超超临界锅炉水冷壁管屏焊接变形缺陷分析及工艺控制
- 格式:pdf
- 大小:453.67 KB
- 文档页数:3

锅炉水冷壁鳍片缺陷分析及预防措施摘要:锅炉受热面管子管口焊接质量的关乎机组的安全运行,焊接过程中能够引起各级人员的重视,不论是焊前的准备,焊接的工艺,还是焊后的热处理及检验,均有完备而细致的要求,层层把关,基本可以确保焊口的质量。
但是对鳍片的焊接几乎无人关注,甚至连基本的焊接工艺指导书都不具有质量管控的作用,因此很多电厂出现了鳍片缺陷,以致机组非停,造成巨大的经济损失,严重影响企业效益。
本文对鳍片缺陷产生的方式及产生机理进行统计分析,因为锅炉炉膛温度高、各处热负荷差别大,管子长膨胀量大且无有效的消除膨胀应力的措施,工作条件最为恶劣,重点对锅炉水冷壁鳍片提出了预防措施和相关建议,对检修具有指导意义。
关键词:水冷壁鳍片裂纹爆管预防措施1前言锅炉水冷壁类型主要有光管式水冷、销钉式水冷壁、膜式水冷壁,其中膜式水冷壁管屏可在制造厂成片预制,便于工地安装,且气密性好,管屏外侧仅需敷以较薄的保温材料,炉膛高温烟气与炉墙不直接接触,有利于防止结渣,大容量,高温高压锅炉多采用这种结构。
膜式水冷壁是由许多鳍片管沿纵向依次焊接起来,构成整体的受热面,使炉膛内壁四周被一层整块的水冷壁膜严密包围。
炉内燃烧热主要以辐射的方式投射于水冷壁表面,再通过金属的导热由水冷壁传导至管道内侧。
而后管内工质通过和管道内壁间以对流放热的形式吸收热量并将其带走。
鳍片段所吸收的辐射热,是以相邻两水冷壁管中间位置为中心,在鳍片内向两侧传导至管壁。
因此从定性的角度来看,沿管子径向方向,鳍片的温度分布是相邻两水冷壁管向火侧中间位置的点温度为最高,并沿两侧逐步降低;沿管子轴向方向,随着管内工质和燃烧火焰温度的变化,各处鳍片温度相差很大,尤其是在机组启停过程中,温度会剧烈变化,因为管子长度大,膨胀量较大,膨胀应力不容忽视,如果鳍片的焊接质量不过关,很容易产生缺陷,影响鳍片密封的严密性,降低机组效率,严重的会损伤管壁,造成管子泄漏,影响机组的安全运行。
2鳍片缺陷表现形式鳍片裂纹多数出现在鳍片角焊缝处,尤其是转角弯管处鳍片的角焊缝,刚性梁与水冷壁管之间的角焊缝,密封盒处垫板与水冷壁管之间的角焊缝等处,在超超临界机组中,螺旋段水冷壁鳍片角焊缝处也容易出现裂纹。

超临界锅炉水冷壁上集箱管座角焊缝开裂原因及对策摘要:文章对640MW超临界锅炉水冷壁上集箱管座角焊缝开裂原因进行分析,通过应力分析、材质分析等方法,认为机组在频繁调峰和启停过程中集箱与管接座的膨胀差导致管座角焊缝承受过大的弯曲应力而开裂。
为防止类似问题的发生,提出了水冷壁上集箱分段改造办法,有效解决了座角焊缝开裂问题。
关键词:水冷壁;管接座裂纹;原因分析;分段改造1引言某电厂一期为2×640MW超临界机组,为超临界参数变压运行本生直流锅炉,单炉膛、一次再热、平衡通风、露天布置、固态排渣、全钢构架、全悬吊结构Π型锅炉,锅炉型号:HG1950/25.4-YM1。
锅炉由哈尔滨锅炉厂有限责任公司引进三井巴布科克能源公司技术生产。
2台机组分别于2006年3月和6月投产。
两台机组于2006年投产以来,累计运行时间已超过10万小时。
近年来,发现水冷壁上集箱管座角焊缝频繁出现裂纹现象。
2018年2号锅炉节能提效改造中检查发现水冷壁上集箱154处管座角焊缝存在裂纹;2019年2号锅炉C修中检查发现水冷壁上集箱32处管座角焊缝存在裂纹;2020年2号锅炉调停检修中检查发现水冷壁上集箱50处管座角焊缝存在裂纹。
为确保机组正常运行,避免开裂情况发生,利用应力分析、温差分析等方法对开裂原因进行具体分析。
