烧结机柔性传动装置结构优化改造实践
- 格式:docx
- 大小:28.46 KB
- 文档页数:3

工业技术科技创新导报 Science and Technology Innovation Herald71DOI:10.16660/ki.1674-098X.2005-5312-4163烧结机主要故障分析与改进薛林涛(宝钢集团新疆八一钢铁有限公司 新疆乌鲁木齐 830022)摘 要:烧结是钢铁冶炼的重要生产工艺。
各种类型的工业含铁废物,包括铁烟灰、泥浆和炉渣,可以通过烧结再循环和再利用,充分回收了黑色金属,提高了资源的利用率。
烧结机是烧结生产过程的主要设备,其能否正常运行直接影响整个生产过程的稳定性。
目前宝武集团新疆八一钢铁公司烧结分厂三个系列烧结机台车故障较频繁,严重影响生产节奏,增加烧结矿成本及维修成本。
针对三个系列烧结机故障频繁,急需经过管理及业务诊断对发生故障的原因进行分析,并采取相应的改善措施。
关键词:烧结机 运行故障 故障原因 改进措施中图分类号:TF046.4 文献标识码:A 文章编号:1674-098X(2020)08(c)-0071-03Main Fault Analysis and Improvement of Sintering MachineXUE Lintao(Baosteel Group Xinjiang Bayi Iron and Steel Corporation, Urumqi, Xinjiang Uygur Autonomous Region,830022 China)Abstract: Sintering is an important production process of iron and steel smelting. Various types of industrial iron containing wastes, including iron fume, mud and slag, can be recycled and reused through sintering, which can fully recover ferrous metals and improve the utilization rate of resources. Sintering machine is the main equipment in sintering production process, and its normal operation directly affects the stability of the whole production process. At present, the breakdown of three series sintering machine trolley in sintering branch of Bayi Iron and Steel Company of Baowu group is frequent, which seriously affects the production rhythm and increases the cost of sinter and maintenance. In view of the frequent faults of the three series sintering machines, it is urgent to analyze the causes of the faults through management and business diagnosis, and take corresponding improvement measures.Key Words: Sintering machine; Operation fault; Fault reason; Improvement measures伴随着冶金行业的发展和冶金行业的机械装备精密化、自动化的发展趋势,大型机械产品的结构日益复杂,性能参数越来越高,工作环境越来越严峻,故障率降低的问题越来越突出。

