第3章 玻璃配合料的制备
- 格式:ppt
- 大小:360.50 KB
- 文档页数:22
实验三玻璃配方计算和配合料制备1 目的意义1.1 意义配方计算是根据原料化学成分和所制备的玻璃成分等计算各种原料的需要料。
配合料制备就是按照配方配制并加工原料,使之符合材料高温烧制要求。
配方计算和配合料制备是玻璃乃至各种无机非金属材料新品种研制和生产必不可少的工艺过程。
配方计算也是对后续玻璃熔制工艺参数的预测,配合料制备则直接影响玻璃的熔制效果和成品性能。
1.2 目的(1) 进一步掌握配方计算的方法;(2) 初步掌握配合料的制备方法和步骤;(3) 了解影响配合料均一性的因素。
2 实验原理2.1 玻璃成分的设计首先,要确定玻璃的物理化学性质及工艺性能,并依此选择能形成玻璃的氧化物系统,确定决定玻璃主要性质的氧化物,然后确定各氧化物的含量。
玻璃系统一般为三组分或四组分,其主要氧化物的总量往往要达到90%(质量)。
此外,为了改善玻璃某些性能还要适当加人一些既不使玻璃的主要性质变坏而同时使玻璃具有其他必要性质的氧化物。
因此,大部分工业玻璃都是五六个组分以上。
相图和玻璃形成区域图可作为确定玻璃成分的依据或参考。
在应用相图时,如果查阅三元相图,为使玻璃有较小的析晶倾向,或使玻璃的熔制温度降低,成分上就应当趋向于取多组分,应选取的成分应尽量接近相图的共熔点或相界线。
在应用玻璃形成区域图时,应当选择离开析晶区与玻璃形成区分界线较远的组成点,使成分具有较低的析晶倾向。
为使设计的玻璃成分能在工艺实践中实施,即能进行熔制、成型等工序,必须要加入一定量的促进熔制,调整料性的氧化物。
这些氧化物用量不多,但工艺上却不可少。
同时还要考虑选用适当的澄清剂。
在制造有色玻璃时,还须考虑基础玻璃对着色的影响。
以上各点是相互联系的,设计时要综合考虑。
当然,要确定一种优良配方不是一件简单的工作,实际上,为成功地设计一种具有实用意义,符合预定物化性质和工艺性能的玻璃成分,必须经过多次熔制实践和性能测定,对成分进行多次校正。
表2-1给出两种易熔的Na2O-CaO-SiO2系统玻璃配方,可根据自己的要求进行修改。
帯7章 R 合科制备rraj玻璃组成的设计和确定 配合料的计算 配合料的制备7. 1 玻璃组成的设计和碼定(熱恳) 设计依据—I 玻璃的物理和化学性质.7.1 7.2 7.3 玻璃组成的表示 以组成玻璃的化合物的质童分数依据7.2 艮舍料的计募(MXt )以玻璃的组成和>5^料的化学成分为基础,计算出熔化100kg 玻璃液所需各种原料的 用量,再算出每副配合料中,即500kg 或 1000kg 玻璃配合料各种原料的用童・ 方法预算法和联立方程式法•・先进行粗算 •进行校正-把计算结果换算成实际料单 参圾材P221 -225计算过程作业 选择原料和设计浮法玻璃成分,进行配料 计算(下次上课时间)I 步霖fc 令44针耳就《屮*九个X 艺泰厳(1) 纯碱(苦硝)挥发率指纯碱中未参与反应而挥发、飞散量与总量 饗需散料纯碱挥般量50% 纯磺用量是一个经验值,与加料方式、熔化方法、懐制 温度、纯截的特性寻有关.