中间包钢水连续测温的新方法
- 格式:pdf
- 大小:54.96 KB
- 文档页数:3
作者: 鲍规划
作者机构: 安阳钢铁集团公司第一炼轧厂,河南安阳市455000
出版物刊名: 设备管理与维修
页码: 67-67页
主题词: 连续测温技术 钢水温度 中间包 腔式 黑体 测量方式 钢铁企业 温度变化
摘要:目前,国内绝大多数钢铁企业都采用一次性消耗型快速偶头间断测量中包钢水温度,由于这种测量方式属于间断性测温,所测的温度为中包上部钢水的温度,不能及时、准确地反映中包内钢水的实际温度及温度变化。
而中包钢水连续测温技术恰恰能弥补快速偶头测温方式的不足,将对提高铸坯质量、降低漏钢率、稳定连铸操作、提高拉速等起到良好作用。
中间包钢水的连续测温技术徐红茅洪祥张旺洲周汉香摘要介绍中间包连续测温系统的结构,详述该系统与传统的定点测温系统相比在安全性、操作控制及提高铸坯质量和产量等方面所具有的优越性,指出该系统具有广阔的应用前景。
关键词中间包连续测温Technique of Continuous Measurement of Liquid SteelTemperature in TundishXu Hong Mao Hongxiang Zhang Wangzhou(Wuhan University of Science & Technology)Zhou Hanxiang(Wuhan Iron & Steel Corp.)Abstract This paper mainly introduces the construction of continuous measurement system of liquid steel temperature in tundish,and shows the advantages of this system in safety ,operation control and improvement of slab quality ,which demonstrates that the system possesses a very extensive prospect.Keywords tundish continuous measurement of temperature of liquid steel 1 前言过去采用光学高温计测量钢包中钢水的温度,后来改进用双铂铑热电偶温度计。
热电偶在每次插入钢液前都要更换石英保护套管。
60年代前后一次性使用的快速微型热电偶探头逐渐完善并成为测量中间包钢水温度的标准技术。
但是该测量方法需要人工每5~10min就得往中间包内插入一支热电偶,因此采用该方法存在如下不足:[1~3](1)劳动强度大,工作环境恶劣,操作人员容易因钢水飞溅而受伤。
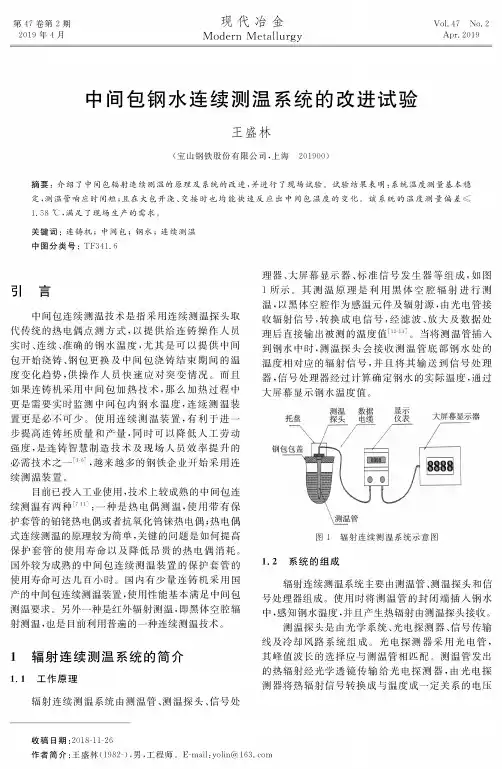
现代冶金Modern Metallurgy第47卷第2期2019年4月Vol. 47 No. 2Apr. 2019中间包钢水连续测温系统的改进试验王盛林(宝山钢铁股份有限公司,上海201900)摘要:介绍了中间包辐射连续测温的原理及系统的改进,并进行了现场试验。
试验结果表明:系统温度测量基本稳 定,测温管响应时间短;且在大包开浇、交接时也均能快速反应出中间包温度的变化。
该系统的温度测量偏差"1. 58 :,满足了现场生产的需求。
关键词:连铸机;中间包;钢水;连续测温中图分类号:TF341. 6引言中间包连续测温技术是指采用连续测温探头取代传统的热电偶点测方式,以提供给连铸操作人员 实时、连续、准确的钢水温度,尤其是可以提供中间包开始浇铸、钢包更换及中间包浇铸结束期间的温 度变化趋势,供操作人员快速应对突变情况。
而且如果连铸机采用中间包加热技术,那么加热过程中 更是需要实时监测中间包内钢水温度,连续测温装置更是必不可少。