烧结生产工艺改进思考摘要:烧结生产的过程十分繁杂,且对技术具有较高要求,为了确保最终所呈现的工艺效果更加优质,且突出整体的作业品质,有关单位需要做好工艺的改进处理。
下面,主要分析影响烧结生产工艺的因素,并探索合理的改进技术,进而保证最终所呈现的烧结处理效果与新时期的发展需求更加契合。
关键词:烧结;生产工艺;改进前言:在全面开展烧结处理工艺期间,有关单位需要从技术改进与优化的视角展开深入的分析。
在掌握主要的影响因素之后,需要探寻更加合理的解决措施和方法。
进而保证最终所构建的工艺体系更加完整,且提高整体的实践效能,突出烧结工艺的综合质量。
一、影响烧结生产工艺的因素分析据了解,在烧结生产工艺过程当中,影响整体烧结质量的因素比较多样,其中焦炭产量的配比发挥着重要影响。
其次,在进行烧结作业的过程中,有关单位还需要进一步明确反料配比这一要素所发挥的影响,并结合实际的烧结作业要求,对反料配比的参数以及透气性的各项指标加以明确,否则的话将影响整体的消极实践质量。
同时,有关单位还需要从混合料的角度着手,就具体的影响加以分析,判定好具体的粒度关系,分析其与整个烧结工艺之间的相互关系,并探索合理的处理举措。
对混料中的水分含量加以优化,只有这样才能够保证最终所呈现的烧结处理效果更加的优质。
二、烧结生产工艺的改进分析(一)自动配料技术在烧结工艺方面,有关单位需要充分发挥自动配料这一技术工艺所具备的支撑作用[1]。
改变传统配料技术所存在的弊端和局限,进而保证最终所获得的配料结果更加精准,也能提高整体的配料实践效能。
一般在运用这一技术的过程中,需要根据具体的烧结工艺作业要求,备好一定数量的配合材料。
然后发挥先进技术设备的支撑作用,对其进行科学的配料处理。
在整个实践的过程中能够有效降低在人工方面的成本投入,也能够合理控制业为人工操作失误而造成的不良风险。
相较于以往的技术手段,该工艺所具备的时效性特征尤为显著,比较受到烧结工艺生产实践过程的推崇和应用,展现出独特的作用。


烧结环冷机柔磁性密封技术及其在凌钢的应用实践董建君1,朱兴益2,高彦3(1唐山科技职业技术学院,河北唐山063001;2.凌源钢铁公司炼铁厂,辽宁凌源122500;3.秦皇岛新特科技有限公司,河北秦皇岛066000)摘要:为解决烧结环冷机的漏风问题,提高余热利用效率,凌钢1#、2#环冷机采用了柔磁性密封技术。
结果表明:冷却机漏风率降低25%以上,烧结矿冷却效果明显改善,余热回收废气温度升高80℃左右,发电效率提高15%以上,年创效益1800多万元,使烧结余热发电水平又上了一个新台阶。
关键词:环冷机;柔磁性密封;漏风治理1 前言余热利用是烧结节能的重要方面,目前国内很多烧结厂都建设了余热发电系统。
本来,余热发电是一项成熟技术,但实际应用中却出现了投资大、效率低的现象。
究其原因,主要有两方面:一是废气没有很好地循环利用;二是系统漏风造成冷却机外排废气温度低,难于回收,余热利用效率低。
环冷机柔磁性密封就是为解决环冷机漏风而开发的一项新技术,其独特的密封方式可大幅度降低漏风、现场粉尘及噪音,提高余热发电效率。
2 环冷机柔磁性密封技术2.1 环冷机漏风的主要原因经现场分析,环冷机漏风主要有以下四个方面的原因。
2.1.1 底部漏风现有的鼓风式环冷机底部密封基本上都是采用橡胶密封,橡胶板多采用耐磨橡胶,具有一定硬度和弹性。
由于鼓风环冷机长期在高温、高粉尘环境下运行,密封板磨损较严重;其次,橡胶板有一定硬度,当其与台车梁底部或块料碰撞时易发生折断,从而导致漏风。
