包钢4150m^3高炉提高产量生产实践
- 格式:pdf
- 大小:908.46 KB
- 文档页数:4
包钢4150m3高炉出铁管理改进实践文章针对包钢稀土钢炼铁厂两座大型高炉投产后出铁次数较多、炉前物料消耗增加、不利于高炉稳定顺行等问题进行了分析,并根据现有的操作方式对炉前出铁管理和技术进行总结,从而制定出更加合理的炉前出铁管理制度。
标签:高炉;出铁;管理1 前言本文主要针对包钢稀土钢炼铁厂7#、8#两座高炉,两座高炉均由中冶赛迪设计,公称容积均为4150m3,是包钢集团目前投产的容积最大的两座高炉。
7#、8#高炉分别由包钢西创凯捷公司和中国二冶承建,7#高炉于2014年5月27日点火送风,8#高炉于2015年10月12日点火送风。
两座高炉的高径比为2.05,属于矮胖型设计的现代化大型高炉。
2 出铁管理制度存在的问题7#、8#高炉均设有4个出铁口,在两座高炉开炉之后,最初的渣铁排放管理制度是通过炉前工人按规定控制出铁量和见渣时间来确定的,但是在实际生产过程中发现该渣铁排放管理制度并不能较为直接的反映高炉的渣铁生成速度与排出速度之间的关系。
因此就导致了高炉操作者无法详细地判断炉缸内渣铁液面的具体升降状况,即无法对高炉憋风和亏渣铁二者之间的关系进行详细判断。
随着高炉公称容积的不断增大,大型高炉不能像中小型高炉那样在出完一次铁后间隔一段时间再出下一次铁,大型高炉两次铁之间的间隔时间越来越短,当高炉的公称容积达到4000m3以上时两次铁之间需要有一定的重叠时间,即需要打开一个铁口后才能够堵另一个铁口,重叠时间的确定需要考虑前一个铁口的渣铁排放速度、亏渣铁量等因素[1]。
倘若在4000m3以上的高炉在出铁管理模式上还是使用小高炉的模式一定是无法符合相关的生产要求的。
精确计算亏渣铁量、实时了解炉缸内渣铁液位对大型高炉的操作和生產来说是十分重要的。
如果对炉缸内渣铁液位的高炉没有准确的判断,一方面如果炉缸内渣铁液位过高则会威胁高炉的安全,影响一代高炉寿命;另一方面炉缸内渣铁液面过低会导致出铁时间短、铁口喷溅,增加炉前工人的劳动强度、不利于环境保护以及炉前物料的消耗量,不利于高炉的长期稳定顺行和吨铁成本的降低。
宝钢4号高炉长期低耗生产实践宝钢股份炼铁厂王俊2019-11-07交流主要内容宝钢4号高炉简介1宝钢4号高炉低耗生产实绩2宝钢4号高炉低耗生产管理3体会及生产技术总结4宝钢4号高炉设计炉容为4747m3;2014年9月1日停炉更换炉缸,炉体喷涂造衬;72天后于2014年11月12日点火开炉。
◆四高炉投产后,长期保持顺行:年崩滑料最多3次、无管道(2018年1次冒尖)、无悬料、无大炉况波动,截止到今年10月底,累计顺行1824天。
◆投产5年来:日均产量11000t/d ,平均利用系数超过2.25t/m 3.d ,总焦比309kg/t ,燃料比484kg/t ,工序能耗365kgce/t 。
利用系数总焦比煤比燃料比烧结比球团比工序能耗2015年 2.20297.7184.7482.467.4618.3364.22016年 2.24302.8180.8483.668.6611.1363.92017年 2.22314.8165.1479.955~5728362.72018年 2.28324.9164.4489.355~5728~32367.72019年2.30308.0180.0488783.4364.9崩料滑料管道悬料炉况大波动2015年010002016年010002017年120002018年111002019年01块矿比最高27%投产前两年:◆2015年12月~2017年3月,块矿比例稳定在20%以上,其中块矿比最高至27%。