使用连续测温装置,有利于进一 步提高连铸坯质量和产量,同时可以降低人工劳动 强度,是连铸智慧制造技术及现场人员效率提升的 必需技术之一&幻,越来越多的钢铁企业开始采用连续测温装置。
目前已投入工业使用,技术上较成熟的中间包连续测温有两种&?11': 一种是热电偶测温,使用带有保 护套管的铂铑热电偶或者抗氧化钨铢热电偶;热电偶式连续测温的原理较为简单,关键的问题是如何提高 保护套管的使用寿命以及降低昂贵的热电偶消耗%国外较为成熟的中间包连续测温装置的保护套管的使用寿命可达几百小时%国内有少量连铸机采用国产的中间包连续测温装置,使用性能基本满足中间包 测温要求%另外一种是红外辐射测温,即黑体空腔辐射测温,也是目前利用普遍的一种连续测温技术%1辐射连续测温系统的简介1.1 工作原理辐射连续测温系统由测温管、测温探头、信号处理器、大屏幕显示器、标准信号发生器等组成,如图1所示%其测温原理是利用黑体空腔辐射进行测温,以黑体空腔作为感温元件及辐射源,由光电管接收辐射信号,转换成电信号,经滤波、放大及数据处 理后直接输出被测的温度值&2「13'。
![连铸工艺中间包内钢水接触式连续测温系统[实用新型专利]](https://uimg.taocdn.com/316e66c6b4daa58da1114a33.webp)
专利名称:连铸工艺中间包内钢水接触式连续测温系统专利类型:实用新型专利
发明人:张君,杨时标,鲍戟,邱文冬
申请号:CN201320834447.X
申请日:20131218
公开号:CN203649336U
公开日:
20140618
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种连铸工艺中间包内钢水接触式连续测温系统,即本系统包括钨铼热电偶、保护套管、数据采集模块、控制模块、通讯模块和上位机,所述钨铼热电偶设于所述保护套管内,所述钨铼热电偶输出信号连接所述数据采集模块输入端,所述数据采集模块输出端连接所述控制模块输入端,所述控制模块输出端经所述通讯模块连接所述上位机。
本系统克服了传统中间包内钢水温度测量的缺陷,达到中间包内钢水连续测温的目的,提高了测温精度,保证了铸坯的连铸质量。
申请人:上海宝钢工业技术服务有限公司
地址:201900 上海市宝山区湄浦路335号
国籍:CN
代理机构:上海天协和诚知识产权代理事务所
代理人:张恒康
更多信息请下载全文后查看。
中间包连续测温使用指导现在,冶金行业已广泛采用连铸工艺,由于此过程控温是极其重要的,一般的电偶测温只是点测,不能连续地测量和了解钢水温度的变化,为了能时时测量和监控钢水的温度,确保钢的质量,我们专门设计了中间包连续红外测温仪表.一、测温方法和注意事项1.在使用之前一定要烘干测温管,避免因水分造成的断裂,且应将测温管放置于正在烤包的中包上.具体放置方法为:先将提桶放在支架上,然后把测温管插入提桶内,再将压铁放在测温管上部,压牢测温管,最后用行车将带有测温管的提桶运送到测温孔内.要求在此过程中绝对不能磕碰测温管,以免损坏.2.开始测温前,首先要把探头的风冷气源阀打开(风源可以是氮气或无水无油压缩空气, 压力≥0.5Mpa),冷却和吹扫探头.然后把测温探头插入已烘烤后的测温管上,要求测温探头垂直安装在位于测温管上端的座内管中,且测温管插入钢水的深度应大于300mm.3.当换包时,由于中包车马上要移位,此时必须将测温探头取出,插入探头存放保护桶内,然后关闭探头风冷的气源阀.指挥行车将带有测温管的提桶从测温孔中拔出,运送到存放支架上,已备下次测温用,但侵施严重者需换新管。