2.1.2 栏板漏风由于冷却机工作环境恶劣,台车栏板会产生不同程度的变形,形成缝隙,造成漏风。
2.1.3 横梁漏风卸料后及平时运动过程中,台车轮上的横梁与密封胶板接触不良,造成漏风,即三角梁处漏风。
2.1.4 烟罩漏风为防止运动的台车拦板碰撞烟罩,拦板与烟罩之间留有一定的间隙,从冷却机环型截面上来看,烟罩边沿距烧结矿也有一定的距离,当余热系统的引风机通过烟罩抽取烧结矿的热量时,大量的冷风就会从间隙处进入,影响烟气温度,降低发电量。


试论我国烧结机目前存在的密封问题及改造办法我们知道,重型机械制造业是关系到国民经济命脉和国家安全的一个重要产业。
在中央振兴装备制造业的战略决策及三年振兴规划的指引下,中国在“十二五”期间仍要坚持走新型工业化道路,以信息化促进工业化,用高新技术和先进实用技术改造传统产业。
根据国民经济发展需要,将加强科技创新能力,提升产业升级,加快结构调整,提高综合竞争能力,大力振兴和发展重型机械制造业,以满足国民经济发展和国防安全的需求。
随着全球经济的逐渐好转,未来几年中国重型机械行业有望实现较快的增长态势,并在技术能力上实现质的突破,在高端领域上形成国际竞争力。
总体上看,中国重型机械行业的中长期发展势头依然看好。
在这良好的发展势头下,冶金专用设备凭借其资金、技术、劳动密集型产业的主导地位占据了市场的较大份额,该种产品大部分是单件小批量制造,制造周期长,占用资金量大,其效益也较好。
但不得不承认,此类设备还存在着或多或少的技术问题,针对这些技术问题的改造对于提高其生产效益、避免能源浪费有着相当积极的意义。
冶金设备当中,烧结机的存在有着其不可磨灭的价值。
它适用于大型黑色冶金烧结厂的烧结作业,是抽风烧结过程中的主体设备,可将不同成份,不同粒度的精矿粉,富矿粉烧结成块,并部分消除矿石中所含的硫,磷等有害杂质。
随着冶金技术日新月异的发展,我们对烧结技术和生产能力不断提出更高的要求。
如何提高烧结机利用系数,提高烧结矿强度,降低烧结矿能源消耗,成为烧结生产发展的重点。
国内目前普遍使用的烧结机,由于结构设计的原因,设备存在严重的漏风现象漏风率维持在40% ~50% 之间。
由于漏风,严重地影响了烧结机的生产效率,并造成了较大的能源浪费。
因此,笔者针对烧结机尾漏风及滑道漏风问题,提出对此问题进行改造的几点设想。
首先,我们有必要分析一下烧结机漏风普遍存在的几点原因:1.密封机构中绞轴与绞轴座的转动副中没有润滑装置,运行时间长容易形成磨损缝隙,导致大量漏风。


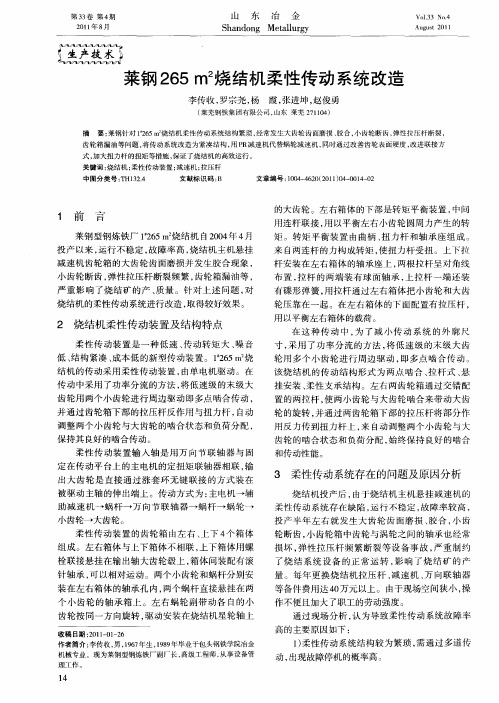
烧结机柔性传动中弹性拉压杆的初紧力调整实践1.概述265㎡烧结机驱动采用柔性传动装置,在装置的最后一级传动中,大齿轮通过涨套固定在烧结机头部链轮的主轴上,两个小齿轮靠左右两个箱体附着在大齿轮上,两个小齿轮同步传动,产生的工作压力通过弹性拉压杆、扭力杆装置作用在基础上。
最后一级齿轮传动示意图如图一。
图一柔性传动弹性拉压杆位置示意图在烧结机正常运行中,箱体始终有向右翻转的趋势,并有一定的角位移,其变形位移量主要是通过压缩弹性拉压杆的蝶簧来实现。
蝶簧的初紧力十分重要,初紧力过小,烧结机运行过程中随着负荷的变化悬挂箱体摆动幅度就会较大,箱体出现较大偏移;过大则弹性拉压杆相对烧结机负荷有一定的“刚度”,不利于减轻冲击。
弹性拉压杆结构如图二所示。
调整螺杆4旋入螺母1压缩蝶簧,产生一定的预紧力,当拉压杆受压时,通过上拉杆体8螺母1垫片2压缩蝶簧,下杆体7受压力;当弹性拉压杆受拉时通过上拉杆体8锁紧螺母6调整垫片5压缩弹簧,下杆体7受拉力。
调整垫片5的作用是在保证已调定好的预紧力不变的情况下,调节整个弹性拉压杆的长度,以适应安装精度的要求。
