FA493(L)FA494(L)齿轮传动粗纱机
- 格式:docx
- 大小:19.54 KB
- 文档页数:3
TJFA458A型悬锭粗纱机天津宏大纺织机械有限公司二OO五年八月目录页数1、机型和主要优点 42、制造厂家 43、制造和使用的行业标准 44、主要规格 55、导条架 56、牵伸 5 6.1、牵伸型式 5 6.2、加压摇架 5 6.3、罗拉 6 6.4、上罗拉7 6.5、皮圈7 6.6、上肖8 6.7、下肖棒8 6.8、集束器86.9、隔距块97、锭翼和锭速98、传动系统9 8.1、差速箱10 8.2、变速机构10 8.3、换向机构108.4、摆动机构109、成形装置1010、升降平衡装置1011、锥轮皮带复位1012、润滑系统1013、粗纱张力控制1014、关于防细节1015、清洁系统1016、巡回式清洁器1117、配备自停装置11 17.1、自停装置1117.2、计长装置1118、信号灯1119、轴承1120、落纱方式1121、电机及其功能1222、电磁离合器及其功能1223、噪音1324、机器净重1325、电源1326、使用性能和纺纱质量13 26.1、技术性能1326.2、纺纱质量参考指标1327、用户自理件1328、其它1429、变换齿轮的种类及数量1430、备件和工具1531、说明15 附图:1、Φ406毫米(16″)棉条筒排列图162、Φ508毫米(20″)棉条筒排列图173、传动系统图184、地脚图191.机型和主要优点:1.1机型TJFA458A型悬锭粗纱机1.2主要优点:本机是在原FA401、FA401A的基础上,经过不断改进提高而成的第三代悬锭机型。
性能稳定,使用可靠,是目前最成熟的国产悬锭粗纱机。
主要优点如下:1功能先进·采用新型封闭式高速锭翼。
·机电结合式的下龙筋换向机构。
动作灵敏、无冒纱现象。
·采用可编程序控制器(PLC)和变频调速。
慢速启动。
·满纱自动控制。
实现定长、定位、定向停车。
·液晶显示屏。
2高质量·园盘式张力微调装置,粗纱张力稳定,伸长率小,前后排差异小。
第五节粗纱机的传动和工艺计算一、粗纱机传动系统与变换齿轮的作用(一)(一)粗纱机的传动系统⒈粗纱机的传动工艺要求对粗纱机传动系统的工艺要求可以归纳为一下几点:(1)粗纱机的恒速机件,如牵伸罗拉、导条罗拉、锭子及筒管的恒速部分,都应由主轴直接传动。
(2)粗纱的变速机件,如升降龙筋及筒管的变速部分,都需由变速机构来传动。
(3)粗纱机的锭子是恒速,改变捻度是由改变前罗拉输出速度来实现的。
但前罗拉速度的改变必须与筒管的卷绕线速度一致,因此,改变捻度时,前罗拉输出速度、筒管卷绕速度和升降龙筋的升降速度必须同时改变,以保证卷绕规律不被破坏。
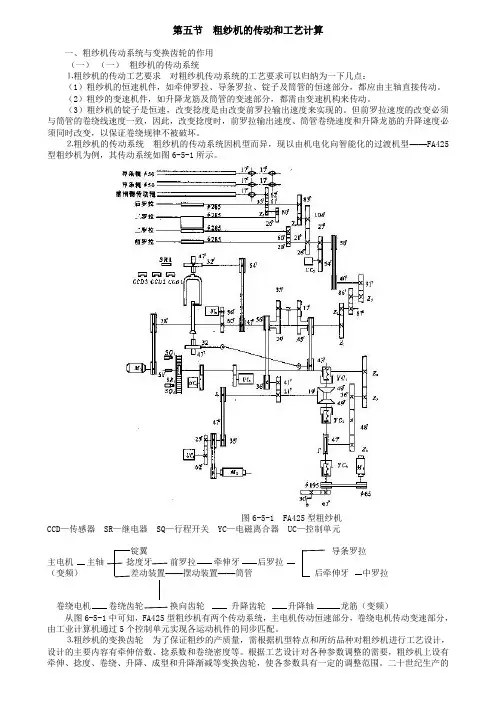
⒉粗纱机的传动系统粗纱机的传动系统因机型而异,现以由机电化向智能化的过渡机型——FA425型粗纱机为例,其传动系统如图6-5-1所示。
图6-5-1 FA425型粗纱机CCD—传感器 SR—继电器 SQ—行程开关 YC—电磁离合器 UC—控制单元锭翼导条罗拉主电机主轴捻度牙前罗拉牵伸牙后罗拉(变频)差动装置——摆动装置——筒管后牵伸牙中罗拉卷绕电机卷绕齿轮换向齿轮升降齿轮升降轴龙筋(变频)从图6-5-1中可知,FA425型粗纱机有两个传动系统,主电机传动恒速部分,卷绕电机传动变速部分,由工业计算机通过5个控制单元实现各运动机件的同步匹配。
