塑料件公差标准mt5范围
- 格式:docx
- 大小:70.95 KB
- 文档页数:2
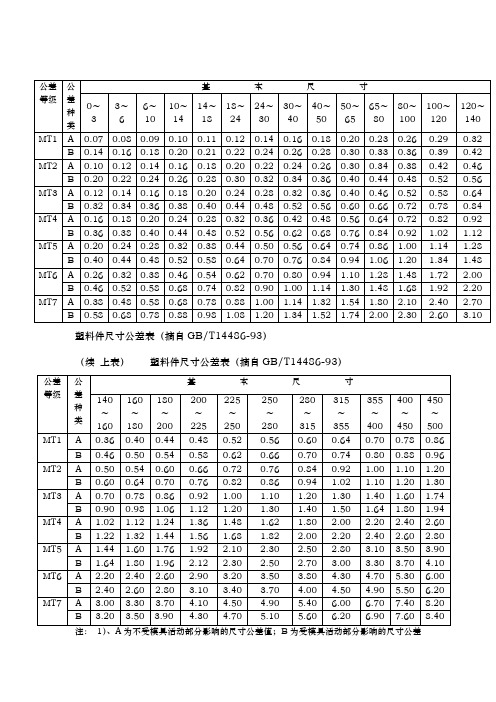
塑料件尺寸公差表(摘自GB/T14486-93)
(续上表)塑料件尺寸公差表(摘自GB/T14486-93)
值;
2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
常用材料模塑件公差等级选用表(摘自GB/T14486-93)
平冲压件尺寸公差表(摘自GB/T13914-1992)冲裁
成形冲压件尺寸公差表(摘自GB/T13914-1992)弯形
平冲压件尺寸公差等级选用表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差等级选用表(摘自GB/T13914-1992)弯形
冲压件冲裁角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)冲裁
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件弯曲角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)弯曲
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件冲裁角度公差等级选用表(摘自GB/T13915-1992)冲裁
冲压件弯曲角度公差等级选用表(摘自GB/T13915-1992)弯曲
平行度、垂直度公差表(摘自GB/T1184)同轴度、对称度公差表(摘自GB/T1184)
冲裁件未注公差尺寸极限表(摘自GB/T15055-94)《冲裁》
弯形件未注公差尺寸极限表(摘自GB/T15055-94)《弯形》(mm)
未注公差尺寸的极限偏差(线性尺寸)(摘自GB/T1804-2000)
m m
未注公差尺寸的极限偏差(倒圆和倒角高度尺寸)(摘自GB/T1804-2000)
m m。

塑料件技术要求 Hessen was revised in January 2021塑料件技术要求1、表面应光洁无损、色泽均匀,无明显凹痕、飞边、银丝、熔接痕等缺陷。
2、机械强度应符合GB3883.1-2000第20条所规定的要求。
3、制件需消除残余应力及稳定尺寸。
(针对增强尼龙)4、制件应有足够的耐应力开裂性,用四氯化碳溶液浸泡1分钟,无开裂。
(针对聚碳酸酯)5、与其它相配合零件,配合处外形段差≤A。
(A值根据不同产品部位决定)6、未注圆角R0.5-1.5,未注壁厚为2.0-3.0。
7、未注脱模斜度0.5-1.50;8、未注公差尺寸的允许偏差按GB/T14486-93-MT5。
1.成形前材料应预热干燥。
<br>2.成形后制件应光整不得有扭曲变形现象。
<br>3.未注圆角为R0.5。
<br>4.外表面应光滑,其粗糙度不大于Ra0.4,且不得有划伤,刻痕等缺陷。
<br>5.未注尺寸公差按GB/T 1804-92 m级。
塑料件技术要求一、法规要求(强制标准检验要求)z 供应商生产的零部件必须满足我国现行的法规要求(强制标准要求),其要求如下:GB8410-2006《汽车内饰材料的燃烧特性》GB1152-1999 《汽车内部突出物》z 供应商的零部件应符合有关法规要求,并确保获得认证证书或合格的检验报告,以使整车通过认证或检验合格。
z 在进行生产件批准程序(PPAP)时,供应商必须提供认证证书或合格的检验报告。
二、产品要求3.1 概要外观要求:皮纹、颜色要求应符合色卡并得到造型工程师的认可。
本SOR上的所有零件均要求注塑成型,色母调色,非喷涂件。
3.2 统一性要求◆各零件的卡扣调拨装配,由装饰板供应商装配。
