第一章 切削加工基础知识
- 格式:doc
- 大小:212.00 KB
- 文档页数:8
机械制造工艺基础知识点第一章金属切削加工基础知识一、切削加工基本概念1、成形运动(切削运动)是为了形成工件表面所必需的、刀具与工件之间的相对运动。
成形运动(切削运动)包括主运动和进给运动。
2、主运动是指直接切除工件上的切削层,形成已加工表面所需的最基本运动。
一般来讲,主运动是成形运动中速度最高、消耗功率最大的运动,机床的主运动只有一个。
3、进给运动是指不断地把切削层投入切削的运动,以加工出完整表面所需的运动。
进给运动可能有一个或几个,通常运动速度较低,消耗功率较小。
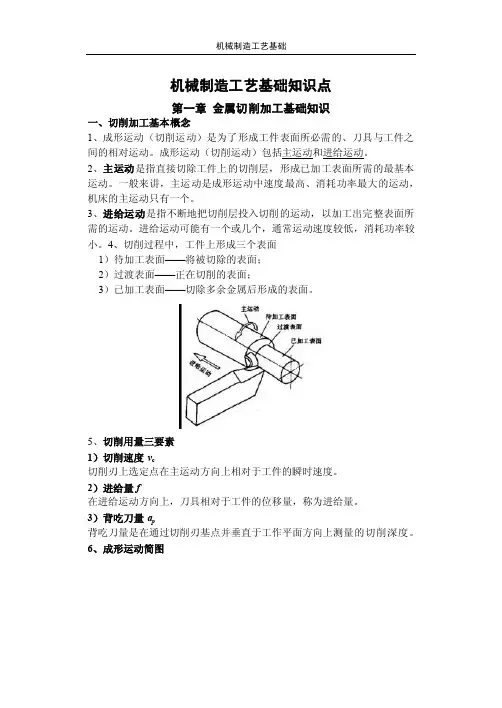
4、切削过程中,工件上形成三个表面1)待加工表面——将被切除的表面;2)过渡表面——正在切削的表面;3)已加工表面——切除多余金属后形成的表面。
5、切削用量三要素1)切削速度v c切削刃上选定点在主运动方向上相对于工件的瞬时速度。
2)进给量f在进给运动方向上,刀具相对于工件的位移量,称为进给量。
3)背吃刀量a p背吃刀量是在通过切削刃基点并垂直于工作平面方向上测量的切削深度。
6、成形运动简图7、切削层尺寸要素(1)切削层:刀具切过工件的一个单程,或只产生一圈过渡表面的过程中所切除的工件材料层。
(2)切削层尺寸平面:通过切削刃基点并垂直于该点主运动方向的平面,称为切削层尺寸平面。
(3)切削层尺寸要素①切削厚度:指在切削层尺寸平面内,沿垂直于切削刃方向度量的切削层尺寸。
②切削宽度:指在切削层尺寸平面内,沿切削刃方向度量的切削层尺寸。
③切削面积:是指在给定瞬间,切削层在切削层尺寸平面里的实际横截面面积。
二、刀具角度1、车刀的组成三个刀面:前面、主后面、副后面两个切削刃:主切削刃、副切削刃一个刀尖2、辅助平面1)基面:过切削刃选定点,垂直于主运动方向的平面。
2)主切削平面:过切削刃选定点,与切削刃相切,并垂直于基面的平面。
3)正交平面:通过主切削刃上的某一点,并同时垂直于基面和切削平面的平面。
3、车刀的标注角度γ(1)前角在正交平面中测量,是刀具前面与基面之间的夹角。
第⼀章切削加⼯基础知识第⼀章切削加⼯基础知识⼀、本章的教学⽬的与要求本章主要介绍了机械加⼯基础知识。
重点应掌握切削运动及切削⽤量概念;切削⼑具及其材料基本知识;切削过程的物理现象及控制;砂轮及磨削过程基本知识;材料切削加⼯性概念;机械加⼯⼯艺过程基本概念;机械加⼯质量的概念等。
掌握本章内容为后续内容的学习打基础,为初步具备分析、解决⼯艺问题的能⼒打基础,为学⽣了解现代机械制造技术和模式及其发展打基础。
学⽣学习本章要注意理论联系⽣产实践,才能更好体会,加深理解。
可通过课堂讨论、作业练习、实验、校内外参观等及采⽤多媒体、⽹络等现代教学⼿段学习,以取得良好的教学效果。
为学好本章内容,可参阅邓⽂英主编《⾦属⼯艺学》第4版、傅⽔根主编《机械制造⼯艺基础》(⾦属⼯艺学冷加⼯部分)、李爱菊等主编《现代⼯程材料成形与制造⼯艺基础》下册及相关机械制造⽅⾯的教材和期刊。
