玻璃配合料
- 格式:ppt
- 大小:337.50 KB
- 文档页数:54
实验三玻璃配方计算和配合料制备1 目的意义1.1 意义配方计算是根据原料化学成分和所制备的玻璃成分等计算各种原料的需要料。
配合料制备就是按照配方配制并加工原料,使之符合材料高温烧制要求。
配方计算和配合料制备是玻璃乃至各种无机非金属材料新品种研制和生产必不可少的工艺过程。
配方计算也是对后续玻璃熔制工艺参数的预测,配合料制备则直接影响玻璃的熔制效果和成品性能。
1.2 目的(1) 进一步掌握配方计算的方法;(2) 初步掌握配合料的制备方法和步骤;(3) 了解影响配合料均一性的因素。
2 实验原理2.1 玻璃成分的设计首先,要确定玻璃的物理化学性质及工艺性能,并依此选择能形成玻璃的氧化物系统,确定决定玻璃主要性质的氧化物,然后确定各氧化物的含量。
玻璃系统一般为三组分或四组分,其主要氧化物的总量往往要达到90%(质量)。
此外,为了改善玻璃某些性能还要适当加人一些既不使玻璃的主要性质变坏而同时使玻璃具有其他必要性质的氧化物。
因此,大部分工业玻璃都是五六个组分以上。
相图和玻璃形成区域图可作为确定玻璃成分的依据或参考。
在应用相图时,如果查阅三元相图,为使玻璃有较小的析晶倾向,或使玻璃的熔制温度降低,成分上就应当趋向于取多组分,应选取的成分应尽量接近相图的共熔点或相界线。
在应用玻璃形成区域图时,应当选择离开析晶区与玻璃形成区分界线较远的组成点,使成分具有较低的析晶倾向。
为使设计的玻璃成分能在工艺实践中实施,即能进行熔制、成型等工序,必须要加入一定量的促进熔制,调整料性的氧化物。
这些氧化物用量不多,但工艺上却不可少。
同时还要考虑选用适当的澄清剂。
在制造有色玻璃时,还须考虑基础玻璃对着色的影响。
以上各点是相互联系的,设计时要综合考虑。
当然,要确定一种优良配方不是一件简单的工作,实际上,为成功地设计一种具有实用意义,符合预定物化性质和工艺性能的玻璃成分,必须经过多次熔制实践和性能测定,对成分进行多次校正。
表2-1给出两种易熔的Na2O-CaO-SiO2系统玻璃配方,可根据自己的要求进行修改。
新疆五江兴华实业有限公司技术培训资料
玻璃配合料矿物原材料目数解析
我们分析玻璃配合料的矿物原材料的外观质量中经常称谓的目数,是指物料的粒度或粗细度。
一般定义是指在1英寸*1英寸的面积内的筛网,物料能通过该筛网,筛网的孔数即定义为目数。
如200目,就是该物料能通过1英寸*1英寸内有200个网孔的筛网。
以此类推,目数越大,说明物料粒度越细;目数越小,说明物料粒度越大。
筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸(25.4mm)宽度的筛网内的筛孔数表示,因而称之为目数。
各国标准筛的规格不尽相同,常用的泰勒制是以每英寸长的孔数为筛号,称为目。
例如100目的筛子表示每英寸筛网上有100个筛孔。
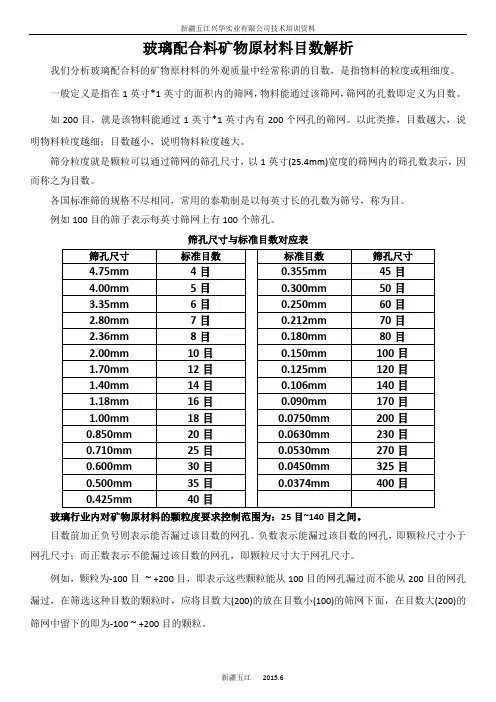
筛孔尺寸与标准目数对应表
玻璃行业内对矿物原材料的颗粒度要求控制范围为:25目~140目之间。
目数前加正负号则表示能否漏过该目数的网孔。
负数表示能漏过该目数的网孔,即颗粒尺寸小于网孔尺寸;而正数表示不能漏过该目数的网孔,即颗粒尺寸大于网孔尺寸。