根据检测结论提出有效的预防措施及改造方案,为避免类似事故的发生提供借鉴。
2缺陷描述2.1水冷壁上集箱管座角焊缝裂纹锅炉炉膛由下部螺旋水冷壁和上部垂直水冷壁构成。
下部螺旋水冷壁由436根水冷壁管组成,上部垂直水冷壁由1312根水冷壁管组成。
螺旋水冷壁和垂直水冷壁均采用全膜式焊接结构,由钢管和扁钢制成。
上部垂直水冷壁管规格为Φ31.8×5.5mm,材料为SA-213T12,节距为57.5mm ;鳍片材料为15CrMo,厚度为5mm ;水冷壁上集箱规格为Φ273×65mm,材料为SA-213P12;前墙、左右侧墙水冷壁上集箱各为一个。
超超临界锅炉焊接监理质量控制要点摘要本文介绍了西北某燃煤电站2×660MW超超临界锅炉焊接特点、技术措施、质量把关等,重点从原材料、焊接工艺、检查检验等角度,监理严格质量控制,确保锅炉严密性。
对类似电站工程中如何认真细致、规范标准地做好焊接监理管理工作、促进工程质量提升,有积极的借鉴意义。
关键词超超临界锅炉焊接特点技术措施质量控制一、焊接特点2.1西北某燃煤电站2×660MW超超临界机组工程位于宁夏东北部,分别为#3、#4共两台机组,采用EPC总承包建设模式。
春秋风沙大,早晚温差大,每年10月中旬进入冬季施工,冬季气温降温较快最低温度为-24℃。
由于气候的影响导致现场焊接施工环境比较艰难。
2.2本工程单机锅炉水压焊口48218只,承压部件的钢材种类较多,主要有:12Cr1MoVG、15CrMoG、SA-213T91、SA-213T92、SA-210C、SA-335P91、SA-335P92、S30432、SA-213TP310HCbN、A672B70CL32、15NiCuMoNb5-6-4等。
2.3锅炉受热面地面组合焊口占总焊口的30%,炉上焊接焊口位置不佳,容易出现错口,折口等现象。
2.4现场高合金大口焊接特点及技术难点:1)口径大,管壁厚,焊接作业时间长,焊工容易疲劳作业。
2)高合金钢大口径焊接对焊前预热、充氩保护工作要求比较严格。
3)大口焊接根部夹渣若不及时清理会导致整个焊缝不合格。
4)因焊工个人技能问题在大口盖面过程中会出现同一个焊口有不同的焊道出现,导致焊缝成型不良或局部未焊满现象。
5)冬季施工期较长,高合金大口焊接温度和环境温度控制成为该项工作的重点。
6)P/T91/92材质焊口焊接时间和热处理时间长,因此焊接质量、硬度、金相、光谱作为重点控制和监督项目。
二、热力管道介质技术参数三、主要焊接方法措施3.1锅炉受热面鳍片密封焊接措施1)密封焊施工流程如下(预热适用于需要进行焊前预热的部件):2)检查施工方法及要求(1)鳍片切割要求为防止锅炉爆管,管排鳍片切割工必须进行岗前考试,考试合格后现场制作上岗证,持证上岗避免未经考核人员私自施工。

超超临界锅炉水冷壁横向裂纹产生原因及控制策略发布时间:2021-05-25T08:10:53.636Z 来源:《防护工程》2021年4期作者:李洋[导读] 本文主要分析超超临界锅炉水冷壁横向裂纹产生原因及控制策略。
哈尔滨哈锅电力设备有限公司黑龙江省哈尔滨市 150090摘要:焊接裂纹是焊接接头中较为严重的焊接缺陷,除了降低焊缝的强度外,还会因裂纹末端的尖锐缺口引发严重的应力集中,造成裂纹不断扩展及焊接结构破坏。
通常焊接裂纹可分为热裂纹、冷裂纹、再热裂纹和层状撕裂等 4 类。
鉴于此,本文主要分析超超临界锅炉水冷壁横向裂纹产生原因及控制策略。
关键词:超超临界锅炉;水冷壁横向裂纹;原因1、引言超超临界燃煤机组锅炉是国内较为先进的火力发电机组锅炉,相较于 1 000 MW 机组,其技术更为成熟。
