第五章__冒口设计
- 格式:ppt
- 大小:5.54 MB
- 文档页数:59
可锻铸铁件冒口设计铸铁是一种常用的材料,广泛应用于制造行业。
在铸铁制品的生产中,冒口设计是至关重要的,它直接影响到产品质量和加工成本。
正确的冒口设计可以有效地避免缺陷的产生,提高产品的成形质量,同时也可以降低后续加工的难度和成本。
本文将介绍可锻铸铁件冒口设计的相关知识,并提出一种合理的冒口设计方案。
一、可锻铸铁件的特点可锻铸铁是一种含碳量较高的铸铁材料,其强度和硬度较高,具有较好的可锻性,适用于锻造和精密加工。
可锻铸铁件通常用于制造汽车零部件、机械零件等需要高强度和耐磨性的工件。
由于可锻铸铁的成分和性能特点,其在铸造过程中对冒口设计有着特殊的要求。
二、冒口设计原则1.冒口位置:冒口应设置在可锻铸铁件的最高点,以便将浮渣和气泡排除。
通常情况下,冒口位置应位于铸件的上部,离毛口处一定距离。
2.冒口形状:冒口应设计成易于开启和清理的形状,避免产生断口和裂纹。
常见的冒口形状有圆形、方形和椭圆形等,根据铸件的形状和结构来选择合适的冒口形状。
3.冒口尺寸:冒口的尺寸应根据铸件的大小和结构来确定,通常情况下,冒口的面积越大,排气和排渣效果越好。
但是也要避免过大的冒口导致浪费材料和增加加工成本。
4.冒口数量:根据可锻铸铁件的结构和复杂程度,确定冒口的数量和位置。
通常情况下,大型和复杂结构的铸件需要设置多个冒口,以确保浇注材料充分进入铸型腔。
5.冒口连接:冒口应与铸件的毛口连接,以确保铸注产物的完整性和一致性。
冒口的连接处应设计成光滑和密封的结构,避免产生漏料和漏底等问题。
三、可锻铸铁件冒口设计方案针对可锻铸铁件的特点和冒口设计原则,提出一种合理的冒口设计方案:1. 冒口位置:冒口设置在铸件的最高点,离毛口处约5-10mm,以便排气和排渣。
冒口位置应经过精确计算和模拟,确保冒口的位置准确无误。
2.冒口形状:冒口设计为圆形或椭圆形,便于开启和清理。
冒口的形状应光滑和密封,减少产生断口和裂纹的可能性。
3.冒口尺寸:根据铸件的大小和结构确定冒口的尺寸,通常情况下,冒口的直径或长宽比应为1:3-1:5、冒口尺寸的选择应考虑到浇注材料的流动性和铸件的充实度。
铸钢冒口设计
1. 设计步骤:确定冒口的安放位置
初步确定冒口数量
划分每个冒口的补缩区域,选择冒口类型
计算冒口的具体尺寸
2. 冒口计算方法:模数法+比例法+补缩液量法
一模数法
1 )计算原理
要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
2 )计算步骤
计算铸件模数
根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
3)确定铸钢件体收缩率
4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目
6)校核冒口的最大补缩能力。
二比例法(热节圆法)
使冒口根部直径大于铸件被补缩处热节圆直径或壁厚,再以冒口根部直径来确定其他尺寸。
查表步骤:
1)选取比例系数c(先按铸件结构选择冒口类型,再选比例系数);
2)确定冒口高度(根据直径D确定);
3)确定每个冒口长度或冒口个数(根据冒口延伸度确定)。
三铸件工艺出品率的校核
铸件重量
工艺出品率=
铸件重量+浇铸系统重
量+冒口重量
表4-7 说明校核方法。
采用普通冒口时,冒口尺寸可根据表中数值进行验算和调整,即将冒口重量代入计算后,若工艺出品率低于表中数值,则冒口尺寸偏大,可适当减小冒口高度;若高于表中数值,则应加大冒口尺寸或增加冒口个数。
