笑【作者单位】中国第二重型机械集团公司,四川618013;中国第二重型机械集团公司,四川618013【正文语种】中文【中图分类】TF748.4160 t电弧炉是引进先进技术新建的一台高阻抗电弧炉,相比普通电弧炉这种高阻抗电弧炉设计中主要存在以下两点不同:(1)提高了电炉变压器二次电压,降低了二次电流,因此必须选择合理的电抗值进行匹配,使得冶炼时功率因数在0.82~0.84区间,保证燃弧稳定。
(2)由于二次电压的提高,炉膛直径相比普通电弧炉大,因此必须选择长弧冶炼。
由于高阻抗电弧炉以上的两个特点,使高阻抗电弧炉供电制度与普通电弧炉存在一定的差异。
因此就不能将普通电弧炉的供电思路,直接应用到高阻抗电弧炉上,必须重新计算设计,建立起一套适用于高阻抗电弧炉的供电模式。
一、工程概述及工艺要求1.1 工程概述:锻造分厂炼钢车间原40t电弧炉由于设备故障率较高,不能满足生产的要求,准备在原40t电弧炉的位置上新建一台60t电弧炉。
本技术规格书专对60t电弧炉而作。
1.2 工艺布置、设备基本结构①60t电弧炉位于冶炼跨,出钢在浇注跨,采用高阻抗电弧炉,炉盖、电极可以分别旋开的结构,全液压,偏心底出钢。
②电炉采用半高架式,操作平台高度+2m。
③料罐顶装料(废钢),高位料仓储存主要合金及附料,通过炉盖加料口加入。
④横臂采用复合导电横臂,炉盖全水冷,中心小炉盖用耐火材料打结,水冷炉壁。
⑤控制系统采用PLC控制。
⑥采用电极和炉盖可以分别旋转的结构,依靠安装在旋转平台上的回转支承,可单独对电极进行旋转。
当炉盖升起缸把炉盖升起后,炉盖和电极可以同时旋转。
⑦车载包出钢,车载罐出渣。
1.3 工艺流程60t电弧炉采用碱性炉衬、三期工艺,供冶炼碳钢、合金钢、不锈钢等。
1.4 技术要求1)、出成品钢技术要求:P≤0.015%、S≤0.025%,塑性夹杂≤1.5级,脆性夹杂≤2级,夹杂总量≤3级。
2)、出粗炼钢水技术要求:P≤0.010%、S≤0.030%,C在规范下限。
二、设备用途和结构特点2.1 用途本台炼钢炉60t电弧炉采用碱性炉衬、三期工艺,供冶炼碳钢、合金钢、不锈钢等。
2.2 特点2.2.1 其结构为炉盖旋开、顶装料全液压式。
采用铜钢复合水冷导电横臂、水冷炉盖、水冷炉壁、PLC计算机系统等新技术。
2.2.2 炉盖上加料口采用新的简单可靠结构,即可保证加料时顺利进行,又可确保非加料时封闭烟气溢出保护受料斗,且在高温下经久耐用。
2.2.3 采用目前最先进的PLC电极调节器,最大限度的保证电极系统的精度及可靠性。
三、主要技术参数电炉工艺技术参数电炉公称容量: 60 t最大出钢量: 75 t变压器容量: 40000 kVA一次电压: 35 kV一次额定电流: 742.3 A二次电压: 750~670~390 V750~670V为恒功率(五级)670~390V为恒电流(十四级)二次额定电流: 38.778 KA二次最大电流: 46.534 kA炉壳内径:Φ5600 mm电极直径:Φ500 mm (UHP)电极升降行程: 4200 mm极心圆直径:Φ1200±10 mm倾炉角度: 20°/15°(出钢/出渣)冷却水耗量: 750 m3/h冶炼周期: 90-120 min电炉设备主要技术参数a.炉体主要技术参数炉壳内径:Φ5600 mm炉壳高度: 3700 mm熔池直径:Φ4700 m熔池深度: 900 mm (含渣厚150mm)熔池容积: 11 m3 (含渣厚150mm)钢液容积: 8.7 m3钢液重量: 60 t(比重6.9t/m3)炉内容积: 44 m3 (不含熔池容积)水冷壁面积: 24 m2炉门尺寸: 1100×800mm出钢形式: EBT出钢b.炉体倾动技术参数出钢最大倾角: 20°出渣最大倾角: 15°倾炉速度: 0-1°/s 回倾速度≥ 3°/s控制方式: PLC-电液比例阀调节c.