当中包更换后,如果有已经烧烤好的测温管, 将其插入提桶内,如果没有烧烤好的测温管,可将刚提出的那根测温管插入提桶内,然后用行车运送到测温孔内,再将探头的气源阀打开,最后将测温探头插入测温管上端的座内管中,开始连续测温.注意一点,我厂现在提供的测温管在钢水中使用寿命为24小时,因此超过24小时后一定要更换测温管.二、测温故障分析与处理:1.如果显示仪表温度出现极高或极低,与现场钢水温度有很大偏差:(1)查看气源阀是否打开,气源是否充足,如有上述两种情况应打开气源和给气源充气;(2)查看是否由于刚开浇重新更换测温管造成的结果,如是这种情况,等待约五分钟,待钢水液面稳定(液面浸入测温管大于300㎜),温度就会正常.2.如果显示仪表出现不稳定,忽高忽低,将测温管拔出,查看测温管是否破损,如果破损,更换新测温管即可。
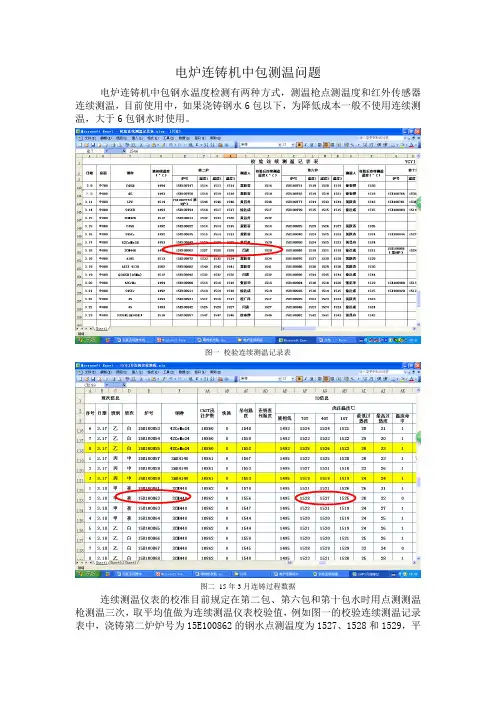
电炉连铸机中包测温问题
电炉连铸机中包钢水温度检测有两种方式,测温枪点测温度和红外传感器连续测温,目前使用中,如果浇铸钢水6包以下,为降低成本一般不使用连续测温,大于6包钢水时使用。
图一校验连续测温记录表
图二15年3月连铸过程数据
连续测温仪表的校准目前规定在第二包、第六包和第十包水时用点测测温枪测温三次,取平均值做为连续测温仪表校验值,例如图一的校验连续测温记录表中,浇铸第二炉炉号为15E100862的钢水点测温度为1527、1528和1529,平
均值为1528,图二的15年3月连铸过程数据报表中可以看到此包钢水的70、40和10吨的浇铸温度分别为1528、1527和1525,基本能够反应实际过程数据。
根据两个表格所记录数据看,其他炉次温度检测均满足要求。
根据调查,电炉和三钢的中包钢水温度检测基本准确,连续测温和点测温度也在5度误差以内,其中电炉制度上和执行上均好于三钢,比较规范。
3月25日。
中间包测温及夹杂现场试验及取样方案试验进行2个浇次,每个浇次所使用中间包方案如下:将左右两个中间包中的一个(例如:左侧中间包)装上优化控流方案,另一个中包采用目前现场在用控流方案,然后对左右两个中间包进行测温及夹杂取样,进而对比分析优化控流方案的应用效果。
同时对左右两个中间包进行测温及夹杂取样,且是同一钢种(如:HRB400E螺纹钢)。
具体测温及夹杂取样方案如下:一、中间包测温方案1、测温位置:左右两个中包的10流各铸流温度。
2、测温工艺要求测2个浇次,每个浇次分别测4炉,具体为:新上中间包开浇第2-8炉之间的3炉(可以连续)、第9-11炉中的1炉。
若遇生产异常情况,则往后顺延1炉。
备注:在每炉次开浇15min时开始测温,需要两侧10流全开,左右两侧同时开始测;取样不受测温影响,只要中间坯样,且是两侧10流同时取样。
3、测温操作要求(1) 将测温枪(测温探头)插到钢水液面200-250mm处。
(2) 测10流各铸流温度时,尽量将测温探头插到塞棒附近区域。
(3) 同一测温点,多次测量时,每次用测温探头测温的位置(如某铸流:插入钢液面下的深度、靠近塞棒的距离)要保持一致。
二、夹杂取样方案1、取样位置:从靠近内弧侧1/4处取铸坯样(如图1所示),每个铸坯样取完后分别加工成1个15mm×15mm(垂直于拉速方向面)、厚20mm的低倍金相样(15mm×15mm×20mm)及1个Φ4mm(垂直于拉速方向面)、厚80mm的全氧含量样(Φ4mm×80mm)夹杂物取样(全氧含量及低倍金相样)位置2、取样工艺要求对实施测温的2个浇次中的3炉进行夹杂取样,具体来说:(1) 对第1个浇次所测温的前3炉(2-8炉之间)中的后2炉分别进行夹杂取样,每炉均取10铸流坯样(2个中包同时取样),且取中间坯样,该浇次取样数量:10(每炉取样数量)×2(取样炉数)=20个;(2) 对第2个浇次所测温的前3炉(2-8炉之间)中的中间炉次(所测温前3炉中的第2炉)进行夹杂取样,且该炉取10铸流坯样(2个中包同时取样),取中间坯样,该浇次取样数量:10(每炉取样数量)×1(取样炉数)=10个。