四冒口计算举例
模数法
轮缘与轮辐的交接处为热节,其直径d按作图法得50(大于轮缘厚40);按作图法且考虑热节增大,见P126图4-31,dy=d+(10~30),取d=60(见P134比例法)。
轮缘热节处按表4-5应为板与杆的相交体,由图4-35可得a=d=60mm,
b=180mm,c=24mm.。
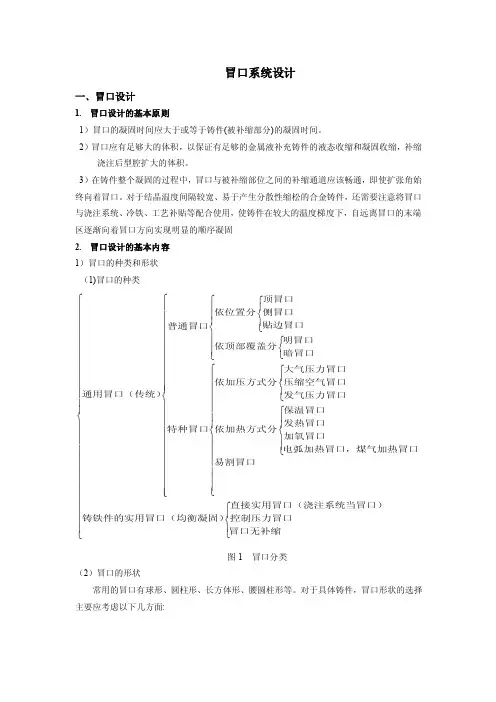
冒口系统设计一﹑冒口设计1. 冒口设计的基本原则1)冒口的凝固时间应大于或等于铸件(被补缩部分)的凝固时间。
2)冒口应有足够大的体积,以保证有足够的金属液补充铸件的液态收缩和凝固收缩,补缩浇注后型腔扩大的体积。
3)在铸件整个凝固的过程中,冒口与被补缩部位之间的补缩通道应该畅通,即使扩张角始终向着冒口。
对于结晶温度间隔较宽、易于产生分散性缩松的合金铸件,还需要注意将冒口与浇注系统、冷铁、工艺补贴等配合使用,使铸件在较大的温度梯度下,自远离冒口的末端区逐渐向着冒口方向实现明显的顺序凝固2. 冒口设计的基本内容1)冒口的种类和形状(1)冒口的种类⎧⎧⎧⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎨⎪⎪⎩⎩⎪⎧⎧⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎨⎩⎪⎪⎪⎧⎪⎪⎪⎪⎪⎪⎪⎨⎨⎪⎪⎪⎪⎪⎪⎩⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎩⎩顶冒口依位置分侧冒口贴边冒口普通冒口明冒口依顶部覆盖分暗冒口大气压力冒口依加压方式分压缩空气冒口通用冒口(传统)发气压力冒口保温冒口发热冒口特种冒口依加热方式分加氧冒口电弧加热冒口,煤气加热冒口易割冒口直接实用冒口(浇注系统当铸铁件的实用冒口(均衡凝固)⎧⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎨⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎪⎧⎪⎪⎨⎪⎪⎪⎩⎩冒口)控制压力冒口冒口无补缩 图1 冒口分类(2)冒口的形状常用的冒口有球形、圆柱形、长方体形、腰圆柱形等。
对于具体铸件,冒口形状的选择主要应考虑以下几方面:a)球形 b)球顶圆柱形 c)圆柱形 d)腰圆柱形(明) e)腰圆柱形(暗)图2 常用的冒口形状①冒口的补缩效果: 冒口的形状不同,补缩效果也不同,常用冒口模数(M)的大小来评定冒口的补缩效果(M=冒口体积/冒口散热面积),在冒口体积相同的情况下,球形冒口的散热面积最小,模数最大,凝固时间最长,补缩效果最好,其它形状冒口的补缩效果,依次为圆柱形,长方体形等。
②铸件被补缩部位的结构情祝: 冒口形状的选泽还要考虑铸件被补缩部位的结构形状和造型工艺是否方便。

铸造工艺学冒口设计方案引言铸造作为一种重要的制造工艺,在工业领域中得到广泛应用。
冒口设计是决定铸件质量的关键要素之一。
合理的冒口设计可以提高铸件的质量,减少缺陷率,提高生产效率。
本文将介绍铸造工艺学中的冒口设计方案。
冒口设计的基本原则冒口设计的基本原则是确保铸液顺利进入铸型腔体,并使气体和杂质得以排出,同时避免冒口产生不良缺陷。
以下是冒口设计的基本原则:1.冒口应位于铸件最后凝固的部位,以避免冒口残留在最终铸件中。