例如,颗粒为-100目~ +200目,即表示这些颗粒能从100目的网孔漏过而不能从200目的网孔漏过,在筛选这种目数的颗粒时,应将目数大(200)的放在目数小(100)的筛网下面,在目数大(200)的筛网中留下的即为-100 ~ +200目的颗粒。
新疆五江2015.6。
玻璃配合料的制备是玻璃生产的第一道工序,生产出合格、优质、量足的配合料供应大窑,达到成分正确、均匀、生产连续稳定,保障整个玻璃生产能够实现优质高产。
在配合料制备过程中,有七八种原料进行称量、混合、输送和窑内投料,一旦出现差错,对玻璃生产的影响难以在短时间内进行清除,造成的损失会是难以估计的,所以说配合料的制备对玻璃生产线是非常重要的,玻璃生产稳定中原料是第一稳。
1配料系统玻璃配料是依据玻璃制品要求的性能和生产工艺技术特点,结合本厂原料的具体情况,制定合理的玻璃配方和配料方案,对各种原料按配方要求进行称量和混合的过程。
每种原料由各自的称量系统进行精确称量,然后通过皮带输送至混合机,混合后再由皮带、提升机等传输设备输送到窑头料仓。
配料系统由料仓系统、给料系统、称重系统、混合系统、输送系统和控制与通讯系统组成。
其中给料系统、称重系统和控制与通讯系统为关键的配料系统机构。
具体的配料系统工艺流程:目前玻璃企业设计的配料系统普遍是排库装置,每种原料有单独的称量系统,包括原料料仓、振打设备、(给)加料设备、电子秤(包括传感器、称斗)和排料设备,对于瓶罐玻璃配料系统中含有多种用料比较少的原料来说,则需要两种或以上料累计加入一个电子秤内进行称量。
运行时配料系统首先要逆流程设备启动,然后电子秤对各种原料按配方的数值设置进行加料称量,各称都称量好后,如果满足混合机开、空、卸料门关和集料皮带开的状态下,电子秤即进入排料周期,将称量好的各种原料按工艺设置的排料顺序卸到称斗下面的集料皮带上,通过皮带将料送入混合机。
各种原料进入混合机后按工艺设置的混合时间进行干混合,按工艺设置要求的加水量向混合机内加水进行湿混合,到达设定的混合时间后混合机开始开料门卸料,混合料全部卸完后通过皮带和提升机设备送入窑头料仓,同时混合料卸完料后经过一定的延时,电子秤开始下一个加料周期。
如果碎玻璃不参与混合机混合,在混合机下面皮带上还有一台碎玻璃称,将加料称量好的碎玻璃随混合机卸出的料一同排出来进入窑头料仓,这样就完成了一个料的配料周期。
浮法玻璃原料及配合料制备1、浮法玻璃化学成分浮法玻璃化学成分基础系统为Na-Ca-Si三元系统,满足三个要求:(1)产品的使用要求;(2)生产工艺要求;(3)生产成本要求。
浮法玻璃的化学成分主要包括:二氧化硅(SiO2)、氧化钠(Na2O)、氧化钙(CaO)、氧化镁(MgO)、氧化铝(Al2O3)、氧化铁(Fe2O3)等。
基本含量:Na2O:12%~15%; CaO: 8%~12% ;SiO2: 69%~73% 2、浮法玻璃的成分特点经过人们长时间生产实践得出“高钙、中镁、低铝、微铁”的化学组合成分是生产优质浮法玻璃的条件之一。
高钙:浮法玻璃拉引速度快,在成型中必须采用硬化速度快的“短”性玻璃成分,即调整CaO到8%~9%。
中镁:CaO含量增加,使玻璃发脆并容易产生硅灰石析晶(CaO.SiO2 )。
因此MgO控制在4%左右,以改善玻璃的析晶性能。