图二弹性拉压杆结构图2.初紧力的确定2.1理论计算及分析弹性拉压杆的初紧力根据烧结机正常运行所需传递的工作扭矩来确定。
烧结机头部星轮总的阻力矩由四部分组成:上轨道台车列产生的阻力矩、尾部星轮阻力矩、下轨道阻力矩、头部星轮上抬台车阻力矩。
其中台车在尾部星轮上由于重力产生的倾翻力矩已远远大于轴承及弯道的阻力矩而成为推动下台车列向头部运动的主动力。
根据以上分析,可以用下式计算(1):Mz=Ms+Mt式中Mz——头部星轮总的阻力矩Ms——上轨道阻力矩Mt——头部星轮上抬台车所需的力矩2.2上轨道阻力矩Ms的计算上台车列中即将到达尾部星轮中心线但还没有开始翻转的那部台车为计算的首部台车,受第二部台车的推力、车轮滚动摩擦力及轴承处滚动摩阻力偶矩,计算摩擦力和摩阻力矩的正压力Pw=W+W1+pPw——正压力W——台车自重(N)W1——台车所装物料的重量(N)p——台车在抽风负压作用下的压力(Pa)计算出第二部台车对首部台车的推力,再对第二部台车受力分析:受首部台车反作用力、第三部台车推力、车轮滚动摩擦力及轴承处滚动摩阻力偶矩。

降低烧结机漏风率的生产实践0 前言随着高炉冶炼不断强化,炼铁产量逐年提高,宣钢于2008、2010年又相继建成两座2500m3高炉,烧结生产远不能满足高炉需要,给烧结生产带来很大压力。
从三烧烧结机目前生产情况看,烧结系统过高的漏风率成为阻碍烧结矿产量和质量进一步提高和降低能耗的关键因素。
目前烧结机系统漏风率在62%以上,与日本同类型烧结机30%左右的漏风率相比差距甚大,同宝钢40% 左右的漏风率相比也还有很大的差距。
过高的漏风率造成烧结矿产、质量降低和各种消耗升高,生产成本上升。
烧结行业为了降低固体燃料消耗,普遍推行厚料层烧结技术。
但料层提高后所面临的问题是:相对漏风率大,通过料层的有效风量减少,致使台车速度减慢,影响产量的提高和固体燃料消耗的下降。
1 烧结机漏风率情况分析通过对烧结机抽风系统各部位漏风的研究、分析,认为烧结机抽风系统的漏风主要集中在以下几个部位:1.1 台车到风箱之间的漏风台车到风箱之间的漏风占烧结机总漏风率的80%左右,主要包括台车体、台车与风箱滑道之间的漏风以及烧结机头尾部的漏风。
1.1.1 烧结机台车本体磨损严重。
三烧烧结机自从机上冷却烧结生产,改造为生产热矿烧结工艺后,烧结台车没有做过整体更新,烧结机传动方式是,机头星轮传动,机尾采用利用台车自重沿弯道下滑“碰撞”式,在运行过程中台车间的碰撞及受热应力的影响,对台车本体磨损较为严重,在台车与台车相接的“肩膀”处形成漏风三角区。
由于台车本体的磨损、变形,两部台车挡板之间间隙大,漏风也较为严重。
1.1.2 台车与风箱滑道之间的漏风。
台车与风箱滑道之间的漏风主要是:由于受高温影响,上下滑板间润滑不好,在运行过程中受压力、顶卡、磨损等影响,造成上滑板和固定下滑板之间出现缝隙,形成漏风点。
1.1.3 烧结机头、机尾密封处的漏风。
烧结机头、机尾密封在高温、高粉尘环境中容易出现卡阻、密封板磨损,以及由于台车下部横梁变形,和密封板间形成点接触,从而形成台车与密封板间的漏风。

柳钢360m2烧结机工艺及设备优化周茂涛,王志文,王会超,罗莎(柳州钢铁集团设计院,广西柳州545002)摘要:柳钢在三台360m2烧结机设计和生产过程中,对工艺和设备进行了多方优化和改进。
本文重点介绍几项运行良好、作用明显的优化措施及其效果。
关键词:烧结返矿;转炉冷却剂;余热发电;机头除尘灰输送;单辊漏斗1 前言柳钢在节能降耗、降本增效的发展过程中,顺应国家钢铁产业的发展政策,淘汰了落后的烧结设备,同时,为了平衡铁—烧生产能力和满足高炉大型化对烧结矿质量的要求,陆续建设了3台工艺先进,能耗较低,环境污染小的360m2烧结机。
近几年来,钢铁行业上游成本不断增加而需求量萎缩的现状,迫使钢铁企业压缩生产成本,减少消耗。
