弹片端子180度折弯改善报告
- 格式:doc
- 大小:1.09 MB
- 文档页数:21

第1篇一、前言2023年,在我国经济持续发展的大背景下,制造业对精密加工设备的需求日益增长。
作为制造业中的重要设备之一,折弯机在金属加工领域发挥着不可替代的作用。
本年度,我司在折弯机研发、生产、销售和服务等方面取得了显著成果,现将年度工作总结如下:二、研发进展1. 技术创新:本年度,我司在折弯机领域取得了多项技术创新成果,包括新型折弯机控制系统、节能降耗技术、智能化操作等。
2. 产品研发:针对市场需求,我司研发了多款高性能折弯机,如5000吨重型折弯机、高速折弯机、数控折弯机等,填补了国内空白。
3. 技术突破:成功签下5000吨重型折弯机订单,取得国内开式数控折弯机最大吨位新突破,标志着我国在重型折弯机领域的技术水平迈上新台阶。
三、生产情况1. 产量提升:本年度,我司折弯机产量较上年同期增长20%,满足了市场需求。
2. 质量控制:加强生产过程质量控制,严格执行国家标准,确保产品质量稳定可靠。
3. 线上线下协同:充分利用线上线下资源,提高生产效率,降低生产成本。
四、销售业绩1. 市场拓展:本年度,我司折弯机产品销售范围覆盖全国,并出口至东南亚、欧洲等地区。
2. 客户满意度:通过优质的产品和服务,赢得了广大客户的信任和支持,客户满意度达到90%以上。
3. 销售渠道建设:优化销售渠道,加强与代理商、经销商的合作,扩大市场份额。
五、售后服务1. 售后服务团队建设:加强售后服务团队建设,提高服务水平和效率。
2. 响应速度:缩短响应时间,确保客户问题得到及时解决。
3. 客户满意度:通过优质售后服务,客户满意度达到95%以上。
六、未来展望1. 技术创新:持续加大研发投入,不断推出高性能、高性价比的折弯机产品。
2. 市场拓展:继续拓展国内外市场,提高市场份额。
3. 品牌建设:提升品牌知名度,树立行业标杆。
4. 产业链整合:加强与上下游企业的合作,打造完善的产业链。
七、总结2023年,我司在折弯机领域取得了丰硕的成果。

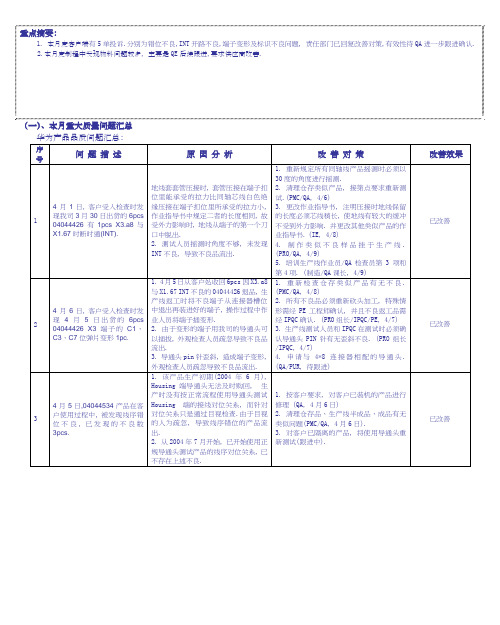
重点摘要:1. 1. 本月度客户端有5单投诉.分别为错位不良,INT开路不良,端子变形及标识不良问题, 责任部门已回复改善对策,有效性待QA进一步跟进确认.2.本月度制程中发现物料问题较多, 主要是QE后续跟进,要求供应商改善.(一)、本月重大质量问题汇总华为产品品质问题汇总:序号问题描述原因分析改善对策改善效果14月1日, 客户受入检查时发现我司3月30日出货的6pcs04044426 有1pcs X3.a8与X1.67时断时通(INT).地线套套管压接时, 套管压接在端子扣位里能承受的拉力比同轴芯线白色绝缘压接在端子扣位里所承受的拉力小,作业指导书中规定二者的长度相同, 故受外力影响时, 地线从端子的第一个刀口中脱出.2. 测试人员摇测时角度不够, 未发现INT不良, 导致不良品流出.1. 重新规定所有同轴线产品摇测时必须以30度的角度进行摇测.2. 清理仓存类似产品, 接第点要求重新测试.(PMC/QA, 4/6)3. 更改作业指导书, 注明压接时地线保留的长度必须芯线稍长, 使地线有较大的缓冲不受到外力影响. 并更改其他类似产品的作业指导书.(IE, 4/8)4. 制作类似不良样品挂于生产线.(PRO/QA, 4/9)5. 培训生产线作业员/QA检查员第3 项和第4项. (制造/QA课长, 4/9)已改善24月6日, 客户受入检查时发现4月5日出货的6pcs04044426 X3端子的C1、C3、C7位弹片变形1pc.1. 