但多家电厂在实际投运后的检修过程中,发现水冷壁某些特定区域内向火面管子大面积的产生表面横向裂纹,对锅炉的安全运行造成相当程度的隐患。
2、锅炉水冷壁管规格所研究锅炉为某型超超临界参数变压运行直流锅炉,炉膛采用垂直上升膜式水冷壁。
水冷壁管规格为φ28. 6 mm×6 mm,管材均为15CrMoG,节距为 44. 5 mm,管子间加焊的扁钢宽为15. 9 mm,厚度 6 mm,材质为 15CrMo。
在历次检修中,对其前墙某一区域所产生表面横向裂纹统计显示: 水冷壁管横向裂纹较容易产生的区域约 30%集中于吹灰孔周边,包括其余的裂纹区域在内,裂纹大多集中于鳍片和向火面顶点位置。
对此展开研究工作,对吹灰器动作时对管壁应力影响进行计算分析。
同时,选取裂纹较集中部位布置温度测点,配合集控数据,作为有限元分析的依据。
试图从应力分布角度找出裂纹产生的原因。
图 1 为水冷壁管外壁裂纹示意图。
图1水冷壁管外壁裂纹示意图3、超超临界锅炉水冷壁横向裂纹产生原因3.1、超临界 W 型火焰锅炉水冷壁超温及热偏差较大锅炉水冷壁大部分是膜式壁,为让每个地方水冷壁的热负荷处于平衡状态,一般临近的水冷管壁的温度测量位置的温度差异要低于50℃,而同个墙面同个联箱水冷壁管的温度差异应当不高于 80℃。
超超临界锅炉受热面焊接变形原因分析及控制措施摘要:以华润电力(海丰)有限公司2×1000MW超超临界燃煤发电机组#2锅炉、国电蚌埠发电厂二期扩建工程2×660MW超超临界二次再热燃煤发电机组#3锅炉2个超超临界锅炉安装经验作为指导,针对水冷壁及包墙受热面管排密封扁钢焊接时易变形的特点,通过分析,采取一系列工程控制措施,使受热面管排焊接变形获得有效的控制,保证了锅炉的正常安装及安全运行。
关键词:超超临界锅炉;受热面;焊接变形;控制措施Reason Analysis of and Control Measures to Welding Deformation of the Heating Surface in Ultra Supercritical BoilerZhong Zhen Congbin Xu Yongle Song(China Energy Engineering Group Anhui The Second Power Construction Engineering Corporation Limited, Hefei 230000,China)Abstract:As the project of 2×1000MW ultra supercritical boiler of Huarun electric power (Haifeng) Corporation Limited and the project of 2×660MW double reheating ultra supercritical boiler of China Guodian Bengbu Power Generation Corporation Limited a guide,this article analyses the reasons of the Welding Deformation of the water wall tube and the wall enclosure superheater. A series of technical methods which are effective have been taken to control the Welding Deformation of the Heating