⒊粗纱机的变换齿轮为了保证粗纱的产质量,需根据机型特点和所纺品种对粗纱机进行工艺设计,设计的主要内容有牵伸倍数、捻系数和卷绕密度等。
根据工艺设计对各种参数调整的需要,粗纱机上设有牵伸、捻度、卷绕、升降、成型和升降渐减等变换齿轮,使各参数具有一定的调整范围。
二十世纪生产的粗纱机机型很多,但其传动系统中各变换齿轮的配置却基本相同,故工艺计算方法也大同小异。
在智能型粗纱机上,仅有牵伸变换齿轮,而其他工艺参数则可通过触摸屏直接设定输入。
粗纱机的变换齿轮有:(1)捻度齿轮 捻度齿轮可以改变粗纱的捻度,所以俗称捻度牙。
改变捻度,即改变了锭子与前罗拉的速比,当锭速不变时,前罗拉速度随捻度的增大而减小,所以改变捻度即改变了粗纱机的产量。
船舶齿轮箱故障分析及修复工艺发布时间:2022-05-16T07:48:18.573Z 来源:《科学与技术》2021年34期作者:陈巍[导读] 随着经济和各行各业的快速发展,船舶齿轮箱存在横多故障。
陈巍中国航发哈尔滨东安发动机有限公司,黑龙江省哈尔滨市,150066摘要:随着经济和各行各业的快速发展,船舶齿轮箱存在横多故障。
齿轮箱也叫增速箱,是动力装置与传动装置之间的一种重要连接部件,也是动力类机械设备所必不可少的部分,其主要作用是动力传递,还可以通过齿轮箱齿轮副的增速作用来提升动能,被广泛应用于汽车变速箱、减速器、差速器、风力发电机组、冶金鼓风机、透平压缩机、选矿冶金设备等大中型旋转机械上。
滑动轴承即是在滑动摩擦下工作的轴承,其类型多样,按承载方向分为径向滑动轴承和止推滑动轴承,径向滑动轴承又分为整体式、剖分式、调心式;此外,按润滑形式也可以分为液体摩擦滑动轴承、非液体摩擦滑动轴承。
滑动轴承的结构相对简单,主要构成部分包括轴承座、轴承盖、轴瓦等部件。
整体式滑动轴承由轴承座和整体轴套组成,其最大优点是成本低廉,但当轴套磨损或其轴承间隙无法调整,一般多用于低速、轻载或间隙性工作的机器上;剖分式滑动轴承通常由轴承座、轴承盖、剖分式轴瓦以及双头螺柱组成,因为轴瓦被剖分为上下两部分,便于在磨损后通过减少剖面垫片厚度来调整轴承间隙。
推力轴承主要由轴承座和止推轴颈组成,非液体摩擦滑动轴承一般将轴瓦和轴承座制成一体,齿轮箱上用得较多的是单环或多环式。
关键词:船用齿轮箱;故障分析;管理对策引言近年来,我国船舶制造行业发展快速,因此为了有效降低齿轮箱故障诊断错误率,本文提出采用标准BP神经网络进行船舶齿轮箱故障诊断进行对比测试。
首先对测试数据进行统计,并利用小波分析提取出船舶齿轮箱故障诊断特征,最后建立神经网络对其故障进行诊断,经相关故障实例分析可知,本故障诊断方法能有效提高船舶齿轮箱故障诊断效果,除此之外,本文还对船用齿轮管理对策进行阐述。

HY492型电脑粗纱机的使用介绍和性能分析陕西正义纺织有限公司邱博杨继鹏1、概况HY492型粗纱机是江苏省宏源纺机股份有限公司生产的,于2003年8月份开始在我公司安装两台车,仅用十几天时间就安装完毕,经过一周左右的调试就投产运行至今,已正常运行三个月。
通过生产实践证明,该机设计新颖,结构合理,制作精良,运行平稳、可靠,调整工艺特别方便,所纺纱质量稳定,是国内同类粗纱机中适纺性能与工艺效果均较佳的机型。