低铝:铝高将增加玻璃的粘度,不利于均化和澄清,将Al2O3的含量降低到1.3%以下,微铁:熔化时着色能力强的Fe2+被氧化为着色能力弱的Fe3+,但在锡槽中又被还原成Fe2+因此严格限制在0.1%以内。
3、浮法玻璃中各种氧化物的作用SiO2:是形成浮法玻璃最主要的氧化物。
SiO2以硅氧四面体的结构单元形成不规则的连续网络,成为玻璃的“骨架”。
它能赋予玻璃一系列优良性能,能增加玻璃的粘度,提高玻璃的热稳定性和化学稳定性;玻璃的密度和热膨胀系数随SiO2含量增加而降低。
其缺点是熔点高、粘度大,使玻璃熔化、澄清和均化困难,能耗增加。
CaO:它能加速玻璃的熔化和澄清过程,并提高玻璃的机械强度、硬度及化学稳定性。
适量的CaO在高温时能降低玻璃液的粘度,有利于熔化和澄清,低温时增加玻璃液的粘度,即可以调整玻璃的料性,加快玻璃硬化速度,有利于玻璃的快速成型。
因此浮法玻璃成分中采用较高含量的CaO来适应浮法生产工艺高速拉引、快速成型的要求。
但CaO会增加玻璃的析晶倾向,因此玻璃中CaO的含量也不宜太大,如大于10%则会使玻璃发脆,成型难度增大。
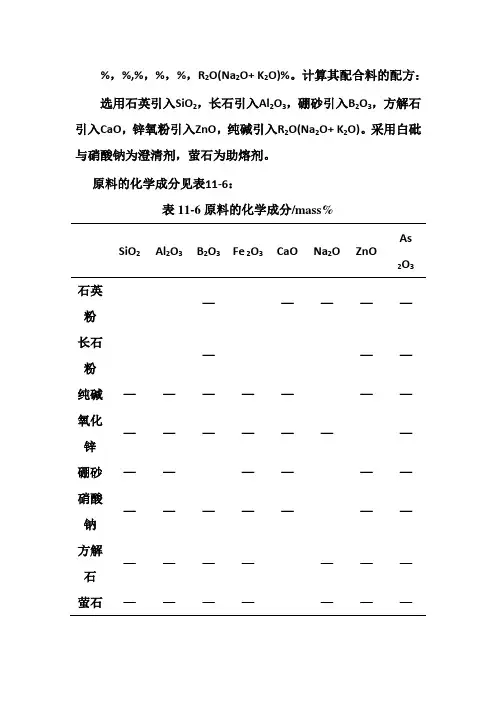
%,%,%,%,%,R2O(Na2O+ K2O)%。
计算其配合料的配方:选用石英引入SiO2,长石引入Al2O3,硼砂引入B2O3,方解石引入CaO,锌氧粉引入ZnO,纯碱引入R2O(Na2O+ K2O)。
采用白砒与硝酸钠为澄清剂,萤石为助熔剂。
原料的化学成分见表11-6:表11-6原料的化学成分/mass%As SiO2Al2O3B2O3Fe 2O3CaO Na2O ZnOO32石英—————粉长石———粉纯碱———————氧化———————锌硼砂——————硝酸———————钠方解———————石萤石———————白砒 — — — — — — —设原料均为干燥状态,计算时不考虑其水分问题。
计算石英粉与长石的用量:石英粉的化学成分:%,%即一份石英粉引入份,份。
同样一份长石可引入份,份,Fe 2O 3 份,份。
设石英的用量为x,长石粉的用量为y,按照玻璃组成中SiO 2与Al 2O 3的含量,列出联立方程式如下 :SiO 2 += Al 2O 3 +=解方程 x= y=即熔制100kg 玻璃,需用石英粉52.6kg ,长石粉27.2kg(由石英引入的Fe 2O 3为×=计算由长石同时引入R 2O 和CaO 与Fe 2O 3的量:Na 2O ×= CaO ×= Fe 2O 3 ×= 计算硼砂量:硼砂化学成分:%,% 玻璃组成中B 2O 3为%∴ 硼砂用量==⨯21.361002.6同时引入Na 2O 量 ×= 计算纯碱用量:玻璃组成中含Na 2O 为% 由长石引入Na 2O 为 由硼砂引入Na 2O 为 尚需引入Na 2O 为:--= 纯碱的化学成分Na 2O 为%∴ 纯碱的用量为%=计箕方解石的用量: 玻璃组成中CaO 为 由长石引入CaO 为 尚需引入CaO 为方解石的化学成分为CaO %∴ 方解石的用量为==⨯78.55100574.3 计算氧化锌用量:氧化锌的化学成分为%,玻璃组成中%∴ 氧化锌用量为==⨯80.991000.2 根据上述计算,熔制100kg 玻璃各原料用量为:石英粉 52.6kg 长石粉 27.2kg 硼 砂 17.1kg 纯 碱 9.78kg 方解石 6.41kg氧化锌 2.01kg 总 计 115.10kg 计算辅助原料及挥发损失的补充: 考虑用白砒作澄清剂为配合料的% 则白砒用量为×=0.23kg因白砒应与硝酸钠共用,按硝酸钠的用量为白砒的6倍,则硝酸钠的用量为× 6=1.38kg 。