Surface, and it ensures the normal installation and safe operation of the boiler.Key words:Ultra Supercritical Boiler;Heating Surface;Welding Deformation;Control Measures.0引言华润电力(海丰)有限公司2×1000MW超超临界燃煤发电机组#2锅炉为哈尔滨锅炉(集团)股份有限公司生产的超超临界参数变压运行垂直管水冷壁直流炉,单炉膛、一次中间再热、反向双切圆燃烧方式、平衡通风、固态排渣、全钢悬吊结构、π型、露天布置燃煤锅炉,锅炉型号为HG-3100/28.25-YM4。
设备管理与维修2021翼3(上)严格控制转子动平衡精度。
(6)在实际运行中此泵杨程较高,可以对叶轮进行切削、降低杨程,既能降低功率消耗,又能使泵的振动下降,处于更稳定的运行状态。
5结束语辐射进料泵是延迟焦化装置的关键设备,介质温度高、压力高,一旦出现故障有可能会造成严重事故。
本次设备振动的峰值已经达到D 区(振动在此区域内,通常认为其剧烈程度足以引起机组破坏),如果长时间未发现极有可能造成机封泄漏,发生火灾事故。
所以,日常对机泵的润滑油、封油、冷却水的检查以及状态监测尤为重要,是保障设备安全运行的基础。
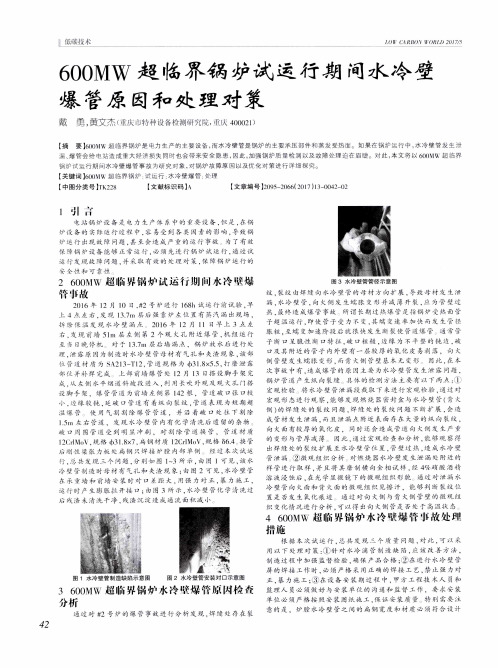
〔编辑吴建卿〕600MW 超超临界锅炉水冷壁检修质量控制雷中辉(华能湖南岳阳发电有限责任公司,湖南岳阳414002)摘要:针对锅炉水冷壁管管径小、有节流孔的特点,在管道更换过程中制定了详细施工方案和严格的质量标准,并由专业人员全程监督签字鉴证,确保更换过程中的管道清洁和焊接工艺的正确实施。
机组运行以来,未出现水冷壁管节流孔堵塞超温及管道新焊缝泄漏事件,是一次水冷壁管更换检修工艺和方法的成功探索,对于水冷壁管更换检修具有重要的指导作用。
关键词:水冷壁;节流孔;清洁度;签证;水冲洗;射线拍片中图分类号:TM621.2文献标识码:B DOI :10.16621/ki.issn1001-0599.2021.03.330引言火电厂锅炉一旦发生“四管”(即锅炉水冷壁、过热器、再热器和省煤器)泄漏就只有采取强迫停炉,严重影响了火电厂的正常生产,造成巨大的经济损失。
在预防和处理“四管”泄漏工作中,由于“四管”高温高压工作特性,在管道更换处理过程中对焊接工艺、管道清洁度等有着特殊要求,特别是对于小管径、有节流孔的水冷壁管有着更高要求。
经过长期的工作实践,通过对锅炉发生缺陷的原因作出合理分析,加强对锅炉“四管”缺陷进行有计划、有针对性的治理改造,强化防磨防爆工作组织管理,优化检修方法等措施,可以使管道锅炉受热面损坏、泄漏事故得到有效控制。
超临界锅炉异种钢接头焊接缺陷分析及对策发布时间:2022-10-23T09:19:02.450Z 来源:《科学与技术》2022年6月12期作者:于得水[导读] 随着国家对燃煤机组高效节能环保政策要求越来越严格于得水抚顺石化工程建设有限公司 113004摘要:随着国家对燃煤机组高效节能环保政策要求越来越严格,近年来国内超超临界机组进入快速发展阶段,锅炉过热器压力以及过热器和再热器温度均已大幅升高,相应地对锅炉受热面材质的性能要求也越来越高?关键词:超临界;锅炉;异种钢接头;焊接缺陷引言为了即能够保证锅炉受热面材质的使用性能,同时又能降低管材采购成本,国内大型锅炉厂设计时大量采用异种钢接头来满足以上要求,但异种钢接头对焊接工艺的严谨性和焊后热处理要求更高,同时异种钢接头容易产生焊接缺陷,直接影响着锅炉的安全运行?1超超临界锅炉常见异种钢材料及性能实际中发现焊接结构的破坏多是从焊接接头开始的,因此,有关焊接结构疲劳强度和断裂力学的研究具有十分重要的意义?