4月5日从客户处收回6pcs 因X3.a8与X1.67 INT不良的04044426退品, 生产线返工时将不良端子从连接器槽位中退出再装进好的端子, 操作过程中作业人员将端子插变形.2. 由于变形的端子用我司的导通头可以插拔, 外观检查人员疏忽导致不良品流出.3. 导通头pin针歪斜, 造成端子变形,外观检查人员疏忽导致不良品流出.1. 重新检查仓存类似产品有无不良.(PMC/QA, 4/8)2. 所有不良品必须重新砍头加工, 特殊情形需经PE工程师确认, 并且不良返工品需经IPQC确认. (PRO组长/IPQC/PE, 4/7)3. 生产线测试人员和IPQC在测试时必须确认导通头PIN针有无歪斜不良.(PRO组长/IPQC, 4/7)4. 申请与4*8连接器相配的导通头.(QA/PUR, 待跟进)已改善34月5日,04044534产品在客户使用过程中, 被发现线序错位不良, 已发现的不良数3pcs.1. 该产品生产初期(2004年6月),Housing端导通头无法及时购回, 生产时没有按正常流程使用导通头测试Housing 端的接线对位关系, 而针对对位关系只是通过目视检查.由于目视的人为疏忽, 导致线序错位的产品流出.2. 从2004年7月开始, 已开始使用正规导通头测试产品的线序对位关系, 已不存在上述不良.1. 按客户要求, 对客户已装机的产品进行修理 (QA, 4月6日)2. 清理仓存品、生产线半成品、成品有无类似问题(PMC/QA, 4月6日).3. 对客户已隔离的产品, 将使用导通头重新测试(跟进中).已改善1、本月主材料IQC验收质量情况(按物料类别):2、商来料有问题的主要是1.3.6.芯线上套有透明PCV套管和来料彩带绞距过大及无地线,外被起股不良.後续需由VQE跟进供应商改善.3、重点供应商、指定供应商来料表现(OEM加工厂商适用):4、31、本月公司周制程状况(或华为专用生产线):目标要求.在第3周,不良数较高,主要是04045138生产时,短路不良较多,造成不良品较多。
连接器行业SATA端子变形8D报告安案例SATA(Serial ATA)端子是一种常见的连接器,用于连接主机设备和存储设备,例如硬盘驱动器和光驱。
然而,由于各种不可预测的原因,SATA端子可能会出现变形,导致设备无法正常连接或数据传输。
在此报告中,我将探讨一个SATA端子变形的案例,并提出一些建议来解决这个问题。
案例描述:公司的一台计算机报告了硬盘无法被识别的问题。
经过检查,发现SATA端子的连接出现了明显的变形。
变形部位的SATA端子与硬盘的连接不良,导致无法正常传输数据。
为了解决这个问题,需要对SATA端子进行修复或更换。
原因分析:1.物理损坏:可能是由于长期的使用导致SATA端子的金属接触部分出现了磨损或变形,使得连接不牢固。
2.施工不当:在安装硬盘时,如果施工不当,过度用力可能会导致SATA端子的变形。
3.外部冲击:如果计算机遭受了意外的外部冲击,例如摔落或碰撞,SATA端子也可能会出现变形。
解决方案:1.检查其他连接器:在更换或修复SATA端子之前,建议仔细检查计算机的其他连接器,确保它们没有受到损坏或变形。
如果有其他连接器损坏,也需要及时修复或更换。
2.修复或更换SATA端子:根据SATA端子的具体情况,可以选择修复或更换该端子。
如果只是轻微的变形,可以尝试使用工具将端子恢复到原来的形状。
如果变形较为严重或修复无效,建议更换SATA端子。
3.注意施工操作:在更换或安装硬盘时,要注意施工操作,避免用力过度,以免损坏SATA端子。