◆炉况稳定顺行,风压平稳,月均σ≤30。
平均总焦比303.8kg/t,燃料比483.8kg/t,工序能耗364.1kece/t。
球团比最高32%球团粉率高块矿粒级小“二对四”期间(烧结机环保改造,二座烧结机对四座高炉):◆2017年4月-2018年11月烧结比由72%±下降至55%~57%±,球团最高比例达32%。
(球团粉率高,膨胀指数24~34%,块矿粒级小)◆压差190~205kPa±,综合炉况稳定、风口安全,煤比由182kg/t±降低至162kg/t±,燃料比稳定在484kg/t±,重点将利用系数由2.225提升至2.238t/m3·d,工序能耗由364kgce/t微升至366kgce/t,仍保持相对低耗高产。

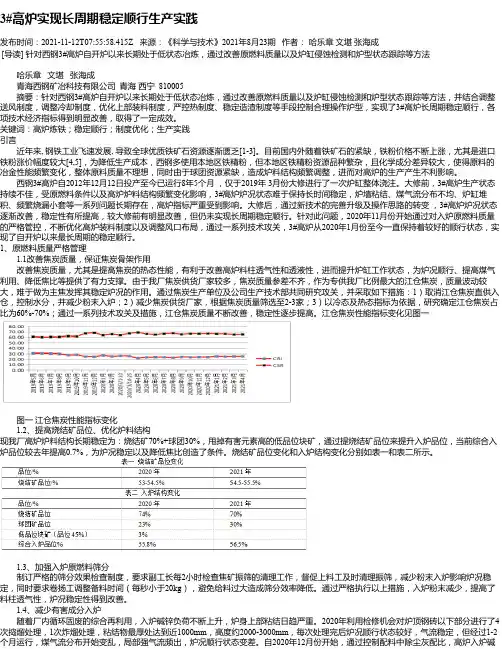
3#高炉实现长周期稳定顺行生产实践发布时间:2021-11-12T07:55:58.415Z 来源:《科学与技术》2021年8月23期作者:哈乐章文堪张海成[导读] 针对西钢3#高炉自开炉以来长期处于低状态冶炼,通过改善原燃料质量以及炉缸侵蚀检测和炉型状态跟踪等方法哈乐章文堪张海成青海西钢矿冶科技有限公司青海西宁 810005摘要:针对西钢3#高炉自开炉以来长期处于低状态冶炼,通过改善原燃料质量以及炉缸侵蚀检测和炉型状态跟踪等方法,并结合调整送风制度,调整冷却制度,优化上部装料制度,严控热制度、稳定造渣制度等手段控制合理操作炉型,实现了3#高炉长周期稳定顺行,各项技术经济指标得到明显改善,取得了一定成效。
关键词:高炉炼铁;稳定顺行;制度优化;生产实践引言近年来, 钢铁工业飞速发展, 导致全球优质铁矿石资源逐渐匮乏[1-3]。
目前国内外随着铁矿石的紧缺,铁粉价格不断上涨,尤其是进口铁粉涨价幅度较大[4,5],为降低生产成本,西钢多使用本地区铁精粉,但本地区铁精粉资源品种繁杂,且化学成分差异较大,使得原料的冶金性能频繁变化,整体原料质量不理想,同时由于球团资源紧缺,造成炉料结构频繁调整,进而对高炉的生产产生不利影响。
西钢3#高炉自2012年12月12日投产至今已运行8年5个月,仅于2019年 3月份大修进行了一次炉缸整体浇注。
大修前,3#高炉生产状态持续不佳,受原燃料条件以及高炉炉料结构频繁变化影响,3#高炉炉况状态难于保持长时间稳定,炉墙粘结、煤气流分布不均、炉缸堆积、频繁烧漏小套等一系列问题长期存在,高炉指标严重受到影响。
大修后,通过新技术的完善升级及操作思路的转变,3#高炉炉况状态逐渐改善,稳定性有所提高,较大修前有明显改善,但仍未实现长周期稳定顺行。
针对此问题,2020年11月份开始通过对入炉原燃料质量的严格管控,不断优化高炉装料制度以及调整风口布局,通过一系列技术攻关,3#高炉从2020年1月份至今一直保持着较好的顺行状态,实现了自开炉以来最长周期的稳定顺行。