焊接结构中的焊接接头有多种形式,其中较为常见的有X型坡口焊缝?由于结构?工艺以及施工等多方面的原因,焊缝中出现缺陷往往是不可避免的?缺陷及焊接接头焊趾和形状突变处的存在会在焊缝中产生局部的应力集中,从而降低整个结构的强度?正确计算缺陷处的应力集中系数,将有助于估算整体结构的断裂强度和疲劳寿命?但实际结构形式各异,焊缝缺陷是三维的,其形状具有较大的随机性,要想精确地计算相应的应力集中系数有很大难度?本文针对焊缝提出了一个可能的三维缺陷的计算模型,缺陷被假设为一扁平的长方体,深埋在同样是长方体的代表体元中间,代表体元由结构中含缺陷的焊缝,即危险部位上取出,它受到一定的外载荷作用,作用在代表体元上的外载荷可由整体结构的应力分析近似给出?作为初步,本文考虑了一种最简单的载荷形式,即单向拉伸?有限元计算结果表明,缺陷处存在明显的应力集中?当分别改变缺陷在空间三个方向上的边长时,可以考察它们对应力集中系数的影响?锅炉过热器管件的珠光体和奥氏体异种钢焊接接头的早期失效问题,是火力发电厂安全运行中的一个突出问题,近年来引起各国技术人员的极大关注?研究表明,接头失效原因主要是由于长期高温下熔合区两侧的碳迁移和材料物化性能差异引起的热应力低周疲劳,焊接缺陷及腐蚀引起的破坏等?不同的生产运行及管理条件下失效原因有所不同?针对神头二电厂的具体情况,服役两年后失效部件的分析,有助于寻找问题的根源,并针对性地提出解决问题和提高寿命的技术方案?2材质分析2.1母材的供应状态规格为φ38×6.3mm和φ54×3.2mm的过热管,CSN17341.4钢管的供货状态为1050℃~1080℃固熔处理?由于CSN17341钢管与CSN15128.5钢管焊接后需进行消除热应力处理,而锅炉制造厂商的过热器管供货状态为720℃×1h回火处理?该温度正在奥氏体不锈钢的敏化处理范围?P22(化学成分为2.25&-1MO)为美标ASME规范表示方法,相当于国内12&2M〇珠光体耐热钢?特点是工艺性能良好,具有良好的高温持久塑性?高温下持续运行?耐腐蚀等特性;也是高温运行设备及管道使用较多的耐热钢材料之一,广泛用于火电?核电?石油化工装置等?但是,由于其中铬钼合金成分的添加,使其液态金属粘稠?散热能力差?易出现冷裂纹等倾向?因此,焊接前应进行预热,焊接完成后及时进行高温回火处理?2.2TP304H不锈钢性能及化学成分TP304H不锈钢是在304不锈钢的基础上适量提高碳含量,在保障耐腐蚀性?塑性?韧性的同时,提高其强度和耐高温性能?TP304H不锈钢特点:耐高温,在固溶状态下具有良好的耐晶间腐蚀性?塑性?韧性?强度?冷加工性,持久强度和组织稳定性也较好,具有良好的焊接性能?适于制造有腐蚀介质和高温下运行的管道?容器等?使用温度最高可达650丈,抗氧化温度最高可达850丈?3焊接方案策划及焊材选用3.1焊接方案策划(1)堆焊隔离层在异种钢或有特殊要求的材料焊接时,为防止母材的不良影响(化学成分?线膨胀系数?导热速率不同等),常在母材表面或坡口边缘预先堆焊一层或数层起到隔离作用的堆焊层,保证焊接质量,满足设计要求?(2)堆焊层焊接工艺为更好的保障焊接质量和满足工艺需求,提前在耐热钢侧堆焊隔离层,堆焊厚度为10mm?由于镍基材料导热速度慢?液态金属粘稠?熔深浅等特性,因此,选择具有较大熔深?