4.使用保护壳:为计算机和硬盘选择合适的保护壳,可以有效减少外部冲击对连接器的损坏风险。
预防措施:1.定期检查连接器:定期检查计算机的连接器,包括SATA端子,确保它们处于良好的状态。
2.尽量避免移动计算机:如果必须移动计算机,要注意保护计算机,避免碰撞和意外摔落。
3.使用质量可靠的连接器:购买并使用质量可靠的连接器,可以减少由于材料和设计问题导致的端子变形的风险。

某型号弧形零件折弯工艺改进发布时间:2021-11-10T06:53:32.292Z 来源:《科学与技术》2021年第29卷17期作者:崔沈泽1,聂帅强1 [导读] 介绍了在生产某产品零件时,高强度钢板材质的弧形零件折弯崔沈泽1,聂帅强1山西航天清华装备有限责任公司山西长治046012摘要介绍了在生产某产品零件时,高强度钢板材质的弧形零件折弯制作困难,主要原因为折弯起刀后,折弯角度容易回弹,经常会出现所折零件尺寸无法满足设计要求。
通过对折弯成形困难的原因进行了分析,给出了顺序小角度、多刀次折弯的成形方法,同时通过对折弯机参数的调整,解决了弧形截面零件的折弯成形难题,得到了理想的弧形轮廓零件,为其他复杂形状的折弯提供了很好的理论控制方法。
可以进一步为以后同类部件的折弯提供了理论和实际制造依据,可以在其他产品零件折弯中进行广泛的推广。
关键词弧形零件折弯机多道次在生产某产品零件时,高强度钢板材质的弧形零件折弯制作困难,主要原因为折弯起刀后,折弯角度容易回弹,经常会出现所折零件尺寸无法满足设计要求[1]。
通过对折弯成形困难的原因进行了分析,给出了顺序小角度、多刀次折弯的成形方法,同时通过对折弯机参数的调整,解决了弧形截面零件的折弯成形难题,使弧形零件在折弯后满足了设计的技术要求。
1 弧形零件的折弯成形弧形零件在以前的折弯生产中,都是通过压模工装来实现的,依照零件尺寸做好上、下模具,在折弯机上压制成型。
本文仅以某产品弧形零件制作为例(见图1.1)。
材质为高强板,不允许热校,材料屈服强度比较大,面板较厚,通过多次试验,反复修正零件压模,折弯制作出来的弧形零件还是会超出现很大的误差。
鉴于材料的特殊化学特性,不能热校,只能人工击打校形,效率十分低下,需要2天时间,且最后修正出来的零件尺寸也不够标准。
图1.1 某弧形零件示意图1.1弧形轮廓零件的折弯研究分析由于高强板的化学特性决定,带有圆弧形形轮廓的零件必须采用冷弯成形,不能动用火烤[2],该零件外形轮廓有三个圆弧组成,无法采用一次成形压模工装。
品质漏检原因改善报告:改善品质原因报告品质改善报告范文品质改善提案成功案例生产部品质改善方案ppt篇一:品质部门改善报告品质部门7~9月份改善报告一、问题点:客户投诉次数过多问题分析:1、人员方面:QA人员:目前人数:4名;人员状况:1名2009年10月份来公司;2名2009年11月份来公司;1名2010年4月份来公司;技能状况:3名可以满足测试要求,1名目前还不能达到满意的测试要求;人员安排:3名熟练人员主攻测试,1名新员工主要进行外观检验;检验方式:全检OQC人员:目前人数:2名;人员状况:1名2008年10月份来公司;1名2009年9月份来公司;技能状况:2名可以满足检验要求;人员安排:测试、外观检验、定单核对、型号核对、包装核对;检验方式:抽检2、设备、制具、软件(每人):电脑一台测试软件测试卡:完美卡、Q卡、IC卡、射频卡、SIM卡(常用卡)测试工装:18系列、28系列、540、530、WL3103、料(1)、物料部分:目前来料部分的月合格率为85%(2)、目前供应商确认、样品确认流程、样品确认内容(3)、供应商管理方面4、法(1)