炉盖及其提升旋转装置技术参数炉盖提升高度: 550 mm炉盖全程升降时间:升≤20s,降≤20s炉盖旋开角度: 85°旋开时间:~45 s,旋开速度: 1.5°/s炉盖旋开控制方式: PLC-电液比例阀调节d.电极及升降装置技术参数石墨电极直径:Φ500 mm(UHP)电极极心圆直径:Φ1200 ±10 mm电极升降行程: 3700 mm电极上升速度:(单相) 9/6 m/min, (手动/自动)电极下降速度:(单相) 6/4 m/min (手动/自动)电极升/降响应时间:上升启/制动时间≤0.1s下降启/制动时间≤0.1s 电极夹紧力:≥260 KN控制方式: PLC-电液比例阀调节电极臂型式:铜——钢复合导电横臂e.出钢车(带出钢称重)承载能力: 250 t行走速度: 10~20 m/min(变频调速)f.出渣车承载能力: 60 t行走速度: 5~15 m/min(变频调速)g.碳—氧枪结构型式:吹氧管自耗式系统最大用氧量: 2200 Nm3/h系统平均用氧量: 1400 Nm3/h氧气耗量: 40 Nm3/t氧气压力: 0.8~1.2 Mpa最大吹碳量: 40 Kg/min氧气喷吹速度: 1.5~1.6马赫。
石红勇(中冶东方工程技术有限公司,内蒙古包头014010)摘要:本文介绍了高阻抗电弧炉的优点及操作特性,论述了高阻抗电孤炉优于传统的交流电孤炉,说明了高阻抗电孤炉技术将是我国电炉炼钢生产与技术改遣过程中应首选的技术。
关键词:高阻抗电弧炉;操作特性;优点风∞明rchOnhi窖himpedanceEAFteehnolo移SHIHong-yong(BERISEngineeringandResearchCorporation,Baotou014010NeiMoggolChina)Absn-aet:Inthispaper,theadvantagesandoperatingcharacteristicsofImpedanceEAFwereintroduced,accordingtothis,wecanseethatimpedanceEAFisbetterthanconventionalEAFanditshouldbethebestchoiceforEAFplantpromotinginChina.Keywords:highImpedanceEAFtechnology;operatingcharacteristics;advantagesl■述近年来,炼钢设备不断进步,电炉技术飞速发展,采用超高功率电炉+精炼装置+近终形连铸机+连轧机四位一体(FourinOne)电炉短流程炼钢工艺已成为当今钢铁工业发展的新潮流。
但随着电炉容量的不断大型化以及功率的超高化,电弧炉冶炼对电网的干扰与冲击也越来越严重。
为了最大限度地减少电弧炉冶炼公害、降低投资成本及操作费用,一种被称为高阻抗(Highimpedance)的电弧炉技术便应运而生。
这种电弧炉炼钢技术主要是通过在变压器一次侧串联电抗器来减少电弧电流,降低电极消耗,优化电力效率,减少供电线路的电流波动,降低总体投资费用。
2鼻阻抗电曩炉操作特性在炼钢生产过程中,电弧炉是一个巨大而不稳定的负载,尤其是在熔化初期,电流变动的范围常达到电炉变压器额定电流的0~300%。
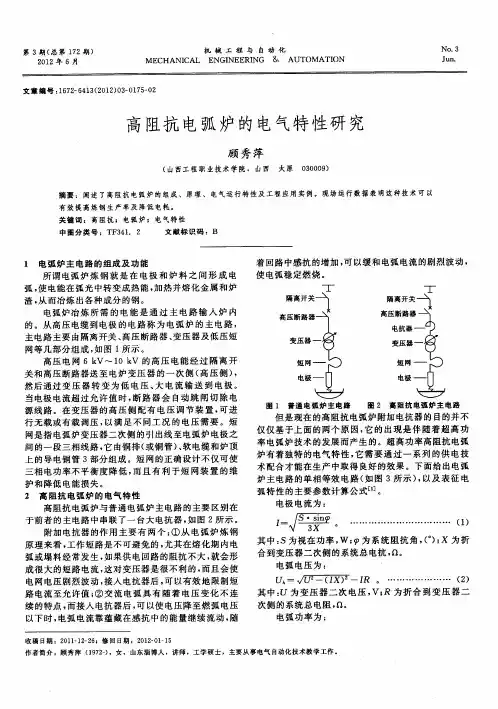
电弧炉的用电特性普通交流电弧炉的冶炼周期约为2~4h,取决于供电电路参数、电炉容量和冶炼的工艺等,见图1。
其中熔化期约0.5~2h,为三相不对称的冲击负荷,电流极不稳定,消耗电能大、约占总耗电量的60%~70%。
氧化和还原的精炼期电压波动显著降低。
电弧炉的电流控制,是由电弧炉变压器高压侧绕组分接头的切换和电极的升降来达到的。
容量小于10MVA 的电炉变压器,有时在其高压侧装有串联电抗器,以降低短路电流和稳定电弧。