2、HY492型粗纱机主要技术规格及参数机型:HY492适纺纤维长度mm:纯棉及棉型化纤22—50适纺范围tex:333—117F捻度T/10cm:1.8—8.0牵伸倍数:5.4—11.8车别:右手车、左手车锭距:194mm锭数:120全机功率KW:22卷装尺寸mnq:D150×400最高锭速:1600rpm工艺最高锭速:1400rpm(混纺) 纯棉1200rpm牵伸形式:四罗拉双短皮圈下罗拉直径1TIITI:D28.5×D28.5×D28.5×D28.5上罗拉直径mm:D28×D28×D28×D28前、后罗拉最大中心距:220mm罗拉倾斜角:10°清洁装置:上积极回转式绒带+巡回吹吸风装置下积极回转式绒带+吸尘装置自停装置:自停形式红外光电自停红外光位置:机前:二套锭翼安全防护自停车面:二套粗纱断纱自停机后:一套棉条断条自停卷绕调速方式:微电脑通过变频装置控制卷绕电机、罗拉电机升降电机、锭翼电机同步运转防塌边装置:微电脑控制换向不停车落纱方式:满纱停车、龙筋超降、拔满管、插空管、龙筋上升至生头位置。
喂人装置:导条架是链传动高架导条辊喂入条筒D355.6mm(14″)3、主要性能特点3.1、设计制造精度高、装配质量有保障该机采用上排风装置,地脚固定均采用膨胀螺丝,使设备安装特别方便,所有机架墙板均有编号,并在出厂前打好稳钉(锥度销)眼,安装时每一部分均用专用工具定位。
FA421粗纱机电气改进说明该电气是在原2000年2月太行FA421A/423A粗纱机基础上通过改动可编程控制器的程序并略微改动外围电路实现电气升级。
2000年以前的机型可对比参考图纸也可实现该功能。
两者主要区别,原计长采用计数仪(CYF-153A)在plc 的001端输入满纱信号。
现在采用plc计数并通过C-02DS-1面板显示。
1.开车点动停车1.1开车按钮当五色灯绿灯(待运行)亮时,挡车工可按开车按钮,粗纱机升速至第一频率并连续运转。
运行中连续按启动按钮几秒后,变频器输出第二段速度(推荐15Hz)运转,松手后又自动执行第一段速度(40-50Hz),方便龙筋换向时能够中速运行,减少断头。
a.断纱时,断纱光电动作,蓝灯亮,指示车前断纱。
机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。
b.断条时,断条光电动作,白灯亮,指示车后断条。
机器自动停车,接好后,按停车按钮或点动按钮使光电故障信号复位后方可开车。
但注意,断条5秒内,按点动按钮不起作用,防止挡车工未及时发现断条信号便点动开车使断条信号丢失。
(该时间可调整T611延时值)c.保护光电,当保护光电动作,设备保护,无法开车,防止事故发生。
1.2点动按钮按点动按钮,机器以较低速度运转(变频器推荐速度15Hz),松手机器停车,点动运转时指示灯对光电信号有指示但机器不停。
1.3停车按钮运转中按停车按钮,设备停车,也可用来使故障信号复位。
在自动落纱时可以使落纱动作中止。
1.4龙筋上升按钮在非落纱状态时,连续按压龙筋上升按钮,吹吸风点动运转。
2.落纱当定长达到后龙筋向上运动至SQ5位置时,红灯亮,机器自动停车,机器停稳后,便开始一系列的自动程序动作1.下锥轮抬起,皮带复位2.下龙筋下降至龙筋落底位置3.皮带张紧4.挡车工把纱落完后按龙筋上升按钮,龙筋上升至始纺位置。
在自动落纱中可按停止按钮停止自动动作,问题处理后转手动落纱.手动落纱需在龙筋上升时进行,上升信号(101)由SQ8提供。
FA456粗纱机说明书FA456粗纱机 2008-10-17 13:44:35 阅读527 评论0 字号:大中小订阅I系统介绍篇粗纱是前纺的一道工序,它的任务是把熟条经过牵伸、加捻,加工成粗纱,并将粗纱卷绕成形,便于送到下一道工序。