⼆、授课主要内容1切削运动和切削要素主要学习零件表⾯的形成、切削运动、切削⽤量、切削层参数2切削⼑具和切削过程主要学习切削⼑具材料、车⼑、刨⼑、镗⼑、⿇花钻、铣⼑的结构及⼑具⼏何⾓度,切削的形成及形态、积屑瘤、切削⼒、切削热和切削温度、⼑具磨损和⼑具耐⽤度3磨具和磨料切削主要学习磨具和磨削原理4材料的切削加⼯性主要学习衡量材料切削加⼯性能的指标、常⽤材料的切削加⼯性、改善材料切削加⼯性的⽅法5机械加⼯⼯艺过程基本概念主要学习⼯艺过程的基本概念、⼯件的安装和夹具、基准及其选择原则、⼯件在夹具中的定位6机械加⼯质量的概念主要学习机械加⼯精度、机械加⼯表⾯质量三、重点、难点及对学⽣的要求(掌握、熟悉、了解、⾃学)让学⽣重点掌握切削运动及切削⽤量概念、切削⼑具及其材料基本知识、切削过程、砂轮及磨削过程、材料切削加⼯性、机械加⼯⼯艺过程基本概念;机械加⼯质量等概念。
四、要外语词汇主运动:primary motion进给运动:feed movement车⼑:turning tools⼑具材料:cutting tools materials切削过程:cutting process磨具:abrasive grinding tools表⾯质量:machining quality of machined surfaces五、辅助教学情况(多媒体课件、板书、绘图、标本、⽰数等)主讲(板书)+课堂讨论+作题练习+实验+多媒体课件+实物六、复习思考题1.试说明下列加⼯⽅法的主运动和进给运动:a.车端⾯;b.在钻床上钻孔;c.在铣床上铣平⾯;d.在⽜头刨床上刨平⾯;e.在平⾯磨床上磨平⾯。
切削加工基本知识第一节概述一、切削加工切削加工是用工具去除毛坯上多余的材料,以获得具有所需要的尺寸精度、形状精度、位置精度和表面粗糙度的零件的加工方法。
切削加工通常分为机械加工(简称机加工)和钳工两大类。
机械加工是通过操纵机床对工件进行的切削加工,如车、铣、刨、磨、镗、钻、拉、插及齿形加工等。
由于现代机械产品的精度和性能要求越来越高,对零件的加工质量也提出了更高的要求。
目前除少数零件采用精铸、精锻或粉末冶金直接获得外,绝大部分零件都需经过切削加工才能保证其精度。
因此,掌握切削加工的基本规律,正确地组织生产,对于实现优质、高产、低耗有着十分重要的意义。
钳工一般是指手持工具进行的装配、维修或切削加工,如划线、錾、锯、锉、刮研、攻螺纹和套螺纹等。
虽然钳工使用的工具简单,操作灵活,加工方法多种多样,但生产率低,劳动强度大,因而只有在装配和维修时,才比较经济和方便。
随着科学技术的发展和对产品质量要求的不断提高,钳工工具和操作方法也在不断改进和发展。
要实现切削过程,必须具备以下3个条件:(1)工件与刀具之间要有相对切削运动;(2)刀具材料必须具有一定的切削性能;(3)刀具必须具有合理的切削角度。
二、切削运动和切削用量(一)切削运动切削加工是靠刀具和工件之间作一定的相对运动来实现的,这个相对运动称为切削运动,它包括主运动和进给运动。
1.主运动形成机床切削速度或消耗主要动力的运动叫主运动。
没有这个运动,切削加工就无法进行。
它可以是旋转运动,也可以是往复直线运动,如车削时工件的旋转,钻、铣、磨削时刀具的旋转,刨削时(牛头刨)刨刀的往复直线运动等都是主运动。
2.进给运动使工件多余的材料不断投入切削的运动叫进给运动。
没有这个运动,就不能进行连续切削。
它可以是直线运动、旋转运动或两者的组合,如车削和钻削时刀具的移动,铣、刨(牛头刨)时工件的移动,磨外圆时工件的旋转和轴向移动等。
无论那种切削加工,都必须有主运动和进给运动,但主运动只有一个,而进给运动可以有多个。
第1章 金属切削加工的基本知识本章要点本章介绍机械加工中的金属切削基本理论、基本知识及其应用,主要内容如下:1)金属切削加工的基本知识和术语。
如切削运动、切削用量、切削层等。
2)金属切削刀具切削部分的几何角度。
它包括刀具组成、正交平面静止参考系、刀具工作角度等内容。