Heraeus juncheng钢水连续测温操作规程1.除去测温管外包装,将测温管用煤气火烤红,装入托盘中,压好压棍,盖上防尘帽。
2.烘包前用天车将托盘连同测温管吊起,放入中包测温孔中,随中包烘烤(在开浇前30分钟到1小时用煤气火烘烤)。
3.开浇后,取下测温管防尘帽,拧下探测器防尘盖,将氮气阀门打开,略有小风,将探测器插在测温管上,再将氮气阀门开至最大系统工作开始。
4.系统工作中,检查探测器环境温度,通过调整冷却气体压力的方式,将环境温度控制在20℃~60℃之间,最高不超过70℃。
5.一个浇次结束后,拔下探测器,盖上测温管防尘帽。
探测器拧上防尘盖,将探测器盘绕好待用。
6.用天车吊出测温管,放在测温管安置架上(连浇时可将吊出的测温管直接放入另一个中包的测温孔中)。
**使用注意事项:1测温管使用前必须预热,直至烤红防止测温管炸裂。
2在测温管放入中包后,如果不插探头须用防尘帽将测温管盖上,以免杂物掉进测温管内,影响下次使用时的测温值。
3测温探头工作时通氮气必须良好(压力大于等于3公斤),以免探头烧坏影响测温值。
在遇中包事故要开动中包车时,须将探头拔下放在平台上,防止因中包车开动拽断探测器,另外探测器头部金属软管需要用石棉包裹(经过包盖部分的金属软管都需要包裹),防止钢花崩溅到金属软管上,损坏金属软管,降低探测器自身使用寿命。
测温探头必须轻拿轻放,防止因撞击把探头内精密仪器损坏。
4测温探头与测温管必须紧密接触,以免测温不准。
5测温探头环境温度过高,大屏幕将以测温值和环境温度值交替闪烁,此时为报警状态,需要加大风量对探头进行隔热和拔出探头暂停测温等措施。
6测温管在钢水内部必须远离中包壁和塞棒,保证测量钢水内部温度测温管深入钢水液面达260mm以上,使钢水和管处于热态平衡状态方可测温。
沈阳贺利氏君城电子有限公司技术部。
连续测温操作规程
一、操作步骤
1 将托盘放在测温管安支架上,除去测温管外包装,装入托盘中,压好压铁,盖上防尘帽。
2 测温管使用前要进行烘烤,用天车将托盘连同测温管吊起,放入中间包盖测温孔中,随中包烘烤,测温管烘烤时间为30分钟至120分钟。
3 开浇后,取下测温管防尘帽,打开通向探测器的冷却风源,冷却气体压力不低于0.3Mpa,拧下探测器防尘盖,将探测器插在测温管上,系统工作开始。
4 系统工作中,检查探测器环境温度,通过调整冷却气体压力的方式,将环境温度控制在20℃~60℃之间,最高不超过70℃。
温度超过70℃时,信号处理器及大屏幕显示器会交替闪烁显示,这时应立即检查风冷系统,
5一个浇次结束后,拔下探测器,盖上测温管防尘帽。
探测器拧上防尘盖,将探测器盘绕好待用。
6 用天车吊出测温管,放在测温管安置架上(连浇时可将吊出的测温管直接放入另一个中包的测温孔中继续工作)。
二、注意事项。
钢水连续测温系统操作规程1、未使用的测温管应保持良好的包装,不放置在潮湿的地方。
2、探头要精心使用,避免剧烈撞击,以免损坏内部元件、密封和与测温管的连接口变形。
3、测温管要轻拿轻放,不使测温管外表绿色涂层(防析碳涂层)损坏。
4、测温管第一次使用时,先将托盘放在测温管安置架上,然后将测温管装入托盘中,把压铁对正压在测温管上,并把防尘帽盖在测温管的锥形接口上。
5、在烘包前,将托盘及测温管放至测温孔内随中包烘烤对测温管进行预热。
也可根据现场情况采用其他方式进行预热。
使用前应预热20分钟左右。
6、不得在800℃左右长时间烘烤7、开浇正常后,把防尘帽从测温管上摘下,将测温探头的防尘盖拧下,探头对准测温管插上,(注意插探头时不要用力向下按,否则将造成测温探头从测温管上取下时困难)。
8、托盘开口应背向大包水口。
9、测温探头插好后,应立即打开风源,并检查风压是否正常,夏季应保证风压0.4MPa,冬季应保证风压0.2MPa。
环境温度不能超过70℃,超过70℃时应及时采取以下措施。
(1)、提高冷却风量;(2)、使测温探头与热源隔离。