玻璃制作的原料和原理
一、玻璃制作的原料:
如石英砂、硼砂、硼酸、重晶石、碳酸钡、石灰石、长石、纯碱等为主要原料,另外加入少量辅助原料制成的。
二、玻璃制作的原理:
普通的浮法玻璃的主要成分是硅酸钙和硅酸钠,主要反应如下:
Na2CO3+SiO2 =(高温)Na2SiO3+CO2
CaCO3+SiO2=(高温)CaSiO3+CO2
三、工艺:
主要包括:①原料预加工.将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量.②配合料制备.③熔制.玻璃配合料在池窑或坩埚窑内进行高温(1550~1600度)加热,使之形成均匀、无气泡,并符合成型要求的液态玻璃.④成型.将液
态玻璃加工成所要求形状的制品,如平板、各种器皿等.⑤热处理.通过退火、淬火等工艺,清理或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态.。
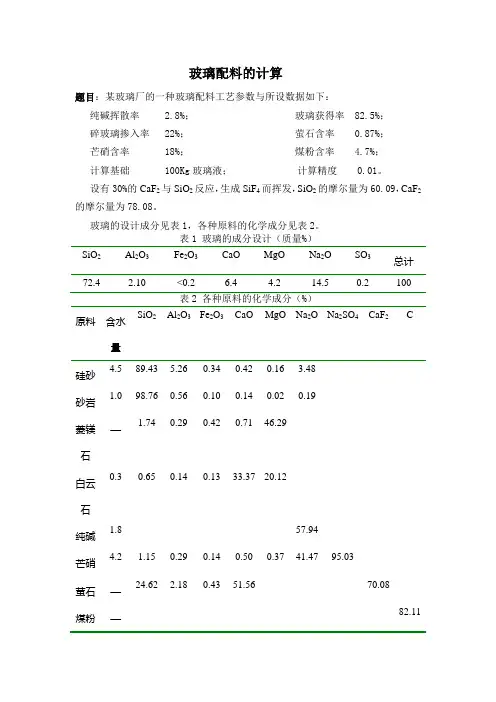
玻璃配料的计算题目:某玻璃厂的一种玻璃配料工艺参数与所设数据如下:纯碱挥散率 2.8%;玻璃获得率 82.5%;碎玻璃掺入率 22%;萤石含率 0.87%;芒硝含率 18%;煤粉含率 4.7%;计算基础 100Kg玻璃液;计算精度 0.01。
设有30%的CaF2与SiO2反应,生成SiF4而挥发,SiO2的摩尔量为60.09,CaF2的摩尔量为78.08。
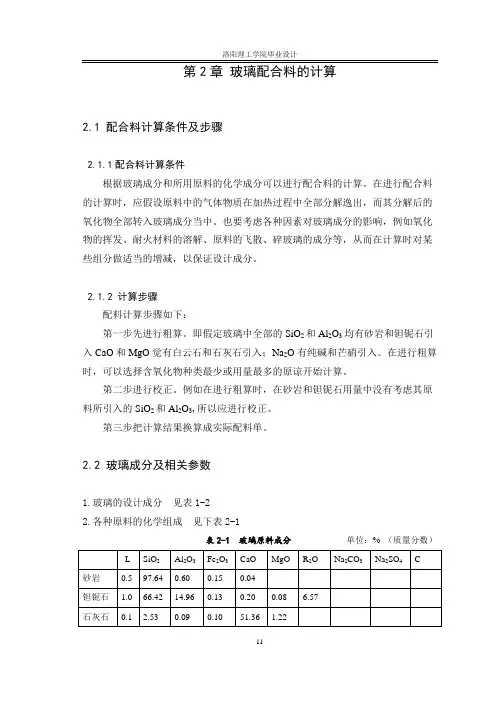
玻璃的设计成分见表1,各种原料的化学成分见表2。
表1 玻璃的成分设计(质量%)SiO2Al2O3Fe2O3CaO MgO Na2O SO3总计72.4 2.10 <0.2 6.4 4.2 14.5 0.2 100表2 各种原料的化学成分(%)原料含水量SiO2Al2O3Fe2O3CaO MgO Na2O Na2SO4CaF2 C 硅砂4.5 89.435.26 0.34 0.42 0.16 3.48砂岩1.0 98.76 0.56 0.10 0.14 0.02 0.19菱镁石—1.74 0.29 0.42 0.71 46.29白云石0.3 0.65 0.14 0.13 33.37 20.12纯碱1.8 57.94芒硝4.2 1.15 0.29 0.14 0.50 0.37 41.47 95.03萤石—24.62 2.18 0.43 51.56 70.08煤粉—82.11根据已知条件,(1)试设计合适的原料配量表。
(2)画出玻璃制备工艺流程图,并简要叙述各环节主要工艺参数与注意事项。