3)金属切削刀具的材料。
它包括常用刀具材料的性能、常用高速钢和硬质合金刀具材料的的实际应用等内容。
4)金属切削过程的基本规律及切削过程的控制 包括切削变形、切削力、切削热、刀具磨损等物理现象的成因,切削过程中各物理现象的控制。
5)金属切削条件的合理选择。
如切削过程中刀具几何参数的合理选择、切削用量的合理选择、切削液的合理选择等内容。
学习目的:了解和掌握金属切削加工中的基本理论和基本知识,达到能合理选择各种金属切削加工参数以及能对金属切削过程进行控制的要求。
§1.1 切削运动与切削要素§1.1.1切削运动金属切削加工就是用金属切削刀具切除工件上多余的金属材料,使其形状、尺寸精度及表面质量达到预定要求的一种机械加工方法。
在金属切削加工过程中,为切除多余的金属,刀具和工件之间必须有相对运动,这种相对运动被称为切削运动。
按照切削运动在切削加工中的所起的作用不同,可把其分为主运动和进给运动两种。
1.主运动主运动是由机床提供的主要运动,它促使刀具和工件之间产生相对运动,从而使刀具前面接近工件并切除切削层。
主运动的特点是切削加工中速度最高,消耗功率最大的运动。
通常主运动只有一个,它可由工件完成,也可由刀具完成。
图1-1所示的车削时工件的旋转运动、钻削和铣削时刀具的旋转运动、磨削时砂轮的旋转运动、刨削时工件或刀具的往复运动等都是主运动。
2.进给运动由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,加上主运动,即可不断地或连续地切除多余金属,并得出具有所需几何特性的已加工表面。
进给运动的特点是切削加工中速度较低,消耗功率较小。

第一章切削加工基础知识一.什么叫切削加工?切削加工是用切削工具从毛坯上切去多余的部分,获得几何形状尺寸和表面粗糙度等方面符合零件图纸要求的加工过程.二.切削加工分为钳工和机械加工两部分.1.钳工一般是工人手持工具进行的切削加工,其主要内容有:划线,錾削,锯削,锉削,刮削,钻孔和铰孔,攻丝和套丝,装配修理等.2.机械加工是工人操作机床进行切削加工.a.车,钻,镗,刨,铣,拉等.b.磨,珩,研磨,超精加工等.三.切削运动和切削要素1.在机床上加工各种表面,刀具与工件之间必须要有适当的相对运动,即所谓的切削运动.2.切削运动:a.主运动---是切下金属所需要的基本运动.c.进给运动---是刀具能继续切下金属所需的运动.3.切削运动三要素:切削速度v、进给量f、切削深度a p.a. 切削速度v:在单位时间内,工件和刀具沿主运动方向相对移动的距离。
V=πdn/1000 其中V –速度m/mind—工件直径mmn—工件或刀具的转速查r/minb.进给量f:在主运动一个循环或单位时间内,刀具和工件之间沿进给运动方向相对移动的距离。
如车削的f为工件每转一转,车刀沿进给方向移动的距离。
C.切削深度a p:对于车削和刨削来说,切削深度为工件上待加工表面和已加工表面间的垂直距离。
1页四. 加工精度和表面粗糙度(一) 加工精度: 我们把尺寸精度,形状精度和位置精度统称为加工精度。
1.尺寸精度我们通常所说的尺寸公差就是尺寸精度。
精度越高,则公差越小。
《公差与配合》国家标准(GB159~1840-79)将确定尺寸精度的标准等级分为20级,分别用IT01、IT0、IT1、IT2……IT18表示。
IT01的公差值最小,精度最高。
零件的精度越高,加工的工艺过程越复杂,加工的成本也越高。
2.形状精度形状精度是指零件上的线、面要素的实际形状相对理想形状零件上的线、面要素的几何形状不可能做的绝对准确,只能控制在一定的范围内,即用形状公差来控制。