因此,在360m2烧结机设计和生产过程中,对工艺和设备进行了许多优化和改进。
本文重点介绍几项运行良好,效果明显的优化措施。
2 增设转炉用烧结矿转运工艺在1#、2#烧结机设计中,从环冷机出来的烧结矿经两级振动筛筛分后,≥16mm的作为成品矿,≤6mm的作为烧结返矿进入配料室,6~16mm部分进入烧结楼作为铺底料,剩余部分仍进入成品矿仓。
此方案中,铺底料粒度较小,易从篦条缝隙漏出,造成除尘负荷增加及大烟道磨损加剧;而且小粒度烧结矿进入成品仓,也影响成品矿的品质,增加炼铁返矿量及工序成本。
有鉴于此,3#烧结机设计中提出了完善筛分工艺的要求。
在公司节能降耗攻关中,提出了使用烧结返矿取代部分废钢作为冷却剂的方案。
烧结返矿的冷却效应是废钢的3倍左右[1],而且烧结矿中铁元素含量约为53%,烧结返矿在作冷却剂的同时,铁元素被还原进入钢液,可降低钢铁料耗,还可增加渣中氧化铁的含量。
基于上述要求,对3号烧结机筛分工艺作了如下改进:≥14.5mm的作为成品烧结矿,10~14.5mm 部分作为铺底料,多余部分仍进入成品仓,6~10mm部分则运送到转炉,见图1。
图中转炉—1胶带机为可逆式,一端通向转炉—2胶带,可为转炉供料;另一端通向返料胶带,当转炉用料过剩时,这部分烧结矿再通过返料胶带返回配料室。


烧结机主要故障分析与改进内蒙古包头市014010摘要:烧结机是烧结生产工艺的主要设备,其能否正常运行直接影响到整个生产工艺过程的稳定。
基于此,本文重点论述了烧结机故障原因和改进措施。
关键词:烧结机;故障;原因;改进措施烧结是钢铁冶炼的重要生产工艺。
各种类型的工业含铁废物,包括铁烟尘、泥浆、炉渣,可通过烧结再循环与再利用,充分回收黑色金属,提高资源利用率。
烧结机是烧结生产中的主要设备,其正常运行直接影响到整个生产过程的稳定性。
一、烧结机概述1970年以前,我国烧结机的机型都在75m2以下。
70年代后,特别是1985年宝钢从日本引进的450m2大型烧结机投产及依靠和组织国内烧结厂设计、生产制造了130m2烧结机、抽风环式冷却机和相应的20多种配套设备,使我国烧结机的大型化上了一个台阶。
20世纪70年代初以前,我国最大烧结机为75m2,80年代初,我国在宝钢引进了450m2的大型烧结机及其配套设备,同时引进了烧结机的制造技术。
至2007年,我国已先后在宝钢、鞍钢、武钢等地建成了180m2的烧结机及其配套设施72台套。
烧结面积总计达到221216m2,烧结机单台平均面积为295m2。
烧结机适用于大型黑色冶金烧结厂的烧结作业,主要适用于大中型规模的烧结厂对铁矿粉的烧结处理。
它是抽风烧结过程中的主体设备,可将不同成份与粒度的精矿粉、富矿粉烧结成块,并部分消除矿石中所含的硫、磷等有害杂质。
烧结机按烧结面积划分为不同长度不同宽度几种规格,用户根据其产量或场地情况进行选用。
烧结面积越大,产量就越高。
二、烧结机维修现状1、有形、无形磨损。
烧结设备在运行时,为更好的提高生力与生产效益,必须要做好设备管理。
任何一种设备在使用时都存在磨损,磨损的形式一般可分为两种:有形、无形磨损。
其中,有形磨损是机器在运行时摩擦产生的磨损,使设备的配件形状发生变化,从而使设备的使用功能下降,可通过维修,换零部件方式对其进行维修。
无形磨损是不可维修的,是属于技术性的磨损。



智能润滑系统在烧结机系统应用与实践烧结机滑道润滑的良好制约烧结机生产较严重的问题之一,润滑不到位容易造成台车爬坡、滑板磨损脱落,因此给生产和设备都带来许多问题。
济钢120烧结之前使用的是双线集中润滑系统,无法满足生产需求,在2014年5月大修期间,对润滑系统进行了改造,采用了ZDRH-2000智能润滑系统,效果十分显著。
改造后系统稳定,设备故障减少,烧结机作业率和产量都得到明显提高。
