斜顶机构设计.ppt
- 格式:ppt
- 大小:1.08 MB
- 文档页数:24
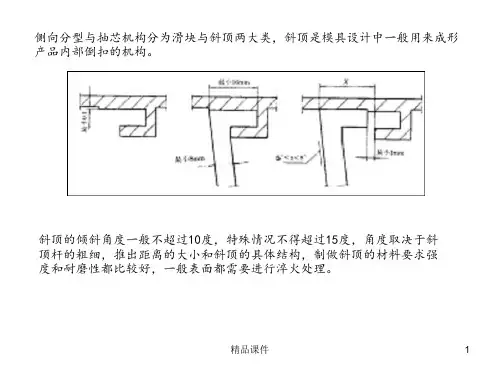
手把手教你设计汽车模具斜顶!斜顶、摆杆机构斜顶、摆杆机构主要用于成型胶件内部的侧凹及凸起,同时具有顶出功能,此机构结构简单,但刚性较差,行程较小。
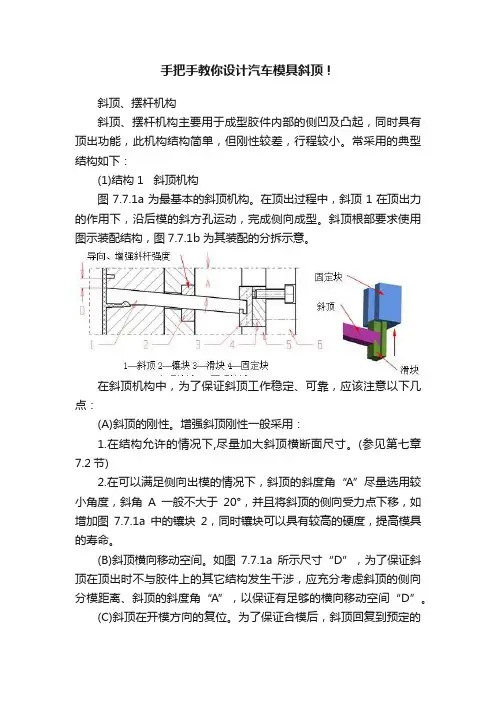
常采用的典型结构如下:(1)结构1 斜顶机构图7.7.1a为最基本的斜顶机构。
在顶出过程中,斜顶1在顶出力的作用下,沿后模的斜方孔运动,完成侧向成型。
斜顶根部要求使用图示装配结构,图7.7.1b为其装配的分拆示意。
在斜顶机构中,为了保证斜顶工作稳定、可靠,应该注意以下几点:(A)斜顶的刚性。
增强斜顶刚性一般采用:1.在结构允许的情况下,尽量加大斜顶横断面尺寸。
(参见第七章7.2节)2.在可以满足侧向出模的情况下,斜顶的斜度角“A”尽量选用较小角度,斜角A一般不大于20°,并且将斜顶的侧向受力点下移,如增加图7.7.1a中的镶块2,同时镶块可以具有较高的硬度,提高模具的寿命。
(B)斜顶横向移动空间。
如图7.7.1a所示尺寸“D”,为了保证斜顶在顶出时不与胶件上的其它结构发生干涉,应充分考虑斜顶的侧向分模距离、斜顶的斜度角“A”,以保证有足够的横向移动空间“D”。
(C)斜顶在开模方向的复位。
为了保证合模后,斜顶回复到预定的位置,一般采用下面的结构形式。
如图7.7.2a;7.7.2b。
(D) 斜顶底部在顶针板上的滑动要求平顺,稳定。
(2)结构2 摆杆机构,如图7.7.3。
在顶出过程中,当摆杆1的头部(L1所示范围)超出后模型芯时,摆杆1在斜面A的作用下向上摆动,完成分型。
设计摆杆机构时,应保证:L2>L1;E2>E1。
缺点:图示“B”处易磨损,须提高此处硬度。
一般要求将此处设计成镶拼结构。
■■■。