第一章切削加工基础知识一、本章的教学目的与要求本章主要介绍了机械加工基础知识。
重点应掌握切削运动及切削用量概念;切削刀具及其材料基本知识;切削过程的物理现象及控制;砂轮及磨削过程基本知识;材料切削加工性概念;机械加工工艺过程基本概念;机械加工质量的概念等。
掌握本章内容为后续内容的学习打基础,为初步具备分析、解决工艺问题的能力打基础,为学生了解现代机械制造技术和模式及其发展打基础。
学生学习本章要注意理论联系生产实践,才能更好体会,加深理解。
可通过课堂讨论、作业练习、实验、校内外参观等及采用多媒体、网络等现代教学手段学习,以取得良好的教学效果。
为学好本章内容,可参阅邓文英主编《金属工艺学》第4版、傅水根主编《机械制造工艺基础》(金属工艺学冷加工部分)、李爱菊等主编《现代工程材料成形与制造工艺基础》下册及相关机械制造方面的教材和期刊。
二、授课主要内容1切削运动和切削要素主要学习零件表面的形成、切削运动、切削用量、切削层参数2切削刀具和切削过程主要学习切削刀具材料、车刀、刨刀、镗刀、麻花钻、铣刀的结构及刀具几何角度,切削的形成及形态、积屑瘤、切削力、切削热和切削温度、刀具磨损和刀具耐用度3磨具和磨料切削主要学习磨具和磨削原理4材料的切削加工性主要学习衡量材料切削加工性能的指标、常用材料的切削加工性、改善材料切削加工性的方法5机械加工工艺过程基本概念主要学习工艺过程的基本概念、工件的安装和夹具、基准及其选择原则、工件在夹具中的定位6机械加工质量的概念主要学习机械加工精度、机械加工表面质量三、重点、难点及对学生的要求(掌握、熟悉、了解、自学)让学生重点掌握切削运动及切削用量概念、切削刀具及其材料基本知识、切削过程、砂轮及磨削过程、材料切削加工性、机械加工工艺过程基本概念;机械加工质量等概念。
四、要外语词汇主运动:primary motion进给运动:feed movement车刀:turning tools刀具材料:cutting tools materials切削过程:cutting process磨具:abrasive grinding tools表面质量:machining quality of machined surfaces五、辅助教学情况(多媒体课件、板书、绘图、标本、示数等)主讲(板书)+课堂讨论+作题练习+实验+多媒体课件+实物六、复习思考题1.试说明下列加工方法的主运动和进给运动:a.车端面;b.在钻床上钻孔;c.在铣床上铣平面;d.在牛头刨床上刨平面;e.在平面磨床上磨平面。
2.试说明车削时的切削用量三要素,并简述粗、精加工时切削用量的选择原则。
3.车外圆时,已知工件转速n=320 r/min,车刀进给速度v f=64 mm/min,其它条件如题图1-1所示,试求切削速度v c、进给量f、背吃刀量a p、切削层公称横截面积A D、切削层公称宽度b D 和厚度hD。
4.弯头车刀刀头的几何形状如题图1-2所示,试分别说明车外圆、车端面(由外向中心进给) 时的主切削刃、刀尖、前角γ0、主后角ao、主偏角k r和副偏角'rk。
题图1-1 题图1-25.简述车刀前角、后角、主偏角、副偏角和刃倾角的作用及选择原则。