包钢3号高炉生产操作实践以包钢3号高炉生产操作实践为题,我将为大家介绍包钢3号高炉的生产操作实践,包括高炉的操作流程、设备操作细节以及操作中需要注意的事项等。
包钢3号高炉的操作流程如下:1. 原料准备:将所需的铁矿石、焦炭、石灰石等原料按照一定比例进行配料。
2. 原料装料:将配料好的原料通过送料系统依次装入高炉上部的料斗中。
3. 点火预热:点火后,通过燃烧炉底的燃料,使炉内温度逐渐升高,进行预热。
4. 高炉运行:在达到预定温度后,开始正式投料,同时维持适当的风量和煤气量进行燃烧。
5. 炉温控制:通过调整风量、煤气量和混合料的投料比例,控制炉内温度在适当范围内。
6. 炉渣处理:根据炉渣的化学成分和性质,及时对炉渣进行处理,保持炉内的正常运行。
7. 收集铁水:高炉内的熔融铁经过炉底的铁口流出,收集到铁水箱中。
8. 铁水处理:对收集到的铁水进行脱硫、除杂等处理,以提高铁水的质量。
9. 铁水出渣:去除铁水中的炉渣,并将熔融铁流入铁水罐中,待后续处理。
10. 高炉停炉:根据生产需要,经过一段时间的运行后,停止高炉的操作。
在操作过程中,需要注意以下几点:1. 原料配比要准确:根据高炉的生产要求,严格按照配料比例进行原料的配比,以保证高炉的正常运行。
2. 控制燃烧条件:通过控制风量、煤气量和混合料的投料比例等,保持适当的燃烧条件,以提高冶炼效果。
3. 炉渣处理要及时:根据炉渣的化学成分和性质,及时对炉渣进行处理,以保持炉内的正常运行。
4. 温度控制要精确:通过调整风量和煤气量等参数,控制高炉内的温度在适当范围内,以保证冶炼的效果。
5. 铁水处理要细致:对收集到的铁水进行脱硫、除杂等处理,以提高铁水的质量,为后续工序提供良好的原料。
6. 安全操作:在高炉的操作过程中,要严格遵守安全操作规程,注意防火、防爆等安全事项,确保人员和设备的安全。
总结一下,包钢3号高炉的生产操作实践包括原料准备、点火预热、高炉运行、炉温控制、炉渣处理、收集铁水、铁水处理、铁水出渣以及高炉停炉等步骤。
包钢生产实习报告包钢生产实习报告xx-xx年6月26、29日两天我们来到了包钢集团炼铁厂,包钢炼铁厂现共有五座高炉出铁,总容积为9880立方米,现在六号高炉正在筹建。
其中1、2、3、5号高炉为皮带传输,4、6号为先进的自动化管理操作炉。
我们主要观察学习了4号高炉,从外表看4号高炉为圆球形的炉体,进入内部我们看到了上料,出钢,除渣和除尘等装置,除尘装置是干法除尘(其中为布袋)。
炉冶炼用的原料主要由铁矿石、燃料(焦炭)和熔剂(石灰石)三部分组成。
通常,冶炼1吨生铁需要1.5-2.0吨铁矿石,0.4-0.6吨焦炭,0.2-0.4吨熔剂,总计需要2-3吨原料。
为了保证高炉生产的连续性,要求有足够数量的原料供应。
因此,无论是生铁厂家还是钢厂采购原料的工作是尤其重要。
高炉生产是连续进行的。
一代高炉(从开炉到大修停炉为一代)能连续生产几年到十几年(昆钢的20年左右)。
生产时,从炉顶(一般炉顶是由料种与料斗组成,现代化高炉是钟阀炉顶和无料钟炉顶)不断地装入铁矿石、焦炭、熔剂,从高炉下部的风口吹进热风(1000~1300摄氏度),喷入油、煤或天然气等燃料。
装入高炉中的铁矿石,主要是铁和氧的化合物。
在高温下,焦炭中和喷吹物中的碳及碳燃烧生成的一氧化碳将铁矿石中的氧夺取出来,得到铁,这个过程叫做还原。