抗风能力强的焊条电弧焊作为堆焊工艺?3.2焊接材料的选用根据SH/T3526规范要求在耐热钢和奥氏体钢焊接时,设计温度≤315℃时可选用高铬镍(25%Cr13%Ni)奥氏体焊接材料,在设计温度高于315℃时宜选用镍基材料?因此,选用ENi-CrFe-2焊条作为P22侧隔离层堆焊和坡口对接填充层和盖面层焊材;选用ERNiCr-3氩弧焊丝作为坡口打底焊材?4异种钢接头焊接缺陷分析及对策4.1未雨绸缪,深入排查本次检验主要以过热器?再热器高温段集箱出口异种钢接头为主,其中包括T91/T92与不锈钢(包括TP304H?SUPER304H?HR3C等)异接,不锈钢与不锈钢异接等?截至2021年2月18日,1号锅炉所有异种钢检测计划已全部完成,共计检测异种钢接头13601个,抽检率约为41.57%?其中发现不合格异种钢接头50个(包括X射线无损检测发现异种钢焊口处堵塞异物3项,其他如未熔合?密集气孔等缺陷47项),总体抽检不合格率约为3.68‰?所有不合格焊口已全部消缺处理完毕,为确保1号锅炉启动后长周期安全稳定运行奠定了基础?4.2精心组织,科学策划1号机组C级检修初次计划检验异种钢焊口总数的20%?由于第一次抽检不合格率达到4.88‰,后将计划扩大至整个过热器?再热器高温段进行排查,计划总数17922个,其中包括SUPER304H(SB)异接HR3C焊口(约6000个)?结合现场实际及工期安排,不锈钢与不锈钢异接的焊口只进行部分抽查;把T91/T92异接不锈钢的异种钢接头优先进行排查(约12080个);分隔屏?后屏?末过?末再?高再?低再顶棚管上方出入口异种钢焊接接头(主要为T91/T92与不锈钢异接的焊口)9484个,高再?低再炉膛内不锈钢异接焊口2596个,共计12080个;高再17屏?108屏(因管壁超温已将管子截短)所有焊口及弯头排查,约200个焊口?4.3采用相控阵检测国内最近几年开始应用三维成像技术,使相控阵检测结果更直观?相控阵检测的优点是能够发现线性缺陷如未熔合等;X射线检测的优点是能够发现大面积缺陷如密集气孔等,二者可以相互补充?由于射线检测和相控阵检测的原理不同以及对不同类型缺陷的敏感性不一致,经公司研究并组织专家论证,对异种钢焊口采用射线及相控阵进行双重排查试验?(1)射线检测合格后再采用相控阵检测在射线检测合格的基础上,采用相控阵检测扩大检测300个焊口,共检测出不合格焊口5个,抽检不合格率1.67%?对相控阵检测不合格的焊口切管,打磨焊口验证未融合情况,发现与相控阵检测出的结果一致?说明在射线检测合格的基础上,有必要进一步扩大相控阵抽检力度?其中高压再热器出口段割管取样2根管,并进行金相分析?(2)相控阵检测合格后再采用射线检测低压再热器入口管段左数第30屏前数第3根异种钢管子(Φ51×7.5mm)返修焊口相控控阵检测正常,但X射线检测不正常,对该异种钢接口进行二次返修处理?结语通过对异种钢接头材料及性能研究,提出对异种钢焊口采用射线及相控阵进行双重排查试验方法,并对产生的焊接缺陷进行分析,及时对异种钢焊口缺陷全部进行返修及焊后热处理,防患于夫然,从而杜绝锅炉四管泄漏事件的发生?参考文献[1]张世伟.化学和容积控制系统下泄热交换器抗震分析[J].原子能科学技术,2008,42(z2):431~433.[2]孙祥升.换热器管子与管板接头连接方法的试验研究[J].石油化工设备,1996,(6):38~40.[3]蔡业彬,陈再良.换热器管子与管板胀焊接头制造工艺分析[J].机械开发,2000,(1):47~48.[4]GB151-1999,管壳式换热器[S].北京:国家质量技术监督局,1999.[5]毛国东.管壳式换热器胀焊并用时胀焊顺序探讨 [J].化工装备技术,2005,26(2):45~46.。