6.机夹可转位式车刀有哪些优点?7.刀具切削部分材料应具备哪些基本性能?常用的刀具材料有哪些?8.高速钢和硬质合金在性能上的主要区别是什么?各适合做哪些刀具?9.切屑是如何形成的?常见的有哪几种?10.积屑瘤是如何形成的?它对切削加工有哪些影响?生产中最有效的控制积屑瘤的手段是什么?11.设用γ0=15°, ao=8°,k r=75°, 'rk=10°,s =0°的硬质合金车刀,在C6132型卧式车床上车削45钢(正火,187HBS)轴件的外圆,切削用量为v c=100 mm/min、f=0.3 mm/r、a p=4 mm,试用切削层单位面积切削力k c计算切削力F c和切削功率P m。
若机床传动效率η=0.75,机床主电动机功率P E=4.5 kW,试问电动机功率是否足够?12.切削热对切削加工有什么影响?13.背吃刀量和进给量对切削力和切削温度的影响是否一样?如何运用这一规律指导生产实践?14.切削液的主要作用是什么?常根据哪些主要因素选用切削液?15.刀具的磨损形式有哪几种?在刀具磨损过程中一般分为几个磨损阶段?刀具寿命的含义和作用是什么?16.试分析砂轮磨削金属与刀具切削金属的过程及原理有何异同?原因何在?17.如何评价材料切削加工性的好坏?最常用的衡量指标?如何改善材料切削加工性?18.什么是生产过程、工艺过程、工序和安装?19.生产类型有哪几种? 汽车、电视机、金属切削机床、大型轧钢机的生产各属于哪种生产类型? 各有何特征?20.机械加工中,工件的安装方法有哪几类? 各适用于什么场合?21.什么是夹具? 按其用途不同,夹具分为哪几类? 各适用于什么场合?22.何谓基准?根据作用的不同,基准分为哪几种?23.何谓粗基准和精基准? 试述粗、精基准的选择原则各是什么?24.试选择如题图1-3所示三个零件的粗、精基准。
其中题图1-3a是齿轮,m=2,Z=37,毛坯为热轧棒料;题图1-3b是液压油缸,毛坯为铸铁件,孔已铸出;题图1-3c是飞轮,毛坯为铸件。
均为批量生产。
图中除了标有不加工符号的表面外,均为加工表面。
25.何谓工件的六点定位原理?加工时,工件是否都要完全定位?26.什么是加工精度?包括哪些内容?27.机械加工表面质量的含义是什么?它与表面粗糙度有何区别?图样上常标注哪一项?题图1-3七、参考教材(资料)1 孙大涌主编. 先进制造技术. 北京:机械工业出版社,20002 李伟光主编. 现代制造技术. 北京:机械工业出版社,20013 机械工程手册编辑委员会. 机械工程手册:机械制造工艺及设备卷(二) 第2版. 北京:机械工业出版社,19974 邓文英主编. 金属工艺学第4版. 北京:高等教育出版社,20005 吴桓文主编. 工程材料及机械制造基础(Ⅲ)机械加工工艺基础. 北京:高等教育出版社,19906 卢秉恒主编. 机械制造技术基础. 北京:机械工业出版社,19997 张世昌,李旦等. 机械制造技术基础. 北京:高等教育出版社,20018 傅水根主编. 机械制造工艺基础(金属工艺学冷加工部分). 北京:清华大学出版社,19989 李爱菊,王守成等. 现代工程材料成形与制造工艺基础(下册). 北京:机械工业出版社,200110 贾青云,李冬妮等. 现代汽车制造技术之机械加工:世界汽车技术发展跟踪研究(一). 汽车工艺与材料,2002,(4)11苗赫濯,齐龙浩等. 新型陶瓷刀具在机械工程中的应用. 机械工程学报,2002,38(2)第一章机械加工基础知识切削加工是使用切削工具(包括刀具、磨具和磨料),在工具和工件的相对运动中,把工件上多余的材料层切除,使工件获得规定的几何参数(尺寸、形状、位置)和表面质量的加工方法。
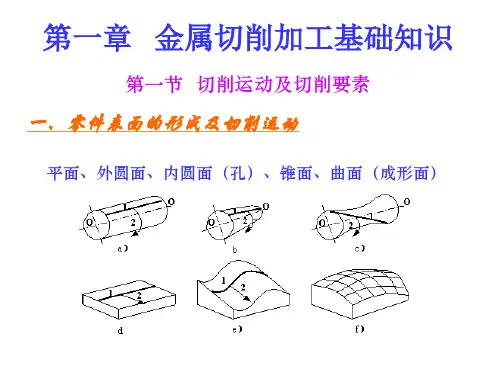
第一节切削运动及切削要素一、零件表面的形成1.基本表面:外圆面、内圆面(孔)、平面2.成形面:螺纹、齿轮的齿形等这些表面可分别用图1-1所示的相应加工方法来获得。