、测试方法:目前所用的测试方法中老机型是沿袭以前的;新的产品一般是由开发部门培训后形成;(2)、目前OQC测试中如发现有个别性能不良,则只是将不良返工(会议上决定),(这就涉及到成本问题)(如较多或隐性的批量,则需返工);这些有可能会产生客诉;5、环境测试环境:(1)、目前已知并确认的有江苏国光的571产品、长吉288产品是模拟客户真实使用环境;(2)、目前是在防护静电的环境中进行测试;6、信息定单信息:定单信息的传达准确与汇总目前采用的为销售的定单申请的方式。
7、4月、5月、6月份客诉数据分析:(1)、客诉读卡不良:29PCS原因分析:误测14PCS灰尘异物8PCS客户拆卸损坏5PCS自身原因2PCS(2)、客诉不进卡:16PCS原因分析:误测4PCS灰尘异物4PCS客户拆卸2PCS接插件松动3PCS(责任难以判定)自身原因3PCS(3)、客诉弹卡不良:170PCS原因分析:弹卡不到位152PCS(弹片去掉后正常)误测11PCS客户拆卸4PCS异物2PCS自身原因1PCS(4)、通讯不良:3PCS原因分析:波特率改变(5)、外观破损3PCS(6)、发卡不顺1PCS(自身原因)(7)盐雾实验不合格1PCS(8)、出货错误1PCS(9)、线材颜色不一致1PCS(10)、重大客诉:江苏国光571产品改善方案:1、人员:(1)人员培训加强,委托开发部门人员将每个系列产品的测试内容、测试方法、测试注意事项进行深度培训;(2)将测试作业指导书细化,包含开发培训内容和品质部门的其他标准。
乐清市高富电子有限公司8D 改善报告文件编号QR/GF-06-07客诉编号GF--X20210312001型号H5-02-01 发生场所客户制程发生日期2021.3.11 品名4*4*0.8发生数量不良率5% 客户代码C002D1.ESTABL ISH TEAMS( 搭建问题分析小组):品质部罗实生产部雷雪芳销售部朱伶俐技术部赵军PMC部薛来应其他相关D2.PROBLEM DESCRIPTION ( 不良描述):客户反馈产品,引脚变形5pcs、翘胶纸15pcs、引脚胶纸盖住1pcs、弹片歪斜1pcs;负责人日期朱伶俐2021.3.12 D3.IMPLEMENT AND VERFY INTERIM(临时措施):1、2021年3月12日查核制程未生产该产品,对成品仓库进行查核,库存为零,2、2021年3月12日已组织对失效原理进行排查分析,查明原因及改善后方可进行生产。
负责人日期罗实2021.3.12D4.CAUSE ANALYSIS ( 原因分析):一、引脚变形,翘胶纸,引脚胶纸盖住,弹片歪斜不良产生原因:1、引脚变形产品在切单只后,桶内盛装的产品过多,挤压导致产品出现引脚变形;负责人日期罗实2021.3.12 产品盛装过多挤压产品引脚变形2、翘胶纸、引脚胶纸盖住因早班开机生产过程中气压不稳定,防水胶在生产贴胶时压胶机下压力度不够,出现个别产品胶有压的不紧的情况,导致产品出现翘胶纸,引脚胶纸盖住的情况。
3、弹片歪斜簧片在装配过程中员工未将弹片放置到位,导致产品出现弹片歪斜现象。
二、不良流出原因:1、QC100%外观检验,将产品平铺在一起目视确认,产品较多容易产生视觉疲劳导致误判,使不良流入后工序。
2、QA抽检按照GB/T2828.1-2012正常检验一次抽样方案对产品进行抽检,存在流出风险,导致不良流出。
早晨开机气压不稳定产品出现翘胶纸,引脚胶纸盖住簧片歪斜GB/T2828.1-2012正常检验一次抽样方案装配过程中簧片歪斜QC100%外观检验,将产品平铺在一起目视确认,产品较多容易产生视觉疲劳导致误判,使不良流入后工序。