3.3 材料3.3.1改性PP 项目单位性能指标检验方法灰份% 10±2 GB9345-88 洛氏硬度 R >95 GB/T9342-1988 密度±0.02 GB1033-1996 拉伸强度Mpa ≥断裂伸长率% ≥弯曲强23±1℃ Mpa ≥30 GB/T9341-2000 度80±1℃≥6 GB/T9341-2000 弯曲模量(22℃)≥热变形温度℃ >(侧放)缺口冲23℃ KJ/m >15 GB/T1843-96 击强度 -30℃ >3 GB/T1843-96 熔融指数(200℃,5Kg)20 GB3682-833.3.2 ABS项目密度单位3性能指标检验方法g/cm拉伸强度≧21断裂伸长率≧40弯曲强度≧40弯曲模量(22℃)≧2400热变形温度(HDT)缺口冲击强度23℃ -30℃℃ KJ/m2KJ/m2﹥﹥15 ﹥3GB/T1843-96 GB/T1843-96洛氏硬度﹥3.4 装饰、外观、灯光、颜色的要求[1] 外观颜色、皮纹按色板。


4.公差表入选择模塑件尺寸公差时,以下供给指导的数据连同第2、3 节内容一并供使用。
表1:尺寸公差–第1组资料名义尺寸 (mm)公差± (mm)精细级一般级>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250 >250~315 >315~400 >400~500>500~650 >650~800>800~1000 >1000~1200 >1200~1400>1400~1600>1600~1800>1800~2000表2:尺寸公差–第2组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>315~400>400~500>500~650 >650~800>800~1000 >1000~1200>1600~1800>1800~2000表3:尺寸公差–第3组资料名义尺寸 (mm)公差± (mm)精细级一般级~ 1>1~3>3~6>6~10>10~15>15~22>22~30>30~40>40~55>55~70>70~90>90~120>120~160>160~200>200~250>250~315>500~650>650~800>800~1000>1000~1200>1200~1400>1400~1600>1600~1800>1800~2000附录:模塑缩短率和线性膨胀系数材料模塑收缩106率%expansi on° K-1ABSABS-30%玻璃填补乙缩醛乙缩醛 -30%玻璃填补丙烯酸乙酸纤维素乙酸 - 丁酸纤维素(CAB)己二烯酞酸酯乙烯 - 醋酸乙烯共聚物(EVA)三聚氰胺 - 甲醛树脂尼龙 6尼龙 6-30%玻璃填补尼龙 66尼龙 66-30%玻璃填补尼龙 11尼龙 11-30%玻璃填补尼龙 12尼龙 12-30%玻璃填补酚醛树脂聚碳酸酯聚碳酸酯 - 30% 玻璃填补ABS(Bayblend)/PC 合金-50-110-35-50-90-150-35-80-50-90-80-160-110-170 -10-60-230-250 -10-50-70-170-15-30-60-110-15-30-90-150-10-40-90-130-30-70-15-30-20-70-20-30-70-85聚酯 , 薄片制品-10-50热塑性聚酯-80-180聚对苯二甲酸丁二酯(PBT)-30-60聚对苯二甲酸丁二酯-30%玻璃填补-70-150聚对苯二甲酸乙二酯(PET)-20-40聚对苯二甲酸乙二酯-30%玻璃填补-140-210热塑性聚酯橡胶-200-250低密度聚乙烯-150-200-60-70-20-30改性聚苯醚 - 30% 玻璃填补-110-170聚丙烯-70-110聚丙烯 -T20-60-140聚丙烯 -20%玻璃填补-20-40聚丙烯 - 石绵填补-50-140聚丙烯 - 改性橡胶-35-100聚苯乙烯材料模塑收缩106率%热塑性聚氨脂130-120>50ShoreD150-225≤50ShoreD90-150聚氨脂 RIM30-180聚氨脂 RRIM50-100聚氯乙烯 (PVC)- 刚性的70-250聚氯乙烯 (PVC)- 柔性的50-110苯乙烯丙烯腈30-50尿素甲醛注 : 纤维填补资料的模塑缩短率和线性膨胀系数,其平行于纤维流线方向与垂直于纤维流线方向的值是不一样的。