铁矿石通过还原反应炼出生铁,铁水从出铁口放出。
铁矿石中的脉石、焦炭及喷吹物中的灰分与加入炉内的石灰石等熔剂结合生成炉渣,从出铁口和出渣口分别排出。
煤气从炉顶导出,经除尘后,作为工业用煤气。
现代化高炉还可以利用炉顶的高压,用导出的部分煤气发电。
高炉冶炼目的是将矿石中的铁元素提取出来,生产出来的主要产品为铁水。
付产品有:水渣、矿渣棉和高炉煤气等。
高炉冶炼是把铁矿石还原成生铁的连续生产过程。
铁矿石、焦炭和熔剂等固体原料按规定配料比由炉顶装料装置分批送入高炉,并使炉喉料面保持一定的高度。
焦炭和矿石在炉内形成交替分层结构。
矿石料在下降过程中逐步被还原、熔化成铁和渣,聚集在炉缸中,定期从铁口、渣口放出。
优化高炉操作提高高炉产量(总3页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--优化高炉操作提高高炉产量李伟华(一铁厂)摘要:新钢10号炉自开炉稳定以来,通过采取上下部调剂、精料、稳定合理的操作炉型等有效优化手段.优化高炉操作,提高煤焦置换比率、减少休风率,生产指标不断提高。
关键词:高炉;强化冶炼;优化操作;稳定增产1 、概况新钢10号高炉(Vu = 25003m )为新钢集团三期技改的重点建设项目,设计以“先进、实用、可靠、经济、环保”为原则,为实现优质、低耗、高产、长寿、环保的目标,采用了一系列先进的工艺技术以及节能、降耗措施。
为适应本公司原、燃料条件,炉型为矮胖,于2009年11月9日顺利投产。
高炉开炉顺行, 达产快,开炉后冶炼强度只在中等水平维持,,由于公司炼钢能力大于炼铁, 迫切需要高炉提高冶炼强度, 增加产量, 面对公司的生产态势, 10号高炉通过优化操作, 改进生产管理, 冶炼强度提高很快, 利用系数快速上升, 各项经济技术指标不断改善, 实现了新钢高炉25003m级生产水平的突破。
通过调整和优化高炉各项操作参数以及操作理念, 使高炉工作状况始终适应外界条件, 并获得最佳的经济技术指标。
配加小焦新钢10号高炉在铁矿石中配加焦丁,一方面降低了焦炭的损耗, 另一方面降低了焦比, 有利于节能降耗。
人炉方式为小焦和矿石混装, 有利于改善高炉料柱透气性,另外小焦代替一部分焦炭参加气化反应,有利于保护焦炭强度。
随小焦比增加,料层透气性和置换比将会下降,用量过大将影响炉况。
目前新钢10号高炉焦丁比保持在4245/-,置换比为, 焦炭损耗率下降了12% 左右, 起kg t到了节焦、降耗的良好效果。
提高煤、焦置换比在高煤比下保持较高置换比, 可降低总燃料消耗提高置换比一是靠提高风口前的理论燃烧温度,二是靠提高鼓风中氧的过剩系数来提高煤粉的燃烧率新钢10号高炉提高置换比的主要措施有:提高风温使用水平。
包钢4号高炉开炉达产实践
4号高炉开炉达产实践在我们公司得到极大的重视和重申,组织全民共建包钢未来的发展。
开炉达产实践可以说是公司新一波发展活动的开始。
开炉达产实践虽然只是一次实践活动,但是深刻的影响了公司全体员工的心态及工作行为,极大地提升了每一位员工的素质。
开炉达产实践不仅仅开一次发展,更重要的是公司传达出来的文化。
一个有战略、有愿景、有文化的公司有强大的发展活动能力,才能达到可持续发展的高度。