对于较大容量的电炉变压器,它本身的漏电抗已足够大,不需再串联电抗器。
电弧炉的功率与其电炉变压器容量,大致如表1所列。
表1 电弧炉和变压器容量 电弧炉额定容量(t)0.5 1.5 3 5 10 20 30 50 75 100 电炉变压器型式容量①(MVA) 1.0 1.8 3.0 4.2 7.2 13 20 30 40 50电炉变压器额定容量②(MVA)0.65 1.25 2.2 3.2 5.5 9 12.5 18 25 32 ① 型式容量是将电炉变压器的材料消耗折算成三相双绕组电力变压器的相当容量。
② 额定容量为二次电压最高时的数值,在其他分接位置时以二次侧为等电流输出,则其容量随二次电压成比例地降低。
图1 冶炼周期内的电弧炉负荷示意图电弧炉电极间电压的典型值在100~600V范围,其中电极压降约为40V,电弧压降约为12V/cm,电弧越长压降越大。
在熔化期电弧炉的电压变化大,最高和最低电压可相差2~5倍。
由于电弧炉负荷的随机性变化,常以其统计值、工况曲线来描述它的用电特性。
电弧炉为非线性负荷,尤其在熔化期产生随机变化的谐波电流,参见表2所示的统计平均值。
表2 电弧炉的平均谐波电流含有率的统计值谐波次数h 2 3 4 5 6 7 8 9谐波电流含有率(%) 5.0 5.8 3.0 4.2 1.2 1.1 1.1 0.8图2电弧炉典型的离散(实线)和连续(虚线)频谱除上述离散频谱外,还含有连续频谱分量。
高阻抗技术一、高阻抗技术及其优点高阻抗电弧炉,即通过提高电炉装置的电抗(在电炉变压器的一次侧串联一电抗器),使回路的电抗值提高到原来(同容量)的1.5~2倍左右,对于40t/30MVA以上普通阻抗电弧炉,其电抗值为3.5~4.0 mΩ左右,高阻抗电弧炉的电抗值可提高至6~8mΩ左右,使之成为高电抗或高阻抗电弧炉,这种高阻抗电弧炉更适合长弧供电。
因高阻抗电弧炉发挥长弧的优势,故具有如下优点:●电耗与电极消耗降低,因电流大为减小;●电弧稳定性高,因电抗高、功率因数低;●减少电压闪烁20%以上,因电流波动小;●降低回路电动应力,因短路电流小。
二、电弧炉高阻抗技术的发展过程●要有足够的电抗,保证电弧稳定燃烧及限制短路电流对于一般炼钢电弧炉设备运行来说,为了保证电弧的稳定连续燃烧和限制短路电流,要求电炉回路中具有一定的电抗,以往的作法是在变压器一次侧串联电抗器。
●降低电抗,提高功率因素超高功率电炉开发初期为了保证炉衬寿命,供电上采用低电压、大电流,粗短弧供电后,电抗百分数大大增加,功率因素降低很多,虽然电弧比较稳定,但大电流引起了诸多不足。
为此,除小电炉(10吨/5500kVA以下的)还串联电抗器外,对于较大的电炉(20吨/9000kVA以上的),在设计与改造时,还要采取了一系列降低电抗以提高功率因数的措施。
●提高电抗,稳定电弧燃烧交流超高功率电炉大面积水冷炉壁的采用及泡沫渣埋弧操作,使得长弧供电成为可能,长弧供电有许多优点,但高电压长弧供电使功率因数大幅度提高,导致电弧不稳定,输入功率降低。
为了改善此种状况,采取提高电炉装置的电抗,以便适合长弧供电。
提高电抗,降低电压闪烁直流电弧炉能最大限度地降低电压闪烁40%,交流电弧炉为了与之竞争而提出采用高阻抗技术。
高阻抗电弧炉变压器技术参数设计
朱蕾蕾;朱贺;张豫川;刘居柱
【期刊名称】《工业加热》
【年(卷),期】2012(041)002
【摘要】在确定电弧炉容量及冶炼周期后,根据能量需求来确定相匹配的功率,通过对影响电弧炉冶炼匹配电功率的各种因素的研究,确定了电弧炉变压器容量的计算公式.按照高阻抗电弧炉主熔化期电弧稳定性与升温期电弧长度要求,来分别确定电弧炉变压器最高和最低二次电压.以国内某厂160 t高阻抗电弧炉的设计和运行参数为例,对本文确定的高阻抗电弧炉变压器参数计算公式进行了验算.