10、正常浇铸时应保证测温管插入钢水深度超过300mm。
否则测温值偏低。
11、如果渣线部位有结渣,应用稻壳或化渣剂化渣。
13、当一个中包浇铸结束后,首先关闭冷却风源,然后将测温探头从测温管上拔下并拧上防尘盖,把探头盘在支架上;把防尘帽盖在测温管上。
14、每只测温管可使用24-30小时(约4个浇次),每个浇次结束后,应及时用天车将托盘连同测温管从中包测温孔中慢慢吊起,将测温管放到安置架上,避免凝结在钢渣中。
以备下个浇次时使用。
15、用天吊吊装测温管时,应用钢丝绳或其它连接件吊起,不要直接用吊钩直接吊,以免吊钩碰坏测温管和托盘。
东北大学。
一公司简介沈阳贺利氏君城电子有限公司是集科、工、贸于一体的高新技术企业,主要从事熔融液体温度连续测量仪器的研制、开发与生产及自动化设备与装置的设计与生产。
HFC型钢水连续测温仪是以红外辐射为主的测温仪表。
采用独特加工的测温管插入到高温熔融液体内感知温度,使用红外探测器接收该测温管底部的辐射,将红外辐射信号转变成相对应的电信号输出给信号处理器,以单片机为核心的信号处理器对其电信号进行处理并显示测量温度。
具有测温精确度高、稳定性强、成本低等特点。
HFC型钢水连续测温仪主要应用于高温熔融液体温度的测量,是连铸中间包测温的首选仪表。
本公司将本着“价值为先、质量为本、用户为尊、创新务实”的经营理念,坚持“质量第一、信誉第一、用户第一”的原则,勇于创新,充分发挥本企业自身优势,竭诚为国内外用户提供优质的产品和热诚的服务。
创新是我们技术过硬的基础,与时俱进的管理品格是我们成功的平台,热诚的售后服务是我们赢得辉煌的台阶!二产品介绍(一)系统组成钢水连续测温系统由测温管、探测器、信号处理器、系统总线转换器等部分组成。
系统组成如下图所示。
(二)工作原理钢水连续测温仪其测温原理是将测温管放入中间包,并浸入钢水中,浸入深度超过280mm,测温管底部温度与钢水温度相等。
位于测温管出口安装的探测器接收测温管底部发出的辐射能,并能转换成相应的电信号传至信号处理器,以单片机为核心的信号处理器对探测器输入的信号进行处理,通过显示屏显示测量温度。
通过485通讯接口将温度信号传至系统总线转换器,通过系统总线转换器传递给计算机。
(三)产品特点1、采用了最新的专利技术,测温管由上端开口下端封闭的外管及两端开口的内管组成。
测温信号来自于直接接触钢水的测温管外管底部,所以仪表响应时间短,反应速度快。
2、传感器具有排烟雾功能,测温红外辐射源与探测器间光路清洁,保证了测温准确、工作稳定。
3、传感器结构合理,抗热振性能高,测温系统故障率低。
4、探测器与测温管之间采用非自锁结构连接,操作简单。
专利名称:中间包用连续测温方法和中间包用连续测温装置专利类型:发明专利
发明人:高岩,靳昌江,陈显著,马霄,李振,陈国华,刁玉兰,陈大文,贾从杰,林增钦
申请号:CN201310053927.7
申请日:20130220
公开号:CN103196585A
公开日:
20130710
专利内容由知识产权出版社提供
摘要:本发明提供了一种中间包用连续测温方法,包括步骤:1)将测温棒插入到中间包内的钢渣线以下,测温棒进行测温;2)待测温棒测量预设时间后,判断测温棒位于钢渣线下方的长度是否大于预设长度,若是,则进入步骤3),若否,则进入步骤4);3)以预设提升距离提升所述测温棒,减小测温棒位于钢渣线下方的长度,使测温棒继续测温;4)更换测温棒,返回步骤1)。
本发明提供的中间包用连续测温方法,通过使测温棒的不同位置与钢渣线接触,从而提高了测温棒的使用寿命,进而降低了中间包连续测温的成本。
本发明还提供了一种中间包用连续测温装置。
申请人:莱芜钢铁集团有限公司
地址:271104 山东省莱芜市钢城区友谊大街38号
国籍:CN
代理机构:北京集佳知识产权代理有限公司
代理人:魏晓波
更多信息请下载全文后查看。