4号高炉开炉达产实践,不仅在做的过程中,从头到尾每一步都要慎重,要贯彻每一项任务的全部要求,也要聚焦于未来的发展,确定一致性的通过策略,这样每一次开炉达产,都是最优解决方案。
开炉达产实践,把我们作为一个具有实践意义的集体,从中获得全新体会,不断更新自我,不断飞越未来,开启一段我们共同编织发展,共创包钢未来的旅程。
重钢四高炉提高煤比实践【摘要】重钢四高炉在对喷煤系统进行扩大能力改造的基础上,通过精料、高风温、高顶压、提高烟煤配比和鼓风富氧率、优化高炉上下部操作制度等措施,改善了高炉料柱的透气、透液性能和煤粉喷吹条件,保证了煤比的提高。
【关键词】喷煤系统改造煤比提高1.前言重钢四高炉(1350m3)采用陶瓷杯炉缸、薄壁炉衬、串罐式无钟炉顶和无渣口双出铁场设计以及三座顶燃式热风炉和干法布袋煤气除尘系统。
喷煤系统采用N2浓相输送技术,一组喷吹罐向三座高炉喷吹的工艺形式,各高炉的喷煤总量控制由设在各自喷吹主管上的煤粉流量调节阀来调节。
自2006年3月投产以来,为缓解公司供焦紧张的局面,四高炉通过对喷煤系统进行扩大能力改造、提高高炉原燃料质量、改善高炉喷吹条件等措施,使得高炉煤比大幅度提升,焦比显著下降,高炉技术经济指标逐年得到改善,见图1。
图1 2006年~2009年煤比、焦比及利用系数指标2.喷煤系统的改造重钢喷煤系统于2001年11月建成,采用直接喷吹方式,制粉系统采用中速磨负压制粉,喷吹系统采用N2浓相输送、双罐并列、喷吹主管加分配器等技术,其规模是按照高炉总容积为2440 m3(1座1200m3、2座620 m3)的规模设计的。
2006年新四高炉(1350m3)搬迁投产后,由于喷吹距离增长,落差增大,弯道也明显增多,导致输煤管道阻损增大,而且新四高炉比原四高炉热风压力要高,炉容大一倍多,因此老四高炉的喷煤装置已不能满足新四高炉的需要,必须对其进行扩大能力改造。
2006年~2008年重钢对原喷煤系统进行了改造和调试,包括:在四高炉的喷吹管线上再增加一个补偿气以可以在较大范围内改变流量,并且可以破坏生成的料栓,实现远距离输煤;对各个高炉喷吹系统的相应参数进行调整,减少煤流波动;增大四高炉喷煤主管道的直径,对喷吹主管进行保温改造;更换喷吹罐流化装置;加强对喷煤系统设备的维护及维修工作等,使四高炉的喷煤能力由原来的70kg/t提高到现在的125kg/t。
第43卷第3期2021年6月甘㊀肃㊀冶㊀金GANSU㊀METALLURGYVol.43No.3Jun.ꎬ2021文章编号:1672 ̄4461(2021)03 ̄0024 ̄03酒钢450m3高炉炉型优化实践李㊀波ꎬ聂㊀波ꎬ宋惊蛰(甘肃酒钢集团宏兴钢铁股份有限公司炼铁厂ꎬ甘肃㊀嘉峪关㊀735100)摘㊀要:酒钢450m3高炉利用大修机会ꎬ引进新技术㊁新工艺ꎬ改善现场安全作业环境ꎬ提高企业劳动生产效率ꎬ降低高炉能源消耗ꎬ结合上下部调整ꎬ有力推动了高炉经济技术指标进步ꎮ关键词:高炉设计ꎻ炉型优化ꎻ上下部调整ꎻ生产效果中图分类号:TF54㊀㊀㊀㊀㊀文献标识码:AOptimizationPracticeof450m3BlastFurnaceShapeLIBoꎬNIEBoꎬSONGJing ̄zhe(GansuJiuSteelGroupHongxingIronandSteelCo.Ltd.IronmakingPlantꎬJiayuguan735100ꎬChina)Abstract:Duringthe450m3blastfurnaceoverhaulꎬalotofnewtechnologiesandnewprocesseswereintroducedꎬImprovedthesitesafeworkingenvironmentandtheenterpriselaborefficiencyꎬreducedtheblastfurnaceenergyconsumption.Com ̄binedwithupperandloweradjustmentꎬtheeconomicandtechnologicalindexprogressofblastfurnacehasbeeneffectivelypromoted.KeyWords:blastfurnacedesignꎻoptimizetheshapeofthefurnaceꎻupperandloweradjustmentꎻoperationresults1㊀引言酒钢宏兴股份公司炼铁厂3号㊁5号高炉有效容积450m3ꎬ3号高炉于2004年5月投产ꎬ2008年11月进行中修一次ꎬ于2014年1月停炉待修ꎬ一代炉龄9年零5个月ꎬ2017年3月大修结束投入生产ꎮ5号高炉于2009年5月投产ꎬ至2016年11月停炉进行优化升级改造ꎬ一代炉役无中修7年6个月ꎬ2017年9月投产ꎮ针对上代炉役生产中存在的冷却系统能力不足㊁耐材侵蚀严重㊁在线检测手段不足等问题ꎬ利用停炉大修机会进行了优化ꎬ同时对风口布局以及炉型进行了升级[1]ꎮ开炉后通过不断摸索上下部制度匹配ꎬ高炉运行稳定ꎬ指标持续改进ꎬ部分指标甚至超过了设计水平ꎮ2㊀高炉设计技术进步2.1㊀高炉内型优化升级近年来ꎬ酒钢炼铁厂利用高炉大修机会ꎬ逐步对部分高炉炉型进行了优化升级改造ꎬ取得了较好的实践效果ꎮ本次3号㊁5号高炉炉型优化升级ꎬ参考和借鉴了2013年酒钢1㊁2号高炉优化升级成功经验ꎬ适当增加死铁层深度ꎬ减少了炉缸环流对炉缸耐火材料的冲刷侵蚀ꎬ有效延长炉缸寿命ꎻ适当加大炉腰直径ꎬ缩小炉身角ꎬ减少炉料下降摩擦阻力ꎬ利于炉料下降ꎬ改善高炉顺行ꎻ适当加大炉腰直径ꎬ缩小炉腹角ꎬ风口上方热交换区得到扩大ꎬ煤气利用效率得到提高ꎬ降低能源消耗ꎬ促进经济技术指标进步ꎻ适当降低炉腰㊁炉腹高度ꎬ降低下部高温区阻损ꎬ有利于炉料的下降和炉况的稳定ꎻ适当增加炉身高度ꎬ有利于延长高炉煤气在炉内的停留时间ꎬ提高煤气利用率ꎻ采用砖壁合一的薄内衬技术ꎬ可有效降低炉墙结厚机率ꎬ有利于操作炉型的维护和稳定ꎻ采用新的联管冷却系统和炉底冷却系统设计ꎬ可在水量适当增加的情况下ꎬ大幅度提高冷却水利用率及冷却强度ꎮ这些新技术的使用为高炉高产㊁高效和长寿创造了条件ꎬ有力的促进了高炉经济技术指标进步ꎮ酒钢炼铁厂3号㊁5号高炉设计炉型参数变化情况见表1ꎮ从表1可以看出ꎬ酒钢炼铁厂3号㊁5号高炉大修在保证炉基㊁上料系统利旧的基础上ꎬ适当降低高径比ꎬ炉腹角和炉身角减小ꎬ炉型趋于 矮胖型 