标签:烧结机;滑道;智能润滑;改造1 前言济钢炼铁厂有120㎡烧结机3台,其中1#2#烧结机在2002年由90㎡烧结机扩容改造成120㎡烧结机,采用的是双线集中润滑系统,油泵开启后,采用分配器对各润滑点进行供油,一个分配器带4个润滑点,这种润滑系统在自身原理和结构上具有一定的限制,常常因润滑不到位,造成台车爬坡、掉滑板、电流过载等故障,同时加快了滑道磨损,增大了烧结机的漏风率,给生产带来了严重的影响。
烧结机生产环境恶劣、温度高、润滑点多且分散,烧结机头尾部润滑点多为重载轴承,滑道及尾部润滑点温度都在100℃以上,济钢120㎡烧结机润滑点中部滑道有108个,头部轴承座有16个,尾部轴承座有10个,在生产运行中,双线集中润滑系统主要存在以下这些方面的问题:(1)系统泵站压力比较低,由于各点是同时供油,管线比较长,系统压力升不上去,在距离泵站近的地方压力高能够得到充分的润滑,远的地方压力低而得不到供油;(2)各点的润滑油量无法控制,在134个润滑点中包括滑道、轴承座、齿轮箱等,各点对润滑油量需求和润滑时间不一样,造成润滑油的浪费,同时由于管道长、压力损失的原因,导致中、后部滑道润滑点油量过少,容易造成设备故障;(3)润滑油路由于无过滤装置,容易造成分配器卡阻,并且没有检测及报警功能,排查很不方便,一旦某个分配器卡死,将有4个点无法供油。
烧结机本身工作环境比较恶劣,属于高温、粉尘区域,分配器在这种环境下工作,极易出现卡阻,如果得不到及时处理,很容易造成滑道缺油,发生设备事故;(4)故障率比较高,并且检修不方便,如果系统压力出现问题,不容易查出问题的所在,将会导致整个系统无法正常工作,需停止供油,方能检修;(5)自动化程度低,不能进行远程监控,油量、时间的调节都需要到泵站手动操作,经常由于操作的原因带来一些设备事故。

烧结机柔性传动装置及安装摘要:重点介绍承钢360m2烧结机所采用的柔性传动装置安装过程中主要零部件的安装技术要领及出现的问题。
关键词:柔性传动装置安装要领涨套扭力杆支撑杆1前言柔性传动装置是一种低速、传动转矩大、噪音低、结构紧凑、成本低的新型传动装置。
早在上世纪60 年代,原西德、美国已将其用于转炉、斗轮挖掘机和桥梁开闭上,至70 年代,欧美其它一些工业发达的国家相继引进和开发,使柔性传动技术向纵深发展,广泛地应用于转炉、混铁水车、烧结机等各种低速、大转矩的传动装置上。
我国从上世纪70年代开始,对这种传动装置进行研究开发,取得一定成果,并自行设计出烧结机柔性传动装置。
柔性传动装置作为烧结机主传动,是烧结机系统的关键设备.该装置技术先进、结构复杂、制造难度大,现场装配、安装难度也非常大。
2柔性传动装置的工作原理2.1 工作原理烧结机头部驱动的柔性传动装置输人轴是通过二次减速机的空心轴和一次减速机的齿轮轴通过一对锁紧盘进行连接传动方式为:电机---二次减速机(三环减速机)---齿轮轴---大齿轮。
1.变频电机:其作用是为烧结机转动提供动力源,并检测其实际工作转速。
2.一次减速机:起着第一次减速作用。
3.二次减速机:是两个一次减速机传动力的集合处,起集中再减速作用。
4.扭力杆:其功能是借助扭力轴的扭转弹性变形来吸收和缓冲烧结机启动、制动时产生的力矩冲击,减少扭振力矩,同时适应星轮主轴的变形和偏摆。
2.2 技术参数传动装置的技术参数如下:1.主传动减速机型号:TYH140-2744(三环减速机)2.主传动电机:YMDZ300-170 额定功率22KW3.驱动装置输出扭矩:(正常)700 kN·m4.驱动装置总速比:2744。
5.总重量 :41220kg。
3安装技术要领3.1 柔性传动装置的安装顺序基础检查、验收→大齿轮、胀套安装→ 扭力杆装置→齿轮箱(上、下) →拉杆同箱体连接、中心高度调整。
