冒口 冷铁设计
- 格式:ppt
- 大小:3.23 MB
- 文档页数:38
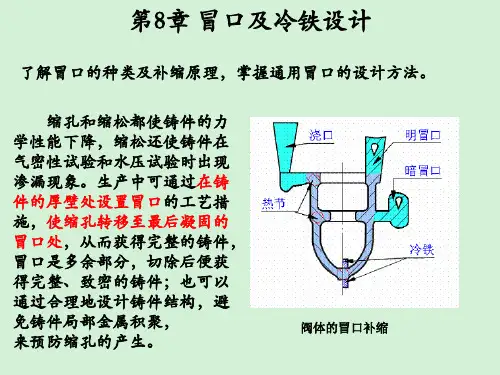
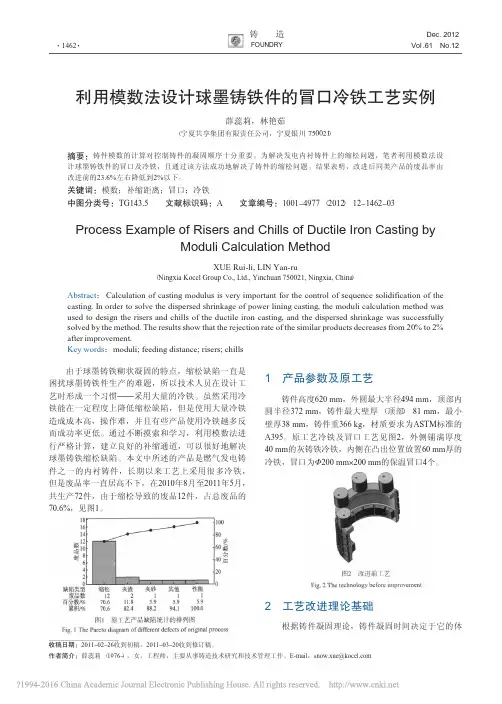
铸钢件冒口的设计规范钢水从液态冷却到常温的过程中,体积发生收缩。
在液态和凝固状态下,钢水的体积收缩可导致铸件产生缩孔、缩松。
冒口的作用就是补缩铸件,消除缩孔、缩松缺陷。
此外,冒口还具有出气和集渣的作用。
1、冒口设计的原则和位置1.1 冒口设计的原则1.1.1、冒口的凝固时间要大于或者等于铸件(或者铸件被补缩部份)的凝固时间。
1.1.2、冒口所提供的补缩液量应大于铸件(或者铸件被补缩部份)的液态收缩、凝固收缩和型腔扩大量之和。
1.1.3、冒口和铸件需要补缩部份在整个补缩的过程中应存在通道。
1.1.4、冒口体内要有足够的补缩压力,使补缩金属液能够定向流动到补缩对象区域,以克服流动阻力,保证铸件在凝固的过程中向来处于正压状态,既补缩过程终止时,冒口中还有一定的残存金属液高度。
1.1.5、在放置冒口时,尽量不要增大铸件的接触热节。
1.2、冒口位置的设置1.2.1、冒口普通应设置在铸件的最厚、最高部位。
1.2.2、冒口不可设置在妨碍收缩以及铸造应力集中的地方。
1.2.3、要尽量把冒口设置在铸件的加工面或者容易清除的部位。
1.2.4、对于厚大件普通采用大冒口集中补缩,对于薄壁件普通采用小冒口分散补缩。
1.2.5、应根据铸件的技术要求、结构和使用情况,合理的设置冒口。
1.2.6、对于清理冒口艰难的钢种,如高锰钢、耐热钢铸件的冒口,要少放或者不放,非放不可的,也尽量采用易割冒口或者缩脖型冒口。
2、设置冒口的步骤与方法冒口的大小、位置及数量对于铸钢件的质量至关重要。
对于大型铸钢件来说,必须把握技术标准及使用情况,充分了解设计意图,分清主次部位,集中解决关键部位的补缩。
以模数法为例,冒口设计的步骤如下:2.1、对于大、中型铸钢件,分型面确定之后,首先要根据铸件的结构划分补缩范围,并计算铸件的模数(或者铸件被补缩部份的模数) M 。
铸2.2、根据铸件(或者铸件被补缩部份)的模数M 确定冒口模数M 。
铸,冒2.3、计算铸件的体收缩ε。
的冒口和冷铁的的设计优劣也深深影响着其品质的好坏。
设计的好既可以减少冒口,提高球墨铸铁件优良率,也可以直接降低生产本钱,促进经济效益的提升。
因此为实现以上效果,我们必须要了解冒口和冷铁的作用以及设计过程中需注意的问题!球墨铸铁件冒口的作用:在铸件成形过程中提供由于体积变化而需要补缩的金属液体,以防止在铸件中出现收缩类型的缺陷。
冷铁的作用:1)加快铸件热节局部的冷却速度,使铸件趋于同时凝固,有利于防止铸件的变形或出现裂纹,并有可能减少偏析。
2)与冒口配合使用,使铸件局部区域冷却加速,强化了铸件方向性(顺序)凝固的条件,有利于冒口补缩和扩大冒口补缩范围,这样,不仅有利于防止铸件产生缩松,缩块缺陷,还有可能减少冒口的数量或体积及补缩的斜度,提高球墨铸铁件工艺出品率。
3)加快铸件某些特殊部位的冷却速度,以期到达提高铸件外表硬度和耐磨性、细化基体组织的目的。
4)在难于设置冒口或冒口不易于补缩到的部位防止冷铁以减少或防止出现缩松、缩孔。
5)对球墨铸铁,用冷铁进展激冷可以增大铸件外表或中心的温度梯度,有利于提高石墨化膨胀的利用程度和提高冒口补缩效果。
球墨铸铁的凝固方式为糊状凝固,我们在设计时考虑按此凝固方式进展设计,并且还需要做凝固模拟以验证我们所设计的工艺是否正确。
当然在考虑整个工艺时尽量考虑冒口和冷铁,将他们结合起来考虑。
因此在冷铁和冒口的设计中我们必须注意以下问题:冒口必需能传运足够的铁水以补偿收缩。
液态收缩:高于TL温度:1,5%/100°C。
固态收缩:0–2-5%,取决于铁水的冶金质量。
冒口必须能起作用:暗冒口必须有Williams芯子和气眼,明冒口必须有发热套。
冒口有一定的补缩距离,它取决于壁厚和铁水的冶金质量。
它可以是:水平补缩距离:10到2倍断面厚度,垂直补缩距离:15到4倍的断面厚度。