一般为0,2 - 3.5%(2) 碳粉含率由碳粉列入的固定破与芒硝引入的N a2SO4 之比•即 碳粉X C 含詈碳粉含率= ——X100%芒硝X Na2SO4含量 生产上一般控制在3-5%(3)芒硝含率由芒对引入的Na2O 与芒硝和纯碱計入的 卿牡一 X 100%芒硝和纯碱引入的Na2O一般掌握在5-8%(4)萤石含率由萤石引入的CaF2量与玻璃总量之比. 萤石含率H 萤石xCaF2 玻璃总量 一般在1 %以下fc 令*Kt 耳竝翟屮*鬼个艺泰厳X 100%fc令*i针耳竝《申*九水X艺泰厳(5 )碎玻璃掺入率指配合料中碎玻璃用量与配合料量之比碎玻璃量配合料的质量要求原料的运输和贮存原料的加工处理配合料的称量配合料的泯合配合料的输送与贮存配合料的质量检验与粒化碎玻璃樓入”生料量5玻璃童50%一般控制在25-30%7. 3 配令料的制备(喪如)7.3.17.3.27.3.37,3.47,3.57.3.67,3.7配合料的质■要求 必须具有正确性和稳定性 具有一定的水份:用水润溟配合莉,加水童 随颗粒不同而不同.越细加水量越多.纯緘 配合料加水量3 - 5%,芒硝配合料加水量5 - 7%・ 水温>359,否则,Na2C03将转化为Na2C03.7H20t»Na2C03-10H20, 使配合料产生胶结作用•要有一定的颗粒组成:可减少配合料的分层 和提高泯合质量.纯緘的颗粒度应比石英大 一个筛号.7,3」配合料的质■要求4 具有一定的气体率:易于清和均化.一般钠钙硅玻璃的气体率为16-20%.血逸出气体量P 体军 -------------- X 100%配合料5 必须渦合均匀:配合料混合不均匀,会使玻璃产生结石、条纹,气泊等缺陷,易熔物较多的 还会侵蚀耐火材料.卜-般玻璃制品对配合料均匀度要求 水不滚枷允许误差小于士 0/1% 酸不溶物:允许误差小于± 0J% 含瑕量;允许误差小于士 0.6% 水分:允许误差小于土 0.6%7.3,1 注意7.3.2原料的运输和贮存1 原料的运输-原料在运输■进厂前,要经过有关部门的化验和鉴定.•原料运输分厂内和厂外两科.运输时应尽童减少粉尘,不使原料彼此污染,要注意除铁.2原料的储存要满足一定的数量,考虑一定的储存期,分块状、粉状、化工、有垂原料的储存.「參曲届屛爱音I硅砂.砂岩、长石为1.8;I各种原料务重I石灰石、白云石为1.7; 纯诚0・9;硫酸钠1・0;7. 3.3原料的加工处理原料的加工处理包括破碎、粉碎.过筛等1工艺流程・单系统流程:各种矿物料共同使用一个破碎、粉碎、过算系统・小型玻璃工厂・多系统流程:每科原料各有一套破碎.粉碎、过筛系统. 大中型玻璃工厂•混合系统:用量较多的原料单独为一个加工系统,用量小的性质相近的共用一个系统・大中型玻璃工厂«t«P2287. 3. 