2.冒口位置应选择在铸件上部,以利于铸液的顺利流入铸型腔体。
3.冒口的形状应考虑冷却过程中的热传递和凝固规律,以避免冷挤缩并保证铸件的凝固完整性。
4.冒口尺寸应根据铸件的大小和冷却速率进行合理的选择。
冒口设计的步骤进行冒口设计时,需要按照以下步骤进行:1.确定铸件的凝固模式:根据铸件的形状和材料特性,确定铸件的凝固模式,例如自上而下凝固、自下而上凝固等。
2.确定冒口位置:根据铸件的凝固模式和形状,选择冒口位置,使冒口尽量位于铸件的上部,以利于铸液的顺利流入铸型腔体。
3.确定冒口形状:根据铸件的形状和凝固规律,选择合适的冒口形状,例如斗形冒口、圆形冒口等。
4.确定冒口尺寸:根据铸件的大小和冷却速率,选择合理的冒口尺寸,以确保铸液足够流动,并使冷却过程中的缩孔最小化。
冒口设计的优化方法为了进一步提高冒口设计的准确性和效果,可以采用以下优化方法:1.模拟计算:利用铸造工艺学软件进行模拟计算,通过模拟铸造过程,预测冒口设计的效果,以减少试验次数和成本。
2.经验参数法:根据类似铸件的经验参数,选择合适的冒口尺寸和形状。
3.图形化分析法:通过绘制铸件的凝固曲线和冷却曲线,分析冒口设计的合理性,并进行必要的调整和优化。
结论冒口设计是铸造工艺学中的重要环节,对铸件的质量和生产效率具有直接的影响。
合理的冒口设计可以提高铸件的质量,减少缺陷率。
在冒口设计过程中,需要根据铸件的凝固模式、形状和材料特性,选择合适的冒口位置、形状和尺寸。
铸钢件冒口的设计规范钢水从液态冷却到常温的过程中,体积发生收缩。
在液态和凝固状态下,钢水的体积收缩可导致铸件产生缩孔、缩松。
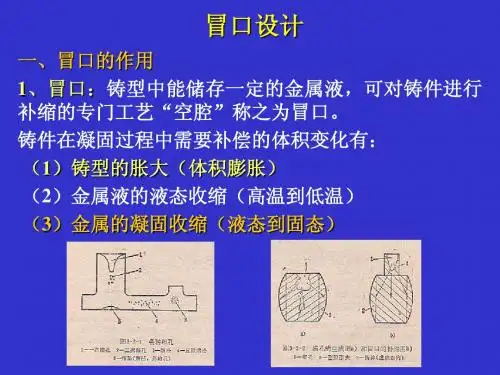
冒口的作用就是补缩铸件,消除缩孔、缩松缺陷。
另外,冒口还具有出气和集渣的作用。
1、冒口设计的原则和位置1.1冒口设计的原则1.1.1、冒口的凝固时间要大于或等于铸件(或铸件被补缩部分)的凝固时间。
1.1.2、冒口所提供的补缩液量应大于铸件(或铸件被补缩部分)的液态收缩、凝固收缩和型腔扩大量之和。
1.1.3、冒口和铸件需要补缩部分在整个补缩的过程中应存在通道。
1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中一直处于正压状态,既补缩过程终止时,冒口中还有一定的残余金属液高度。
1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。
1.2、冒口位置的设置1.2.1、冒口一般应设置在铸件的最厚、最高部位。
1.2.2、冒口不可设置在阻碍收缩以及铸造应力集中的地方。
1.2.3、要尽量把冒口设置在铸件的加工面或容易清除的部位。
1.2.4、对于厚大件一般采用大冒口集中补缩,对于薄壁件一般采用小冒口分散补缩。
1.2.5、应根据铸件的技术要求、结构和使用情况,合理的设置冒口。
1.2.6、对于清理冒口困难的钢种,如高锰钢、耐热钢铸件的冒口,要少放或不放,非放不可的,也尽量采用易割冒口或缩脖型冒口。
2、设置冒口的步骤与方法冒口的大小、位置及数量对于铸钢件的质量至关重要。
对于大型铸钢件来说,必须把握技术标准及使用情况,充分了解设计意图,分清主次部位,集中解决关键部位的补缩。
以模数法为例,冒口设计的步骤如下:2.1、对于大、中型铸钢件,分型面确定之后,首先要根据铸件的结构划分补缩范围,并计算铸件的模数(或铸件被补缩部分的模数)M铸。
2.2、根据铸件(或铸件被补缩部分)的模数M铸,确定冒口模数M冒。