解:具体计算过程如下:1.1 萤石用量的计算根据玻璃获得率得原料总量为:100/0.825=121.21kg设萤石用量为xkg,根据萤石含率得0.87%=0.7008x×100%/121.21 x=1.51kg由表2可知,引入1.47kg萤石将带入的氧化物量分别为SiO21.51×24.62%-0.12=0.25kgAl2O31.51×2.18%=0.04kgFe2O31.51×0.43%=0.01kgCaO 1.51×51.56%=0.78kg -SiO2=-0.12kg上式中的-SiO2是SiO2的挥发量,按下式计算:SiO2+2CaF2=SiF4+2CaO设有30%的CaF2与 SiO2反应,生成SiF4而挥发,设SiO2的挥发量为xkg, SiO2摩尔量为60.09,CaF2的摩尔量为78.08,则x=60.09×1.51×70.08%×30%/(2×78.08)=0.12kg1.2 纯碱和芒硝的用量计算设芒硝引入量为xkg,根据芒硝含率得下式0.4147x/14.5=18% x=6.29kg芒硝引入的各氧化物量见表1-3表1-3由芒硝引入的各氧化物量(kg)1.3 煤粉用量设煤粉用量为xkg,根据煤粉含率得0.8211x/(6.29×0.9503)=4.7% x=0.34kg1.4 硅砂和砂岩用量的计算设硅砂用量为xkg,砂岩用量为ykg,则0.8943x+0.9876y=72.4-0.25-0.07=72.080.0526x+0.0056y=2.10-0.04-0.02=2.04得x=34.32kg y=44.91kg由硅砂和砂岩引入的各氧化物量见表2-4表2-4 由硅砂和砂岩引入的各氧化物量(kg)1.5 白云石和菱镁石用量的计算设白云石用量为xkg,菱镁石用量为ykg,则0.3337x+0.0071y=6.4-0.78-0.03-0.14-0.06=5.390.2012x+0.4629y=4.2-0.06-0.01-0.02=4.11得x=16.11kg y=1.88kg由白云石和菱镁石引入的各氧化物量见表1-5表1-5 由白云石和菱镁石引入的各氧化物量(kg)1.6 校正纯碱用量和挥发量设纯碱理论用量为xkg,挥发量为ykg,则0.5794x=14.5-2.61-1.19-0.08=10.62 x=18.33kgy/(18.33+y)=0.028 y=0.53kg1.7 校正硅砂和砂岩用量设硅砂用量为xkg,砂岩用量为ykg,则0.8943x+0.9876y=72.4-0.25-0.07-0.11-0.03=71.940.0526x+0.0056y=2.10-0.04-0.02-0.02-0.01=2.01得x=33.71kg,y=42.32kg把上述计算结果汇总成原料用量表(见表6)。
SiO270。
5%,Al2O35。
0%,B2O36.2%,CaO3。
8%,ZnO2.0%,R2O(Na2O+ K2O)12。
5%。
计算其配合料的配方:选用石英引入SiO2,长石引入Al2O3,硼砂引入B2O3,方解石引入CaO,锌氧粉引入ZnO,纯碱引入R2O(Na2O+ K2O)。
采用白砒与硝酸钠为澄清剂,萤石为助熔剂.原料的化学成分见表11-6:表11—6原料的化学成分/mass%SiO2Al2O3B2O3Fe2O3CaO Na2O ZnOAs2O3石英粉99.89 0.18 - 0.01 —- - —长石粉66。
0918.04 —0.20 0.83 14.80 - —纯碱————- 57.80 ——氧化锌- ——- ——99.86 —硼砂——36.21 - —16.45 —- 硝酸钠—- ———36.35 - —方解石———- 55.78 ———68。