3原料的加工处理2原料的干燥目的:为了介于过筛.贮存和干法配料,须将水分含量的原料进行干燥.-硬度高的预先煥烧,可在躱料内部产生许多裂纹,提高破碎比;减少机械铁的引入.砂岩発在1000C以砂7. 3. 3原料的加工处理破粉碎方法:石灰石、白云石、长石、黄石常用那式破碎机粗破,锤式破碎机进行粉碎.化工原料用桂式破碎机或笼形砒.4原料的过筛方法:离心脱水、蒸汽加热,回转干燥筒,热风炉千燥器爭.3原料的破碎的粉碎•破粉碎方法选择依据:依療料的粒度、硬度和需要粉碎的程度.目的:满足一定的颍粒组成以保证配合料的均匀泯合和避免分层.过筛设备:夭角筛、振动筛、摇筛等I控制I硅砂:36-49孔/屋米2;----- 砂岩、石英岩,长石:81孔/厘米2;纯戏、芒硝、石灰石、白云石:64孔/厘米27. 3. 3原料的加工处理5原料的除铁目的:保证玻靖的含铁量苻合规定要求.方法無理余铁筛分、淘洗:水力分级、翅声波浮选和當选等帚用疵寂1悬社式电磁铁习化学除彼(湿法、千法)除去石英原料中的铁化合物.6粉状原料的输送与料仓分层-用溜管、皮皆机、斗式提升机竽机械设备和气力输送设备进行输送入仓.•加料与卸料方式会够响颗粒发生分层.配合料的称■要求:快速、准确.称量方法:分别称量、累计称量・I适用于排仓在每个粉料仓下面4殳一稅原料称量后分别钾到皮带机上送入混合机中• :用一个称依次称量各种原料,每次累计计算重量,称后直接送入混合机•适用于排仓和塔仓称:自动称和台称(磅称).精度一般为1/500(1/1000).要定期校正、维修.7. 3.45 7. 3.5配合料的混合1 配合料的加料顺序石英(喷水)、长石.石灰石.白云石.纯欣 和澄清刑.脱色剂;石英(喷水)、纯威.长石.石灰石・小料; 加料为设备容积的30-50%,混合时间2 ~ 5刑 2混合设备重力式(鼓形混合机、滚筒式混合机)强制式(浆叶式、艾立赫式等)配合料的混合小料予混合芒硝、燃料予混合机MH80(搅拌容积80 升.混合时间1分钟)或V 型混合机.碎玻璃的混合依屁合机不同• 一般在配合料泯合终了将近 却料时再加入;直接加入在配合料内.注意选择混料机的混料时,应考虑秤量和混合 周期,一般前一付料混合时,后一付料开 始称量,可缩短配料车间的毎日工作班数7. 3.57. 3,6配合料的输送与贮存要■求■保证生产的连续性和均衝性,避免分层结块和飞料.工艺布置:配料车尽量靠近烷制车间,输送时应避免震动和减少钾料落差. 输送设备皮带机:有分层现象,大型厂使用.单元料:用单轨电葫芦用垂i和水平输送.小型厂采用.配含料贮存用窑头料仓,<8小时ra评定配合枷量的标准和些?' 配合料粒化的目的和意义何在?7. 3-7配合料的质■检验与粒化。
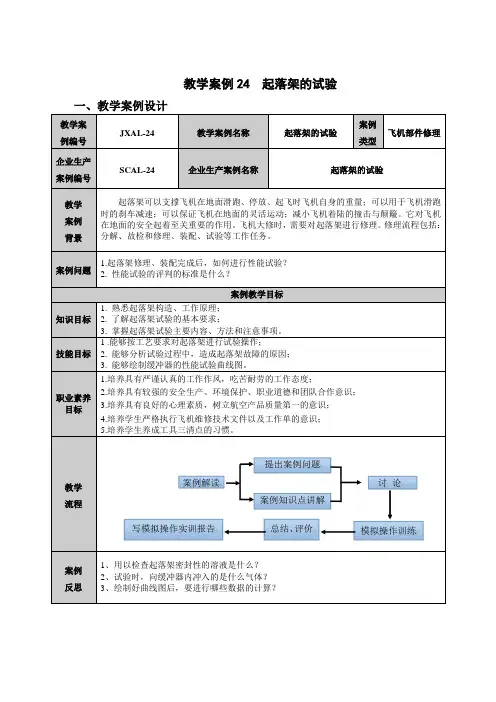
教学案例24 起落架的试验一、教学案例设计
、用以检查起落架密封性的溶液是什么?
、试验时,向缓冲器内冲入的是什么气体?
、绘制好曲线图后,要进行哪些数据的计算?