2.3、计算铸件的体收缩ε。
2.4、确定冒口的具体形状和尺寸。
重力浇铸冒口设计原则
一、重力浇铸冒口设计原则
1、设计原则一,冒口口径与该浇铸品体积大小成正比;
2、设计原则二,根据浇注金属的匀流性来设定冒口口径大小;
3、设计原则三,根据型腔设置封嘴结构来控制流动;
4、设计原则四,根据型腔及其在重力浇铸情形下流动的物理特性,在出口处留有合理的返回缺口;
5、设计原则五,划定均匀的流动路径,减少流体的变换;
6、设计原则六,在可行的前提下,增加出口流量,以提高浇注硬度和颗粒形状;
7、设计原则七,改善浇注金属与体表接触区域的擦拭现象,提高成型质量。
二、重力浇铸冒口控制措施
1、采取合理的浇铸尺寸:适当加大铸件的尺寸,可以相应的增大冒口的口径,
降低流速爆胀现象及引起的短伤;
2、采用充分的控制口防范方式:设计控制口的深度,可以防止流体的过勉,同时改善浇注金属与表面接触状况,消除类熔件弯曲,瘤子和口边牙等缺陷;
3、保证足够的透明率:口径必须保证一定的宽度,以便金属熔池能够得到足够的转化率,从而改善熔体流动与重力浇铸工艺;
4、采用调整型口以及粉末冲料:这种冲料方式可以改善出口式浇铸的低龋容许标准,提高材料的质量;
5、采取预熔备料方式:为最好的粘结效果,预熔备料是有必要的,通过预熔备料可使金属表面活化,因此可以增强金属的粘结能力;
6、确定合理的填充方式:将流体填充到模料中时,必须采取一定的填充方式(机械填充或空气推动填充),以确保金属熔池在流入模料之前能在冒口处扩大以裹填充料底,以保证质量。
铸件浇冒口设计原则1. 引言铸件浇冒口设计是铸造工艺中至关重要的一环,它直接影响到铸件的质量和性能。
合理的浇冒口设计可以保证铸件的完整性和均匀性,减少缺陷的产生,提高生产效率和产品质量。
本文将介绍铸件浇冒口设计的原则和方法。
2. 浇冒口的作用浇冒口是铸造过程中用来引导和控制熔融金属流动的通道,它的作用主要有以下几个方面: - 引导熔融金属流入模腔,填充整个模腔; - 隔离气体和杂质,防止其进入模腔; - 提供热量,保持熔融金属的温度; - 方便浇注和冷却。
3. 浇冒口设计原则3.1 浇冒口的位置浇冒口的位置应根据铸件的形状、尺寸和结构特点进行合理选择。
一般来说,应将浇冒口设置在铸件上部或侧部,尽量避免将浇冒口设置在底部,以防止底部产生缺陷。
同时,还应考虑浇注过程中金属液的流动方向,使其能够顺利填充整个模腔。
3.2 浇冒口的形状和尺寸浇冒口的形状和尺寸直接影响到熔融金属的流动和铸件的凝固过程。
一般来说,浇冒口的形状应尽量简单,避免过于复杂,以便于制作和清理。
浇冒口的尺寸应根据铸件的体积和冷却速度进行合理确定,以保证熔融金属在浇注过程中能够顺利流动,并在凝固过程中提供足够的热量。
3.3 浇冒口与模腔的连接方式浇冒口与模腔的连接方式应能够保证熔融金属的顺利流动,并避免产生二次气体和杂质。
常用的连接方式有直接连接、斜坡连接和弯道连接等,具体选择应根据铸件的形状和尺寸进行合理决策。
3.4 浇冒口的数量和布局浇冒口的数量和布局应根据铸件的形状和结构特点进行合理设计。
一般来说,对于大型铸件,应设置多个浇冒口,以保证熔融金属能够均匀地填充整个模腔;对于尺寸较小的铸件,可以考虑设置单个浇冒口。
同时,还应注意浇冒口的布局,避免产生过多的焊缝和应力集中。
3.5 浇冒口的排气和除渣在浇注过程中,熔融金属中会存在气体和杂质,因此浇冒口的设计应考虑到排气和除渣的问题。
一般来说,可以在浇冒口附近设置排气孔和除渣孔,以便及时排除气体和杂质,保证铸件的质量。