【总页数】4页(P11-14)
【作者】朱蕾蕾;朱贺;张豫川;刘居柱
【作者单位】国家钢铁冶炼装备系统集成工程技术研究中心,重庆401122;国家钢铁冶炼装备系统集成工程技术研究中心,重庆401122;西安电炉研究所有限公司,陕西西安710061;国家钢铁冶炼装备系统集成工程技术研究中心,重庆401122;中冶赛迪电气技术有限公司,重庆400013
【正文语种】中文
【中图分类】TM924.4
【相关文献】
1.超高功率电弧炉变压器容量及技术参数的确定 [J], 阎立懿;肖玉光;王立志;李延智;刘一心
2.炼钢电弧炉高功率变压器的低功率使用 [J], 郝永林
3.高阻抗高电压的交流电弧炉设计 [J], Knoop.,M;沈耕森
4.磁阀式与高短路阻抗变压器式消弧线圈的比较和分析 [J], 朱宁
5.高短路阻抗变压器式自动快速消弧系统——配电网中性点新型接地方式的实现[J], 陆国庆;姜新宇;欧阳旭东;周良才
因版权原因,仅展示原文概要,查看原文内容请购买。
减轻对电网冲击的高阻抗电弧炉收藏此信息推荐给好友2009-7-7 来源:机电商情网1 引言自从电弧炉诞生那天起,人们便开始研究用什么办法能获得最大的电弧功率。
众所周知,电弧功率决定了它的生产率,而电弧功率又正比例于电压和电极电流。
在过去的许多年来,一直是依靠加大电极电流来提高电弧功率的。
但是,由此产生的弊端是必须配置巨大截面的二次载流导体和开发价格昂贵的、特制的超大直径硅电极来满足传输大电流的要求。
在这种冶炼操作模式中,由于采用短电弧冶炼,使得电极同炉料频繁接触,经常产生短路,对供电电网的冲击非常严重,造成电网电压波动和闪变,并产生大量高次谐波;另外它还导致电极折断率非常高,经常需要接电极,既影响了生产,也增加了炼钢成本。
短电弧操作的另一负面效应是在电极穿井期间,运行电抗非常高,导致平均功率降低,电弧功率减少,冶炼时间加长。
如果采用高电压,低电流操作,可以减少电极消耗和电能消耗。
可是采用高电压,低电流操作,由于主电路电抗值小,导致短路电流倍数过高,高压开关频繁跳闸,功率因数过高,电弧燃烧不稳定。
综合上述,可得出一条重要结论:那就是如果将电弧炉主电路由低阻抗改造成高阻抗,即在主电路串联一只电抗器,则上述弊端便可迎刃而解。
也就是说:附加电抗能使电弧燃烧稳定,电极电流减少,电压波动降低,谐波发生量减少,提高二次电压,可使电弧功率加大,电效率提高,并依靠泡沫渣完全包围覆盖电弧,因而也提高了炉衬寿命。
这种在电弧炉主电路串有大电抗器的,并有较高二次电压的电弧炉被称为高阻抗电弧炉。
2 高阻抗电弧炉的理论依据自从附加电抗器的高阻抗电弧炉概念在十几年前被首次提出以来,现已在电弧炉操作实践中被炼钢厂普遍接受,并已在国内外迅速推广,已收到了明显的经济效益。
因此,高电弧电压,长电弧冶炼,低电极电流操作模式是已有的超高功率电弧炉进一步发展和提高的必由之路。
提高变压器二次电压来增加电弧电压和电弧长度,以及增加炉子总电抗来降低电极电流和提高电效率的优越性,可用式(1)-(6)说明。
1~200t炼钢电弧炉炉体有关参数一览表
球底熔池使用公式: h
V=πh (R — ) V=0.1583R 3
3 h= R —R ×Cos 40° d= 2Rsin 40°
锥台底熔池计算用公式: π
V = h '(d 2 + d '2+d/ d ')
12
= 0.109(d 3—d ′3)
d-d '
h '= × tg40° 2
d '= 3 0.109d 3-v
0.109
D d H ′
h ′
钢液面位置
R
h
d ′
40°H
说明:
1.炉膛容积按一次加料满足最大容量的冷料体积计算,冷料堆比重取1.6t / m 3。
2.炉坡角度取40°,可在45°倾角出净钢水。
3.额定容量、最大容量根据国家标准GB10067.2-88选取。
4.炉膛侧壁耐火衬厚度最小不得小于300mm(水冷炉壁时另行考虑);炉底耐火衬厚一般不得小于
500mm(直流炉时根据具体情况另行考虑)。
高阻抗电弧炉主要技术参数
注:变压器额定功率,以及二次电压可以按照冶金工艺及炉况所不同适当变更。