二、实训操作工卡
图1 起落架分解的立体图
图2 缓冲支柱立体分解图
三、本教学案例相关知识
起落架的工作原理:
如图3所示,压缩行程中,内筒相对于外筒向上运动,使A室容积变小,D室容积变大。
于是油液被迫从A室经内管下端的通油孔向上流入B室,再由活塞上的36个通油孔经C室及单向限流活门流入D室。
这时限流环贴在下凸缘上,油液流入D室的通道较大,阻力较小。
这就可以保证减震支柱比较容易受压缩,吸收能量,防止出现载荷过大现象。
随着气体逐渐被压缩,气压不断增大,飞机的下沉也就逐渐停止下来。
由于气体比较容易压缩,减震支柱变软,延长了飞机下沉速度消失的时间,因而就减小了飞机接地时所受到的撞击力。
伸张行程中,A室容积增大,D室容积减小。
油液从D室经单向限流活门流出;B室油液则经内管流入A室。
这时限流环贴在凸缘上,D室油液必须经上凸缘上的窄槽缝隙中才能向上流动,阻力增大,因而能显著的增大热耗作用,有效地减弱飞机颠簸。
图3 起落架的工作原理图
四、相关学习资源
(1)飞机附件修理技术;
(2)修理工艺规程;
(3)航材目录;
(4)修理技术条件。
飞行器维修技术专业教学案例库开发工作组
2016年7月24日。

玻璃纤维生产工艺流程及产品基础知识第一章概论20世纪30年代未,自E 玻璃纤维问世,并且出现环氧树脂和不饱和聚酯以来,迎来了了无机材料相结合而成的、具有新型功能的复合材料时代,为玻璃纤维电气层压材料和玻璃纤维增强塑料(FRP )的发展奠定了基础。
时至今日,玻璃纤维生产已发展成为一门独立的工业体系,成为现代非金属材料家族中具有独特功能的材料,它们属微米级玻璃态纤维,又借鉴了传统的纺织技术,创造出独特的后加工体系,制造出玻璃纤维材质的制品,在机械、电气、光学、耐腐蚀、绝热及吸声等方面发挥出独特的性能,应用领域很快遍及电子、电器、交通、建筑、航空、航天、环保和国防军工等国民经济的各个部门。
上世纪五十年代未,玻璃纤维池窑拉丝工艺获得了成功,标志着玻璃纤维制造技术上的一次飞跃。
池窑拉丝工艺具有生产温度制度合理,节省能源消耗,生产工艺稳定,产品产量、质量提高等优点,在池窑拉丝工艺线上很快就实现了大规模化生产。
并且很快实施了最先进的全自动控制技术,劳动生产率大幅度提高。
因此,池窑拉丝工艺已成为当今国际上通用的主流技术。
目前,全世界已经有95%以上的玻璃纤维都是采用池窑拉丝法进行生产的。
第二章 无碱玻璃纤维生产原理及工艺流程一、 无碱玻璃概念无碱玻璃系指成分中碱金属含量小于0.8%的铝硼硅酸盐玻璃。
国际上通常叫做“E”玻璃。
最初是为电气应用研制的,但今天E 玻璃的应用范围已远远超出了电气用途,成为一种通用配方。
国际上玻璃纤维有90%以上用的是E 玻璃成份。
E 玻璃成份的基础是SiO 2、Ai 2O 3、 CaO 三元系统,其组成为:SiO 2、 62% 、 Ai 2O 3、 14.7% 、 CaO 22.3%在此基础上,添加B 2O 3代替SiO 2,添加MgO 代替部分CaO ,形成现在通用的E 玻璃成份。
各国生产的E 玻璃大体相仿,仅在不大的范围内稍有不同。
变动范围大致如下: SiO 2 55-57%;CaO12-25%; Ai 2O 3 10-17%; MgO 0-8%玻璃中各氧化物的变动,会改变玻璃的性能。

教学案例10 更换粉碎机的锤片一、教学案例设计二、锤片更换程序(一)打开粉碎机门,将筛板取下,换上半截筛板(主要防止套筒,锤片掉落到绞龙里面。
)(二)用一字起子将粉碎室两旁端盖打开,用内六角扳手将销轴上的紧固螺丝取下。
(三)把铁棒从端盖一端伸入,用铁锤将从另一端敲出销轴同时取下套筒及磨损严重的锤片。