ꎬ符合行业高炉炉型发展趋势[2]ꎮ本次大修ꎬ适当加大表1㊀高炉设计炉型参数项㊀目代号单位原设计参数新设计参数(3号高炉)新设计参数(5号高炉)有效容积Vum3450450450有效高度Humm188001858018580炉腰直径Dmm663070007000死铁层深度h0mm100013001300风口数161614风口间距mm106010801234了炉喉直径与炉腰直径ꎬ减薄料层厚度ꎬ增加料层透气性ꎬ同时加大了高炉上部横向截面积ꎬ高炉煤气在炉内的停留时间延长ꎬ有利于高炉煤气利用率的提高ꎻ适当扩大了炉缸直径ꎬ同时加高了炉缸高度ꎬ增大炉缸容积更能适应酒钢低品位矿冶炼渣量大的特点[3]ꎮ2.2㊀增加布袋箱体ꎬ改善除尘效果增加一座布袋除尘箱体后ꎬ相同煤气发生量下布袋除尘的过滤风速降低ꎬ除尘系统的过滤面积增加ꎬ煤气含尘量下降2mg/Nm3ꎬ缓解了布袋除尘器的运行负荷ꎬ缩短更换周期ꎬ降低了运行成本ꎮ同时在原系统上增加一个除尘箱体ꎬ检修作业时ꎬ可同时离线箱体数量增多ꎬ在不影响生产的前提下增加了检修作业面ꎬ提供了安全生产保障ꎮ2.3㊀采用砖壁合一薄内衬技术高炉内衬直接与高温渣铁接触ꎬ还要承受高温煤气冲刷㊁炉料的摩擦及碱金属的侵蚀ꎬ耐火材料的选择ꎬ将影响投资和使用寿命[4]ꎮ砖壁合一㊁薄壁内衬结构的高炉炉型在设计上就考虑了实际生产中出现的问题ꎬ设计炉型基本上就是操作炉型ꎬ一代炉役其操作炉型基本维持不变[5]ꎮ2.4㊀优化冷却壁供水方式冷却壁采用2根环管供水ꎬ其中供水环管1供1-4段冷却壁及大套用水ꎬ冷却壁两块串联ꎬ铁口区冷却壁单联ꎬ风口大套单联ꎻ风口平台设风口给水包供中套用水ꎻ供水环管2供5-13段冷却壁用水ꎬ一串到顶 的联管模式ꎮ5-13段冷却壁回水排至炉身平台排水箱ꎬ然后汇入风口平台排水箱ꎻ炉缸区域冷却壁㊁风口设备冷却回水直接排至风口平台排水箱ꎻ风口平台排水箱的水再汇入回水总管ꎮ在相邻冷却壁进出水联管上ꎬ设置检测元件ꎬ自动检测水流量和温度ꎬ并自动计算炉体热负荷ꎬ为生产调节提供理论依据[6]ꎮ目前炉缸侵蚀模型㊁水温差在线监测等各系统运行稳定ꎬ大幅度减少了岗位人员劳动强度和劳动量ꎮ2.5㊀设置风口成像监控设施在每个风口设置一套风口成像设施ꎬ将监控视频接到高炉值班室监控画面ꎬ便于岗位人员随时监测风口工作状态ꎬ高炉操作人员能随时通过风口变化ꎬ分析判断炉况的变化ꎮ2.6㊀风口小套设置自动检漏装置在风口小套安装自动检漏装置ꎬ对破损风口进行预测和报警ꎬ岗位及时对报警风口进行检查确认ꎬ确保破损风口及时发现ꎬ消除风口漏水不能及时发现对炉况带来的不良影响ꎮ2.7㊀引进炉顶红外摄像仪技术炉顶安装红外摄像仪ꎬ能清晰的看到炉顶气流分布和变化ꎬ为高炉上部调剂提供一定的参考依据ꎬ并且能实时监测溜槽工作状态ꎬ有利于高炉布料设备的维护ꎮ3㊀高炉生产效果3号高炉第1代炉役于2004年5月投产ꎬ2014年停炉待修ꎬ第1代炉役期间月平均利用系数最高达到3.79t/(m3 d)ꎬ焦比396.2kg/tꎬ燃料比547.1kg/tꎻ第2代炉役于2017年3月投产ꎬ月平均利用系数最高达到3.55t/(m3 d)ꎬ最好焦比达到447.1kg/tꎮ3号高炉两代炉役期间经济技术指标趋势见图1ꎮ图1㊀3号高炉大修前后经济技术指标变化趋势52第3期㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀李㊀波ꎬ等:酒钢450m3高炉炉型优化实践㊀㊀㊀㊀㊀㊀㊀㊀5号高炉第1代炉役于2009年5月投产ꎬ2016年停炉大修ꎬ第1代炉役期间月平均利用系数最高达到3.72t/(m3 