图1-1 零件不同表面加工时的切削运动二、切削运动切削运动(cutting motions):在切削加工中,刀具和工件间必须有一定的相对运动。
切削运动可以是旋转运动或直线运动,也可以是连续的或间歇的 切削运动包括主运动(图中Ⅰ)和进给运动(图中Ⅱ)。
主运动(primary motion)是使刀具和工件之间产生相对运动,促使刀具接近工件而实现切削的运动。
如图1-2所示工件的旋转运动。
主运动速度最高,消耗功率最大。
主运动只有一个。
进给运动(feed movement)使刀具与工件之间产生附加的相对运动,加上主运动,即可连续地切除余量,如图1-2所示车刀的移动。
进给运动可以是1个或多个图1-2 切削运动和加工表面三、切削用量切削用量(cutting conditions)包括切削速度v c 、进给量f (或进给速度v f )和背吃刀量a P ;三要素。
1.切削速度切削刃上选定点相对工件主运动的瞬时速度称为切削速度(cutting speed),以v c 表示,单位为m/s 或m/min 。
若主运动为旋转运动(如车削、铣削等),切削速度一般为其最大线速度。
1000dnv c π=m/s 或m/min式中:d —工件(或刀具)的直径,mm ;n —工件(或刀具)的转速,r/s 或r/min 。
若主运动为往复直线运动(如刨削、插削等),则常以其平均速度为切削速度,即: 10002rc Ln v =m/s 或m/min 式中:L —往复行程长度,mm ;n r ——主运动每秒或每分钟的往复次数,str/s 或str/min 。
2.进给量刀具在进给运动方向上相对工件的位移量称为进给量 (feed rate)。
用单齿刀具(如车刀、刨刀等)加工时,进给量常用刀具或工件每转或每行程刀具在进给运动方向上相对工件的位移量来度量,称为每转进给量或每行程进给量,以f 表示,单位为mm/r 或mm/str 。
用多齿刀具(如铣刀、钻头等)加工时,进给运动的瞬时速度称进给速度,以v f 表示,单位为mm/s 或mm/min 。
刀具每转或每行程中每齿相对工作进给运动方向上的位移量,称每齿进给量,以f z 表示,单位为mm/z 。
f z 、f 、v f 之间有如下关系:zn f fn v z f == mm/s 或mm/min 式中:n —刀具或工件转速,r/s 或r/min ;z —刀具的齿数。
3.背吃刀量在通过切削刃上选定点并垂直于该点主运动方向的切削层尺寸平面中,垂直于进给运动方向测量的切削层尺寸,称为背吃刀量(back engagement of the cutting edge),以a P 表示,单位为mm 。
如图1-2所示,车外圆时,a P 可用下式计算,即 2mw p d d a -=mm 式中:d w 、d m —工件待加工和已加工表面直径,mm 。
工件上由主切削刃形成的那部分表面是过渡表面。
四、切削层参数切削层是指切削过程中,由刀具切削部分的一个单一动作(如车削时工件转一圈,车刀主切削刃移动一段距离)所切除的工件材料层。
它决定了切屑的尺寸及刀具切削部分的载荷。
切削层的尺寸和形状,通常是在切削层尺寸平面中测量的,如图1-3所示。
(1) 切削层公称横截面积A D 在给定瞬间,切削层在切削层尺寸平面里的实际横截面积, 单位为mm 2。
(2) 切削层公称宽度b D 在给定瞬间,作用于主切削刃截形上两个极限点间的距离,在切削层尺寸平面中测量,单位为mm 。