萤石————- ——40白砒——- —- ——99.90 设原料均为干燥状态,计算时不考虑其水分问题.计算石英粉与长石的用量:石英粉的化学成分:SiO299。
89%,Al2O30.18%即一份石英粉引入SiO20。
9989份,Al2O30.0018份.同样一份长石可引入SiO20.6609份,Al2O30。
1804份,Fe2O3 0.1480份,CaO0。
0083份.设石英的用量为x,长石粉的用量为y,按照玻璃组成中SiO2与Al2O3的含量,列出联立方程式如下:SiO2 0.9989x+0.6609y=70。
5Al2O3 0.0018x+0。
1804y=5.0解方程x=52。
6 y=27.2即熔制100kg玻璃,需用石英粉52.6kg,长石粉27.2kg(由石英引入的Fe2O3为52.6×0。
0001=0.0053)计算由长石同时引入R2O和CaO与Fe2O3的量:Na2O 27。
2×0。
1480=4.03CaO 27.2×0.0083=0。
引言配合料的均匀性是指每车配合料之间化学成分的偏离程度,即将每车配合料的分析结果分别与平均值进行比较,分析结果越接近平均值,其均匀性越好。
均匀度是表征配合料混合程度的物理量,是衡量配合料质量的一个重要指标。
为了获得配合料均匀度在0.5%以下的合格配合料,需要将温度控制在35 ℃以上、配合料水分在3.0%~4.9%、干混80~119 s、湿混40~79 s。
本文以我公司二期650吨4500泰卡混合机为例,对窑炉玻璃配合料均匀度的3个重要影响因素(配合料水分、配合料温度、混合时间)的控制进行阐述。
1配合料水分(1)配合料水分的作用控制配合料合适的湿度有利于配合料的混合均匀程度,加入水分可增加配合料的粘附性,使物料之间易于混合均匀,减少配合料在运输过程中和在窑头料仓中的物料分层和结块现象,从而减少玻璃产品的气泡和夹杂物缺陷。
(2)配合料水分的控制控制温度35~39 ℃、干混80~89 s、湿混40~49 s作为不变量,水分3.0%~4.9%作为变量以每0.5个百分点为控制范围进行调整,即水分控制区间分为四组:第一组 3.0%~3.4%、第二组 3.5%~3.9%、第三组 4.0%~4.4%、第四组 4.4%~4.9%,各组配合料均匀度见表1。
通过四组数据的对比得出,配合料水分为4.0%~4.4%时,配合料均匀度均在0.5%以下,并且其均匀度的相对平均偏差最小。
由此可得出配合料水分为4.0%~4.4%是配合料混合均匀的最优条件之一。
2配合料温度(1)配合料温度对其均匀度的影响纯碱在高于35 ℃时会形成一水碳酸钠晶体,在32~35 ℃时会形成十水碳酸钠晶体;芒硝在32 ℃以下形成十水硫酸钠晶体。
配合料在混合过程中发生的最重要的化学反应是无水硫酸钠和纯碱的水合反应,其中以纯碱的水合反应最为突出,因此纯碱的水合反应对配合料的料性有着极为突出的影响。
当配合料温度低于35 ℃时,一水碳酸钠会转变为低温稳定状态的七水碳酸钠或者十水碳酸钠,七水碳酸钠或者十水碳酸钠能迅速吸取原料颗粒表面附着的自由水,将配合料中的自由水转化成结晶水,造成配合料结块,严重阻碍配合料的运动。