(四)将新的销轴从端盖一端伸入,同时按拆卸时的顺序依次放置锤片及套筒。
四组锤片之间重量要一样。
(五)用内六角扳手将紧固螺丝紧固好,按此步骤将其他三组锤片换下。
(六)将锤片架转动看是否正常,听声音是否有异响。
正常将半截筛板拔出换上生产用筛板。
合上粉碎机门。
三、筛板更换相关知识(一)锤片锤片是锤片式粉碎机最主要的易损件,其形状尺寸、工作密度与排列方法、材料材质与制造工艺,对粉碎效率和工作质量均有较大的影响。
锤片的形状很多,其中矩形锤片因其通用性好、形状简单、易制造和节约原材料而应用最广。
试验表明,锤片长度在不超过200mm时愈长则度电产量愈高;锤片愈薄则粉碎效率也愈高,但使用寿命较短。
中国农机院用 1.6mm、3mm、5mm和6. 25mm四种厚度锤片做玉米粉碎试验得知,1.6mm比6.25厚锤片粉碎效率提高45%;比5mm提高25.4%。
我国的锤片式饲料粉碎机锤片已标准化,由原机械部颁标准中的三种锤片,都是矩形双孔锤片,其规格尺寸见下图和下表,如SFSP 112粉碎机采用Ⅲ型标准锤片(厚度6mm),SFSP 56粉碎机采用Ⅱ型标准锤片〔厚度5mm)。
我国每年耗用在锤片上的优质钢材达数万吨,因此锤片材料与热处理的选择很重要。
目前我国常见的有低碳钢固体渗碳淬火、中碳钢热处理、特种铸铁和在锤片工作棱角堆焊耐磨合金等多种方法,不论何种方法都应在保证耐磨耐用的同时,保证锤片耐受冲击、生产安全。
当采用45号、65号、65Mn、60SiMn等优质钢做锤片的材料时,热处理后淬火区硬度为HRC50~57,非淬火区硬度不超过HRC28。
三、企业清洁生产案例(二十四)印染企业生产工艺与产排污案例1.案例名称:印染企业生产工艺与产排污2.案例来源:3.案例描述:纺纱工段就是把棉花纺成纱,一般要经过清花、梳棉、并条、粗纱、细纱等主要工序。
用于高档产品的纱和线还需要增加精梳工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
织造就是将经、纬纱按织物的组织规律在织机上相互交织构成机织物。
织机由完成开口、引纬、打纬、送经、卷取等运动的机构组成,各机构遵循规定的时间序列,相互协调,完成经、纬纱交织和织物成形。
印染指对纤维、纱线和织物等纺织材料进行以化学处理为主的工艺过程,印染同纺纱、机织或针织生产一起,形成纺织物生产的全过程。
印染包括预处理、染色、印花和整理四个部分。
在预处理阶段,应用化学和物理机械作用,除去纤维上所含有的天然杂质以及在纺织加工过程中施加的浆料和沾上的油污等。
使纤维充分发挥其优良的品质,使织物具有洁白的外观、柔软的手感和良好的渗透性。
在染色阶段,染料从染液中上染到纤维上,并在纤维上形成均匀、坚牢、鲜艳色泽的过程。
棉织物主要用活性染料染色。
锦纶织物主要用酸性染料。
腈纶织物主要用阳离子染料或分散染料染色。
在印花阶段,合成纤维纺织物印花所用染料与染色基本相同,主要采用直接印花工艺。
印花方法以筛网印花为主。
醋酯纤维和锦纶、腈纶织物在印花烘干后,采用常压蒸化使染料上染,然后水洗。
在整理阶段,合成纤维织物一般仅需烘干、拉幅等整理工序。
合成纤维属热塑性纤维,其织物如再经轧光、轧纹等整理,能有较为耐久的效果。
印染废水水量较大,每印染加工1吨纺织品耗水100~200吨,其中80%~90%成为废水。
印染废水在生产过程中使用的染料、助剂等化工原料的种类非常多,纺织印染废水具有水量大、有机污染物含量高、碱性大、水质变化大等特点,属难处理的工业废水之一,废水中含有染料、浆料、助剂、油剂、酸碱、纤维杂质、砂类物质、无机盐等。