认识到球铁在与造型接触时会产生一个固体层是很重要的。
该层(2-3mm)对薄壁件比对厚壁件更为重要。

冷铁设计冷铁分为内冷铁与外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项就是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀与油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压与质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方就是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁与间接外冷铁两类。
1)直接外冷铁就是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂与冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁与一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1、与浇注系统与冒口配合控制铸件的凝固次序。
2、加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3、减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡就是比砂型材料的热导率、蓄热系数大的金属与非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨与铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置就是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口与浇注系统的位置。
冷铁设计冷铁分为内冷铁和外冷铁。
内冷铁:将金属激冷物插入铸件型腔中需要激冷的部位,使合金激冷并同铸件熔为一体,这种金属激冷物称为内冷铁,内冷铁主要用于黑色金属厚大铸样。
使用内冷铁的注意事项是:1)使用前,内冷铁要喷丸或喷砂处理,去除表面锈蚀和油污,常镀锌或镀锡防氧化。
2)砂型内放置内冷铁后应在3h—4h内浇注,防止内冷铁上聚集水分而产生气孔。
3)承受高温、高压和质量要求很高的铸件,不宜放内冷铁。
4)放内冷铁的铸型上方应有出气孔,如上方是暗冒口,冒口上也应有较大的出气孔。
5)采用栅状内冷铁时,单根冷铁的直径不大于30mm。
6)内冷铁在铸件加工后不得暴露,以免影响铸件的力学性能。
外冷铁:外冷铁又分为直接外冷铁和间接外冷铁两类。
1)直接外冷铁是只与铸件的部分内外表面接触而不熔接在一起的金属激冷物,实际上它成为铸型或型芯的部分型腔表面。
2)间接外冷铁同被激冷铸件之间有10~15mm厚的砂层相隔,故又称隔砂冷铁、暗冷铁。
间接外冷铁激冷作用弱,应用较少。
使用外冷铁的注意事项为:1外冷铁紧贴铸件表面的部位应光洁,除去锈污等各种脏物,有时要刷涂料。
2 对于易产生裂纹的铸造合金浇注的铸件,使用外冷铁时应带有一定的斜度(如45°),以免型砂和冷铁分界处因冷却速度差别过大而形成裂纹。
应做成图1中(b),(c)的形式。
对铸铁和一般铸铜件,(a)、(b)、(c)均适用。
冷铁的作用1.与浇注系统和冒口配合控制铸件的凝固次序。
2.加速铸件的凝固速度,细化晶粒组织,提高铸件的力学性能。
3.减小冒口尺寸,提高工艺出品率。
冷铁材料的选择可以制作冷铁的材料很多,凡是比砂型材料的热导率、蓄热系数大的金属和非金属材料均可选用。
生产中常用的冷铁材料有铸铁、铝合金、石墨和铜合金等,各种冷铁材料的热物理系数见下表1。
冷铁安放位置的确定冷铁能否充分发挥作用,关键在于安放的位置是否合理。
确定冷铁在铸型中的位置,主要取决于要求冷铁所起的作用以及铸件的结构、形状,同时还需要考虑冒口和浇注系统的位置。