金属切削加工基础知识
- 格式:ppt
- 大小:2.62 MB
- 文档页数:99
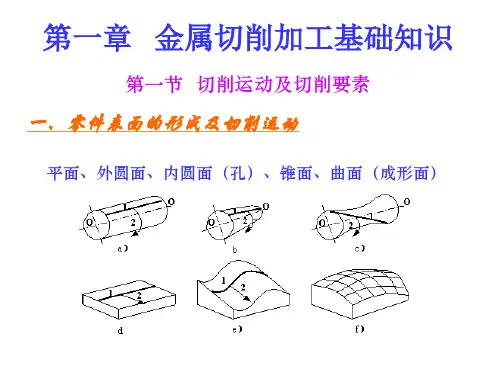
金属切削的基础知识金属切削是一种通过切削工具在金属工件上施加力量,使其产生剪切应力,从而剥离所需形状的金属层的加工方法。
它是目前最常用和广泛应用的金属加工方式之一。
以下是金属切削的基础知识:1. 切削工具:切削工具通常由硬质材料制成,如高速钢、硬质合金等。
常见的切削工具包括刀片、钻头、铣刀等。
刀具的选择根据加工材料、加工形状和加工质量要求等因素进行。
2. 切削速度:切削速度是指在单位时间内切削刀具工作部分对工件的相对运动速度。
它是影响切削加工效果和刀具寿命的重要因素。
通常以米每分钟(m/min)作为单位。
3. 进给速度:进给速度是指切削刀具沿工件表面移动的速度。
它决定了每分钟进给长度。
进给速度的选择需要考虑切削深度、加工精度和刀具强度等因素。
4. 切削深度:切削深度是指切削刀具在每次切削中从工件表面剥离金属的厚度。
切削深度越大,切削力也会增加,刀具磨损加剧。
因此,切削深度的选择要根据材料性质、刀具强度和加工要求等综合考虑。
5. 切削力:切削力是指在切削过程中作用在切削刀具上的力。
它是切削加工过程中的重要力学参数,会影响刀具的磨损和加工精度。
切削力的大小与切削厚度、切削速度、切削角度和材料硬度等因素密切相关。
6. 刀具磨损:切削刀具在切削过程中会不可避免地发生磨损。
刀具磨损会使切削力增加、切削质量下降,并且降低了刀具的寿命。
因此,定期更换和修磨切削刀具是保证加工质量和生产效率的重要措施。
7. 切削液:切削液是指在金属切削过程中加入的一种液体。
它主要用于降低切削温度、润滑切削表面、冲洗切削区域,以减少金属切削时产生的摩擦和热量。
良好的切削液选择能够有效地提高加工质量和刀具寿命。
金属切削是工业生产中广泛应用的加工方式之一,掌握金属切削的基础知识对于提高加工质量、降低生产成本具有重要意义。
因此,对于从事金属加工的工作者来说,了解切削工具、切削速度、进给速度、切削深度、切削力、刀具磨损以及切削液等基础知识是十分必要的。
第7章金属切削加工基础知识一、判断题1.切削运动中,主运动通常只有一个,进给运动的数目可以有一个或几个。
()2.车削外圆时,进给运动是刀具的横向运动。
()3.当切削刃安装高于工件的中心时,其实际工作前角会变小。
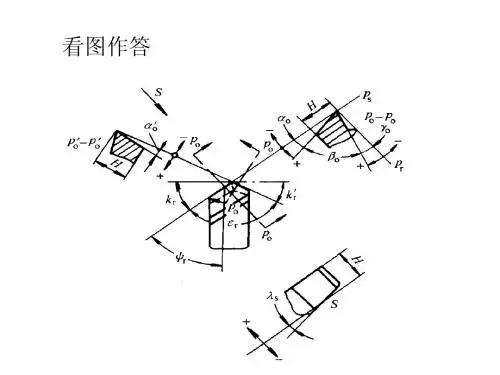
()4.在基面内测量的角度是刃倾角。
()5.在主切削平面内测量的角度是主偏角。
()6.刃倾角的正负影响切屑的排出方向。
当刃倾角为正时,切屑流向已加工表面。
()7.一般来说, 刀具材料的硬度越高,耐磨性越好。
()8.背吃刀量对刀具寿命影响最大,进给量次之,切削速度最小。
()9.工件材料的硬度和强度越高,切削力越大,切削加工性就越差。
()10.低碳钢硬度低,切削加工性最好,中碳钢次之,高碳钢最难切削。
()11.切削层公称厚度(简称切削厚度)BdhD:是垂直于工件过渡表面测量的切削层横截面尺寸。
( )12.耐热性和化学稳定性是衡量刀具切削性能的主要指标。
( )13.在同样切削条件下,硬质合金刀具(韧性差,怕冲击振动)的前角应比高速钢的大些。
( )14.当以很大的刀具前角、很大的进给量和很高的切削速度切削钢等塑性金属时形成的是节状切屑。
( )15.背切削力Fp也称为切向力。
( )16.积屑瘤使刀具的实际前角增大,并使切削轻快省力,所以对精加工有利。
( )17.切削用量中,切削速度对刀具寿命影响最大,进给量次之,背吃刀量影响最小。
( )18.刀具寿命是指刀具从开始切削到完全报废实际切削时间的总和。
( )19.当用较低的切削速度,切削中等硬度的塑性材料时,常形成崩碎切屑。
( )20.精车加工塑性金属时为避免积屑瘤的产生,常采用高速或低速切削。
( )二、填空1、切削运动包括运动和运动两种,其中运动是切削运动中速度最高、消耗功率最多的运动。
2、切削用量三要素是指、和。
3、外圆车刀的切削部分由面刃和尖组成。
4. 金属切削过程的实质,是被切削金属连续受到刀具的和,产生和,最终使被切削金属与母体分离形成切屑的过程。