烧结机柔性传动装置结构优化改造实践
摘要:柔性传动装置是大型烧结机的核心设备,其巨大的传动比必须通过多级减速才能实现。
三环减速机的应用可将传统的柔性传动装置从三级减速优化为两级减速,在行业内有着重要的借鉴和推广意义。
关键词:柔性传动装置;三环减速器;解决方案;实施办法
Practice of Structural Optimization and Transformation of Flexible Transmission Device of Sintering Machine
Ma Fei
(ironworks of Shaanxi Longmen iron and steel co.,ltd)
Absrtact:Flexible transmission device is the core equipment of large sintering machine.Its huge transmission ratio can only be realized through multi-stage deceleration.The application of three-ring reducer can optimize the traditional flexible transmission device from three-stage deceleration to two-stage deceleration,which has important reference and promotion significance in the industry.
Key words:implementation method of flexible transmission device three-ring reducer solution
一、前言
柔性传动装置是一种传递扭矩大、结构紧凑、运转可靠的减速装置。
适合于诸如烧结机等低速重载的传动场合。
烧结机柔性传动装置的大齿轮悬挂安装在星轮轴上,大齿轮由两个转向相同的小齿轮同时驱动。
在两根拉杆的连接作用下,当星轮轴线由于台车跑偏需作适当调整时,在一定的范围内小齿轮可随大齿轮一起移动,而齿面啮合仍然保持完好,传动性能保持不变。
由于大型烧结机台车的行进速度非常低,需要将电机的输入转速经过多级减速才能实现。
传统的烧结机柔性传动装置,在低速级小齿轮之前一般需要经过两级减速才能达到工况要求。
图一
二、设备现状
龙钢公司265㎡烧结机于2008年建成投运。
台车规格3500×1500×750,行进速度0-4.5m/min。
由两台变频电机驱动,输入功率 2×22 kw,输入转速317-
950r/min。
柔性传动装置总速比2744.5,通过三级减速实现。
高速级为两台
KA107B16.75AM200型减速器,中速级为两台平面二次包络弧面蜗杆减速器,低速级为两小齿轮同时与一大齿轮相啮合的直齿圆柱齿轮减速器。
电机与高速级之间为法兰直接联结,高速级与中速级之间通过安全联轴器联结,中速级涡轮与低速级小齿轮轴伸采用过渡配合联结,如(图一)。
柔性传动装置各级速比及输出转速如下:
该柔性传动装置自投运以来一直是整个系统运行的薄弱环节。
高速级两台KA107B16.75AM200型减速器,从结构上讲有立式和卧式两种安装形式。
立式安装时,轴承呈垂直排列状态,位置高的轴承经常处于润滑不良状态,从而导致故障较多。
为了改善润滑条件而提高油位,又容易导致油品渗漏。
另外,高速级与中速级减速器之间的安全联轴器,在实际使用过程中保护扭矩的调整也存在一定困难,当保护扭矩过大时起不到安全保护作用,当保护扭矩过小时容易打滑造成摩擦片损坏,影响生产的稳定性。
特别是在一次故障排除中,由于处置方式不当导致了中速级一台平面二次包络面蜗杆减速器的蜗杆断裂。