塑料件国标公差标准嘿,朋友们!今天咱来聊聊塑料件国标公差标准这档子事儿。
你说这塑料件啊,那可真是无处不在!咱平日里用的好多东西都有它的身影。
那这国标公差标准呢,就像是给塑料件们定的规矩。
就好比咱人啊,在社会上得遵守各种规则,不然不就乱套啦?这塑料件也一样,有了标准,它们才能更好地发挥作用。
咱想想看,要是没有这个标准,那塑料件还不得长成啥奇奇怪怪的样子呀!尺寸一会儿大一会儿小,那还怎么用呀?比如说一个塑料杯子,口儿大得离谱或者小得倒不进水,那还能叫杯子吗?这标准就像是给塑料件上了一道保险,让它们都乖乖地在合理的范围内。
你再看看那些质量好的塑料制品,是不是都特别规整,用起来特别顺手?这可都是国标公差标准的功劳呀!它让生产厂家有了个明确的方向,知道该怎么去制造出符合要求的塑料件。
这就好像是在给厂家们指路,告诉他们怎么走才不会迷路。
而且啊,这标准可不是随便定的。
那都是专家们经过深思熟虑、反复试验才得出来的呢!咱可别小瞧了它。
就像咱走路得有个靠谱的地图一样,这标准就是塑料件行业的“地图”。
你说要是没有这个标准,那不同厂家生产的塑料件还能相互匹配吗?说不定这个厂家的零件装到那个厂家的产品上就不合适了,那不就麻烦啦!但有了标准,大家都按照同样的规矩来,那就没问题啦。
咱平时买东西的时候,也可以多留意留意。
那些符合国标公差标准的塑料件,质量一般都不会差到哪里去。
咱用起来也放心呀,不用担心它突然就坏了或者不好用了。
总之呢,这塑料件国标公差标准可太重要啦!它保障了我们的使用体验,也让塑料件行业能够健康发展。
咱可得重视起来呀,别觉得这是小事儿。
你说,要是没有它,咱的生活会变成啥样呢?是不是会有很多不方便呀?所以呀,让我们一起为这个标准点赞吧!原创不易,请尊重原创,谢谢!。
塑料件公差标准mt5
GB/T14486-MT5公差是多少啊
公差等级MT5,基本尺寸20时,A类公差0.44,B类公差0.64;
公差等级MT5,基本尺寸75时,A类公差0.86,B类公差1.06。
尺寸公差:
尺寸公差简称公差,是指最大极限尺寸减最小极限尺寸之差的绝对值,或上偏差减下偏差之差。
它是容许尺寸的变动量。
尺寸公差是一个没有符号的绝对值。
极限偏差=极限尺寸-基本尺寸,上偏差=最大极限尺寸-基本尺寸,下偏差=最小极限尺寸-基本尺寸。
尺寸公差是指在切削加工中零件尺寸允许的变动量。
在基本尺寸相同的情况下,尺寸公差愈小,则尺寸精度愈高。
尺寸公差等于最大极限尺寸与最小极限尺寸之差,或等于上偏差与下偏差之差。
附表:。
塑料件公差标准mt5范围
将公差种类分为A类和B类,其中:
A类为不受模具活动部分影响的尺寸公差值;
B类为受模具活动部分影响的尺寸公差值。
对于标注公差的尺寸,标准中只规定公差值,上、下偏差可根据工程的实际需要分配:
公差等级MT5,基本尺寸20时,A类公差0.44,B类公差0.64;
公差等级MT5,基本尺寸75时,A类公差0.86,B类公差1.06。
未注公差的尺寸公差:
公差等级MT5,基本尺寸20时,A类公差±0.22,B类公差±0.32;
公差等级MT5,基本尺寸75时,A类公差±0.43,B类公差±0.53。
根据标准公差计算公式,每有一个基本尺寸就应该有一个相对应的公差值。
但在生产实践中基本尺寸太多,就会形成一个庞大的公差数值表,给生产带来很多困难。
为了减少公差数目,统一公差值,简化公差表格,特别考虑到便于应用,国家标准对基本尺寸进行了分段。
尺寸分段后,对同一尺寸分段内的所有基本尺寸,在相同公差等级的情况下,规定相同的标准公差。
国家标准基本尺寸主段落和中间。