d)ꎬ焦比394.9kg/tꎬ燃料比550.1kg/tꎻ第2代炉役于2017年9月投产ꎬ月平均利用系数最高达到3.39t/(m3 d)ꎬ最好焦比达到457.2kg/tꎮ5号高炉两代炉役期间经济技术指标趋势见图2ꎮ㊀㊀从图1㊁图2可以看出ꎬ3号高炉㊁5号高炉2017图2㊀5号高炉大修前后经济技术指标变化趋势年投产后ꎬ炉况强化水平较低ꎬ年各项经济技术指标较停炉前最好水平(2010年)仍存在较大差距ꎮ2020年3月份以来ꎬ结合外围条件变化ꎬ为确保炉况长周期稳定顺行ꎬ炉内开始采用中心加焦的装料制度ꎮ3号高炉在摸索上部装料制度和下部送风制度的匹配过程中ꎬ历经6次下部送风布局调整㊁5号高炉历经8次下部送风布局调整ꎬ结合近期外出对标对表经验ꎬ双高炉最终确定了 上部调整以稳定边缘气流㊁争取风量打开中心为主ꎬ下部送风制度调整以短风口㊁大进风面积为主 的上下部匹配思路ꎮ通过不断摸索ꎬ进入6月份以来ꎬ双高炉经济技术指标逐步改善ꎬ双高炉日利用系数逐步达到3.70t/(m3 d)以上ꎮ对比3号㊁5号高炉大修改造区别ꎬ此次大修改造ꎬ双高炉除风口个数存在明显区别ꎬ其余各项基本相同ꎮ5号高炉将原有16个风口减少至14个风口ꎬ风口间距由之前的1060mm增大至1234mmꎬ与国内同级别高炉相近ꎮ风口减少ꎬ在同等条件下鼓风动能增加ꎬ加上炉腰直径的增大㊁炉腹角的缩小更能够适应目前品位低㊁渣量大的原燃料条件ꎬ同时扩大了风口上方热交换区ꎬ有利于炉料的顺畅下降ꎬ改善了高炉顺行情况ꎮ从开炉后达产达标速度来看ꎬ5号高炉用时短于3号高炉ꎬ未来450m3高炉大修ꎬ控制合适的风口个数是一个研究方向ꎮ4㊀结语⑴企业结合自身现有条件ꎬ利用新建㊁高炉大修机会ꎬ推广应用行业成熟的四新技术能够有效改善现场安全作业环境ꎬ提高企业劳动生产效率ꎬ降低高炉能源消耗ꎬ促进经济技术指标优化ꎮ⑵摸索上部装料制度与下部送风制度的匹配ꎬ寻找适合企业现有条件的上㊁下部制度ꎬ控制合理煤气流分布㊁改善高炉顺行条件是高炉炉况管理的关键ꎮ⑶在同等条件下ꎬ适当减少高炉风口个数ꎬ能有效提高高炉鼓风动能ꎬ更能适应原燃料条件较差情况下的高炉冶炼ꎮ结合酒钢实际情况ꎬ未来450m3高炉大修ꎬ控制合适的风口个数是一个研究方向ꎮ参考文献:[1]㊀周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社ꎬ2002.[2]㊀刘金明.酒钢1㊁2号高炉优化改造实践[J].甘肃冶金ꎬ2016ꎬ38(06):99 ̄101.[3]㊀刘晓璋ꎬ闫朝付.酒钢1高炉大修改造工程设计[C].中国金属学会ꎬ2013.[4]㊀陈㊀冬ꎬ孙刘恒ꎬ汪延来.长钢1号高炉中修优化设计特点及实践[J].山西冶金ꎬ2019ꎬ42(05):86 ̄88. [5]㊀张丰红ꎬ武方明.酒钢1号高炉合理操作炉型的探讨[J].甘肃科技ꎬ2015ꎬ31(05):47 ̄49.[6]㊀吴㊀栋ꎬ陈治国ꎬ张云龙.联合软水密闭循环系统在酒钢1#高炉优化升级改造中的应用[C].全国冶金动力信息网ꎬ2014.收稿日期:2020 ̄10 ̄18作者简介:李㊀波(1985 ̄)ꎬ男ꎬ四川省邛崃市(县)人ꎬ助理工程师ꎬ本科学历ꎬ学士学位ꎮ现主要从事高炉管理工作ꎮ62㊀㊀㊀㊀㊀㊀㊀㊀㊀甘㊀肃㊀冶㊀金㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第43卷。