受现场条件和技术力量的影响,更换蜗杆后的运行
状态极不理想。
三、解决方案
通过对现状的分析,我们认为问题主要出在柔性传动装置的高速级和中速级。
解决问题的思路应该从简化高中速级柔性传动装置的结构入手。
如果高速级和中
速级减速器能够用一台减速器来替代,那么柔性传动装置的结构将会得到大幅度
的简化,设备所存在的上述问题将会有效回避。
但是我们知道高中速两级的速比
高达312.67(16.75×18.667),具备如此大速比的减速器的选择范围非常有限。
从结构、载荷、速比等方面综合考虑,我们认为通过一台三环减速器来取代
一台高速级KA107B16.75AM200型减速器和一台中速级平面二次包络弧面蜗杆减
速器,从理论上讲具有可行性。
三环减速器具有速比大、承载能力强、重量轻、结构紧凑等诸多特点,非常
适合于在烧结机柔性传动装置中使用,需要克服的主要是改造实施过程中的技术
性问题。
图四 1-变频电视 2-三环减速器 3-低速级减速容 4-连接
我们从柔性传动装置总装配图可知,可充分利用原安装涡轮的低级减速器小
齿轮轴伸(Φ180r5)与三环减速器的联结,只需将三环减速机的安装孔按与此轴
伸配合设计即可,如(图二)所示。
因为此轴伸所传递的扭矩在改造前后无变化,无需做强度校核,但出于结构的需要,在低速级减器与三环减速器箱体之间需要
增设一个连接盘,通过连接盘将低速级减速器小齿轮轴承套与三环减速机轴承套
连接起来,如(图三)所示。
为了限制三环减速机在负荷状态下的箱体旋转,须
在三环减速机靠近低速级一侧的内侧下角设置连接板。
另外,原有的减速机直联
变频电机,要改为变频电机与三环减速器通过梅花联轴器联结,并通过法兰盘将
电机固定。
改造后的整体结构,如(图四)所示。
四、实施办法
为便于交流,现将改造的具体实施办法归纳如下:
1.数据采集
在有条件的情况下,竟可能提供柔性传动装置原始设计图纸,以便采集电机
输入功率、转速,各级减速器速比,低速级减速器小齿轮轴伸、轴承套等与改造
相关的参数,并对参数进行现场确认。
必要时还需现场测绘,补充相关数据。
2.设备订货
查找国内有三环减速机非标设计、生产能力的供货方进行设备订货,并向供
货方提供充分的数据及资料,同时在技术要求中对设备结构、配置、性能、参数
等作出明确要求。
3.实施准备
设备到货后,首先要对其数量和完整性进行核对;其次是对设备的重要安装
尺寸、外观质量进行检验;第三是对三环减速机的箱体进行清洗,保证油箱内不
得有异物;最后对孔、轴伸进行涂油脂防锈、包扎保护后运至指定位置备用。
4.实施要点
在改造实施过程中需要注意的是:1对高速级、中速级减速器进行保护性拆除。
特别注意防止拆除过程中造成对低速级减速器小齿轮轴伸的损伤;2安装前
将连接盘分别与低速级小齿轮轴承套法兰、三环减速机轴承套法兰进行试安装;
3对低速级小齿轮轴伸、三环减速器装配孔进行公差测量,通过测量数据确定对
配合轴、孔的安装方式;4三环减速机在低速级减速器小齿轮轴伸上安装到位后,在自由状态下用连接板将三环减速机箱体固定在低速级减速机箱体上;5变频电
机为为立式安装,必须首先吊至合适高度,待两轴完全对准时再垂直下落,防止造成对梅花弹性块的损伤。
结束语
通过本次技术改造,成功解决了原有柔性传动装置结构复杂,故障多、渗漏油严重、传递效率低等诸多问题,同时也给传统柔性传动装置的升级改造提供了一个成功的案例,在行业内具有一定的借鉴和推广价值。
参考文献:
[1]《烧结设计手册》冶金工业部长沙黑色冶金矿山设计研究院冶金工业出版社 2005
[2]《冶金机械设计手册》汪海涛中国科技文化出版社 2006
[2]《机械设计手册》徐灏机械工业出版社 1991
作者简介:
马飞;职称:工程师;所在单位:陕西龙门钢铁有限责任公司炼铁厂设备科。