现在讲述一下悬锭系列粗纱机的工作程序:一、纺纱部分:熟条经导条架进入罗拉牵伸、加捻,牵伸后形成的粗纱经锭翼导纱槽、压掌,最后将粗纱卷绕在筒管上,这几个工作程序是由主电机传动,由一系列的机械结构完成的。
卷绕部分的换向动作是由电气器件――双向吸铁来辅助完成的。
卷绕时,筒管被下龙筋托着,随着下龙筋有规律的上下运动,由于筒管转速比锭翼转速快,因而粗纱便被平行地卷绕在筒管上。
下龙筋运行方向的上、下变换,便是由双向吸铁来控制。
如图(I.1)上龙筋固定不动,假设此时下龙筋运动方向是向上、则当点“A”上升到与锭翼压掌成水平位置时,下龙筋运动方向应反向向下,点“A”称换向点。
双向吸铁的活塞可由电控制左、右吸合,动程达25mm,活塞牵动机械齿轮正、反向啮合旋转,带动下龙筋向上或向下运行。
二、落纱部分:当成形的粗纱纺到定长之后,就要把纱落下去,送到下一道程序。
落纱部分应完成的动作有:1、下龙筋抬起,使皮带松弛并返回初始位置,以便下次纺纱。
2、下龙筋下落,使管纱从锭杆中脱出,然后由落纱工把管纱拔走。
3、下锥轮落下,返回原位置,使皮带张紧。
4、落完纱之后,使下龙筋进行第一次上升至插管位置,然后,挡车工把空的筒管插上。
5、再次使下龙筋上升,即第二次上升至生头位置。
挡车工生完头之后便可进行纺纱了。
三、辅助装置:1. 悬锭系列粗纱机配备了吹吸风装置用于清洁,吹吸风装置是间歇工作的,间歇时间可调。
2. 机器配备了红外光电检测装置,当发生断纱和断条时,挡光路后,机器将自停。
下龙筋附近的龙筋光电可保证落纱时纱不落光则下龙筋不能一次上升,插管时不插管则不能二次上升,起联锁控制作用。
机前三组光电为人身保护光电。
FA493(L)FA494(L)齿轮传动粗纱机
主要规格参数:
机器型号:FA494 FA493
锭距:220mm 194mm
锭数:96、108、120、132 96、108、120、132 节距:440mm 388mm
每节锭数:4 4
筒管尺寸:45*445mm 45*445mm
成型尺寸:150*400mm 135*400mm
牵伸倍数:4.2—12 4.2—12
捻度范围:18~80捻/米18~80捻/米
适纺线密度:200~1250 tex
牵伸形式:四罗拉双短皮圈牵伸
罗拉直径:上28.8 28.8 25 28.8
下28.5 28.5 28.5 28.5
加压形式:YJ4-190*4摇架
锭速:最高1400转/分
罗拉凳角度:15。
喂入装置:高架式导条辊
清洁形式:间歇式积极回转绒带配巡回式清洁装置
锭翼形式:封闭悬锭
车面高:1400mm
断头自停形式:红外线光电控制
主电机启动形式:变频调速慢速启动
副电机启动形式:变频调速慢速启动
机器手向:右手车
总功率:12.75kw
工艺计算:
锭翼速度(转/分)=主电机转速(转/分*40/96*47*47/54*32
=主电机转速(转/分)*40/96*1.27835
前罗拉转速=主电机转速*(40/96)*(TC1/TC2)*(A/B)
总牵伸倍数=TDC=(83/TDC)*(104/26)=332/TDC
捻度:
捻度=(1000*47*47*TC2*B)/(28.5*3.1415*32*54*TC1*A) =14.27766713*(TC2/TC1)*(B/A)
隔距块7.5(有4.5、5.5、6.5、7.5的)隔距:8*22*32
束棉器:前八后七
定量:6.8g/10m
捻系数=103
注:红色字体为上机工艺。